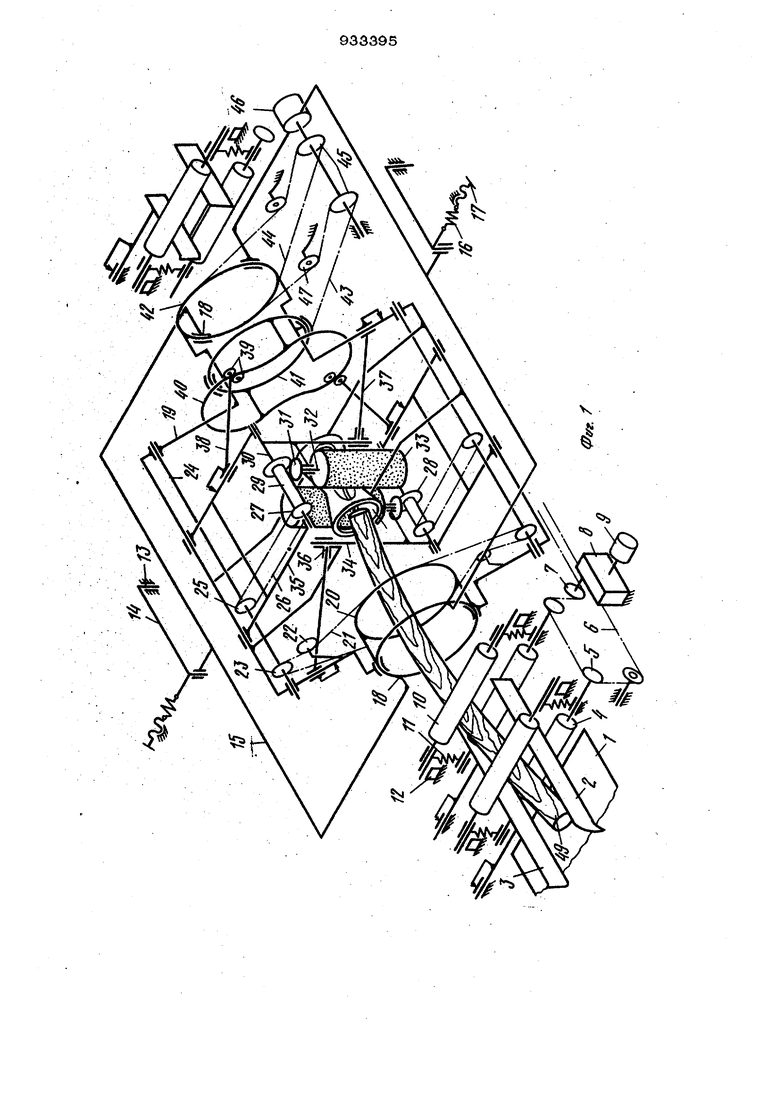
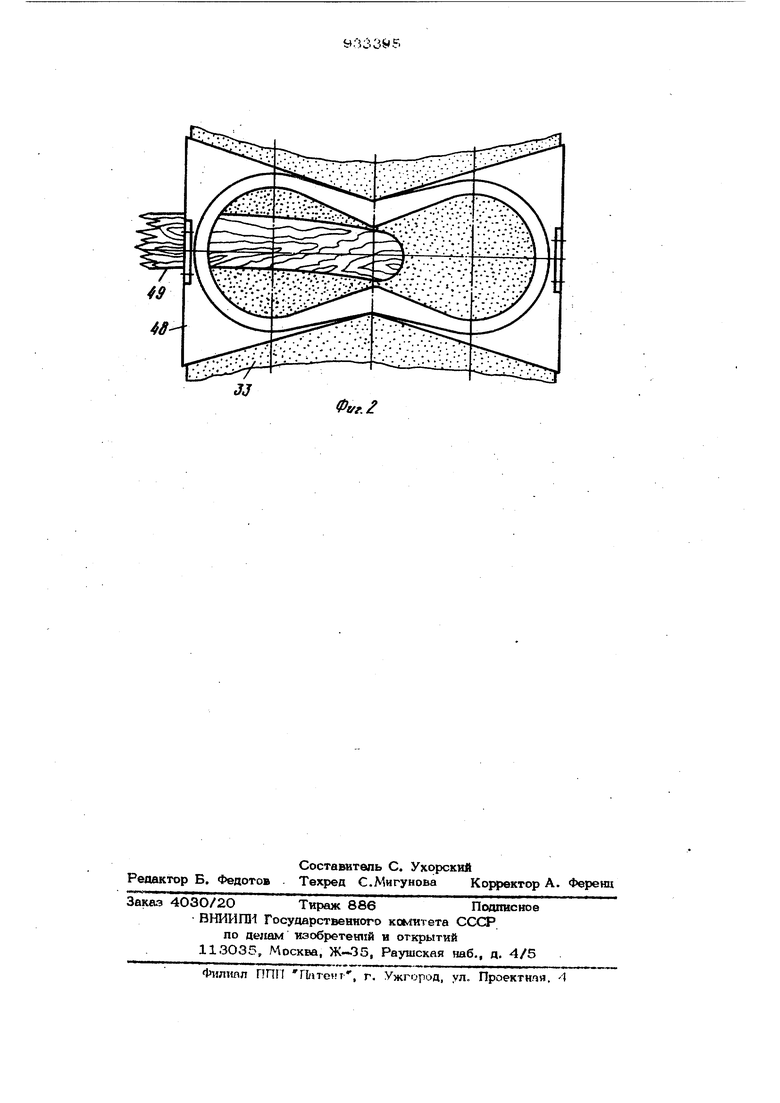
Изобретение относится к шлифовальнь1М устройствам для обработки гнутых деталей круглого сечения из древесины и явля ется усовершенствованием устройства, описанного в авт, св. № 806376. . . Известное устройство содержит станину, cиcтQvly приводных и прижимных роликов, полый ротор с шлифовальными цилиндрами, несомый шатуном шарнирного параллелограмма, и механизм осцилляции Г13 Недостатком устройства является то, что слежение по криволинейнсму контуру детали (перемещения шатуна с шлифоваль ными пнеЕМошшиндрами) осуществляется только в те периоды, когда шлифовальные пневмощшиндры занимают вертикальное или близкое к вертикальному положение. Таким образом, при вращении ро1ч ра слежение осуществляется периодически что весьма отрицательно сказывается как на работоспособности, так и на производительности устройства. При горизонтальном либо близком к нему положении шлифовальных цшшндров слежение отсутствует, и в течение времени,необходимого для занятия авпнндрами вновь вертикального положения °( происходит слежение), заготовка проч двигается на болыцое расстояние, не - переусещая при этом шарнирного паралле лограмма с ротором, в силу чего шлифо вальные цилиндры, повернувшись ,меоте с ротором на полоборота и пристраиваясь к кривизне нового участка, рывком перемешают шарнирный параллелограмм на значительную величину. При этил с система получает сильное динамическое возмущающее воздействие и начинает совершать вынужденнзь1е колебания, развитию которых способствуют неуравновешенные силы инерции качающихся масс параллелограмма с ротором и шлифовальными цилиндрами. Эти колебания в процессе об. работки приводят к неравномерному прижиму цилиндров к заготовке, быстрому износу или срыву абразивной ленты 39 и даже к аварийному разрыву резиновой оболочки цилиндра. Во избежание подобных случаев преходится уменьшать скорость подачи заготовок и, соответственно, снижать частоту вращения ротора, что впечет за собой снижение производительности. Целью дополнительного изобретения является повышение работоспособности И производительности устройства. Это достигается тем, что в устройстве для шлифования шарнирный параллелограмм снабжен жестко связанным с НИМ двусторонним направляющим конусом, установленным между шлифовальны- ми пневмоиилиндрами и выполненным , с двумя окнами. На фиг. 1 изображена кинематическая схема устройства; на фиг. 2 - направляю щий двусторонний конус. Устройство включает стол 1, неподвижную 2 и регулируемую 3 направляющие, приводные ролики 4 со звездочками 5, связанные через цепь 6 со звездочкой 7, насаженной на выходной вал редуктора 8, приводимого электродвигат лем 9. Над приводными роликами 4 установлены прижимные ролики 10, подпружиненные пружинами 11 до упора в ограничители 12. Во втулках 13 станины установлены кривошипы 14, шарнирно связанные с шатуном 15, удерживаемым в исходном положении пружинами 16 с регулировоч1а.1ми винтами 17. На шатуне жестко закреплены круговые направляющие 18, на которых установлен с возможностью вращения ротор 19. Шатун также несет жестко закрепленную звездочку 20, связанную цепью 21, натягиваемой роликам 22, со звездочками 23, жестко насажен НЬ1МИ на валы 24, несомые ротором 19 На валы 24, кроме звездочек 23, жестк насажены звездочки 25, связанные посредством цепей 26 со звездочками 27 которые, как и конические шестерни 28 жестко насажены на втулки. 