(54) ЛИНИЯ ДЛЯ ОТДЕЛКИ ИЗДЕЛИЙ ИЗ ДРЕВЕСИНЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для укладки керамических изделий на сушильные вагонетки | 1982 |
|
SU1031733A1 |
| Поточная линия для окончательной обработки и комплектации пакетов лифтовых направляющих | 1971 |
|
SU450751A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ, МНОГОСЛОЙНАЯ ПАНЕЛЬ, РАСКЛАДНАЯ ОПАЛУБКА ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ, ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ИЗГОТОВЛЕНИЮ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ, СПОСОБ ВОЗВЕДЕНИЯ МОНОЛИТНО-КАРКАСНОГО ЗДАНИЯ ИЗ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ С ДЕКОРАТИВНОЙ НАРУЖНОЙ ОТДЕЛКОЙ | 2012 |
|
RU2515491C1 |
| Линия комплексной отделки щитовых деталей мебели | 1988 |
|
SU1574488A1 |
| Поточная линия | 1975 |
|
SU590142A1 |
| Агрегат для обезжиривания изделий в контейнерах летучими растворителями | 1976 |
|
SU691504A1 |
| Устройство для подачи и перемещения изделий | 1989 |
|
SU1724547A1 |
| ЛИНИЯ ПОДГОТОВКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ К СБОРКЕ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1996 |
|
RU2127002C1 |
| Линия комплексной отделки щитовых деталей мебели | 1989 |
|
SU1676833A1 |
| Устройство для разработки кип волокна | 1975 |
|
SU744056A1 |

I
Изобретение относится к деревообрабатывающей промышленности и может быть использовано, например, на