29, установленные с возможностью вращенияна осях 30. Конические шестерни 28 находятся в постоянном зацеплении с коническими шестернями 31, жестко сидящими на осях 32 шлифовальных цилиндров 33, установленных в подшит никах штанг 34. Штанги 34 прикреплены к осям 30, которые расположены в под шттниках рамок 35, смонтированных с возможностью качания на роторе 19Штанги 34 входят в направляющие втул54ки 36, шарнирно присоедитенные к регулируемым кронштейнам 37, зафиксированным с возможностью перестановки на роторе 19. Качающиеся рамки 35 снабжены регулируемыми толкателями 38, несущими пары подпружиненных роликов 39, прижимаемых к ободу кулачка 40, установленного на роторе 19 с возможностью вращения. Кулачок 40 жестко присоединен к звездочке 41, имеющей на один-два зуба меньше, чем звездочка 42, жестко закрепленная на роторе 19. . Обе звездочки получают рращение через цепи 43 и 44 от блока звездочек 45, насаженных на вал эдектродвигателя 46, укрепленного на шатуне 15. Цепи 43 и 44 натянуты посредством подпружиненных ротков 47. На роторе 19 между шлифовальными цилиндрами 33 жёстко закреплен двусторонний направляющий конус 48, имеющий два окна, в которые входят штгафовальные. цилиндры 33. На столе 1 между направляющими 2 и 3 лежит заготовка 49. Устройство работает следующим образом. По размерам обрабатываемой детали выставляются направляющие 3, и с помощью кронштейнов 37 устанавливается необходимый зазор между шлифовальными цилиндрами 33. Шарнирный параллелограмм устана -, ливается в исходное положение с помощью винтов 17 И пружин 16. В зависимости от ширины абрази&ной ленты, закрепленной на цилиндрах 33, выставляются толкатели 38 на рамках 35. Включаются электродвигатели 9 и 46 - транспортер приходит в движение , а ротор 19 начинает вращаться. По столу 1 заготовка 49 подается между направляющими 2 и 3 к роликам 4 и 10, которые проталкивают ее во входную часть направляющего конуса 48 и далее до контакта со шлифовальными пневмоцилиндрами 33, вращающимися как вокруг своих осей, так и вместе с ротогром 19 с такой частотой, чтобы ширина шлифуемой полосы, зависящая от пятна контакта абразивной ленты и заготовки, была больше подачи загбтрвки ва полоборота ротора (при двух шлифовальных цилиндрах). Необходимая сила прижатия 1щшфовальных цилиндров 33 к заготовке 49 обеспечивается как величиной зазора между ними, так и степенью давЛенин сжатого воздуха в них. Слежение по криволинейному контуру детали обеспечивается качанием шатуна 15 fia кртюоипшах 14, a возврат шатуна в исходное положение осуществляется пружинами 16. В те моменты, когда шлифовальные пневмоцилнндры занимают вертикальное или близкое к вертикальнсыу положение, слежение осуществляется при их участии (изогнутая заготовка воздействует на один из пиевмошшиндров отклоняя ша1 нирный параллелограмм), а в те моме| ты, когда шлифовальные- пневмоцилиндры занимают горизонтальное или близкое к горизонтальнгалу положение, слежение осуществляется посредством двустороннего направляющего конуса 48. Заготовка 49, проталкиваемая ролшса ми 4 и 10 транспортера, воздействует на одну из внутренних поверхностей перемычек направляющего конуса 48 (см. фиг. 2), между которыми она проходит с определенным зазором, отклоняя в направлении одной из стрелок шарнирный параллелограмм. Профиль поверхностей перемычек таков, что встреча вращающегося двусторои него направляющего конуса с заготовкой, (в моменты, шлифовальные цилиндры переходят в горизонтальное положение происходит плавно, без удара. Помимо вращательных движений, шлифовальные пневмошшиндры 33 совершают относка. тельные возвратно-поступательные дв жения (осцилляция), обеспечивающие равномерное использование абразивной ленты по всей длине цилиндра (или по ширине имеющейся ленты). Это осуществляет ся за счет качания рамок 35, получак ших движение через толкатели 38 от кулачка 40, профиль которого обеспечивает равномерность качания. Вращение кулачка 40 относительно ротора 19 доотигается за счет разности зубьев между звездочкой 41 кулачка 4О и звездоч- кой 42 ротора 19, имеющих общий привод от блока звездочек 45. Постоянство зазора между расположенными центрально-симметрично относительгно оси вращения ротора 19 шлифовальными цилиндрами 33 обеспечивается направляющими втулками 36, в которые входят штанги 34. Благодаря наличию направляющего ко-« нуса в роторе шлифовального устройства улучшаются условия слежения по профилю изогнутой детали, пошлшаются работоспособность и производительность устройства. Формула изобретения Устройство для шлифования деталей круглого сечения из древесины по авт. св. № 806376, отл И-чающееся тем, что, с целью повышения его работоспособности и производительности, ротор шарнирного параллелограмма снабж 9 -жестко связанным с нюл двусторонним направляющим конусом, установленным между пшифовальными пневмошошндрами, под которые в конусе выполнены два , окна. Источники информашш, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 8О6376, кл. В 24 В 9/18, 1979.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шлифования деталей круглого сечения из древесины | 1981 |
|
SU1007936A2 |
| Устройство для шлифования деталей круглого сечения из древесины | 1982 |
|
SU1060425A2 |
| Устройство для шлифования деталей круглого сечения из древесины | 1980 |
|
SU931397A2 |
| Устройство для шлифования деталей круглого сечения из древесины | 1980 |
|
SU931396A2 |
| Устройство для шлифования деталей круглого сечения из древесины | 1981 |
|
SU990478A2 |
| Устройство для шлифования деталей круглого сечения из древесины | 1981 |
|
SU1007934A2 |
| Устройство для шлифования деталей круглого сечения из древесины | 1982 |
|
SU1054027A2 |
| Устройство для шлифования деталей круглого сечения из древесины | 1980 |
|
SU929407A2 |
| Устройство для шлифования деталей круглого сечения из древесины | 1987 |
|
SU1528646A1 |
| Устройство для шлифования гнутых деталей из древесины | 1982 |
|
SU1065152A1 |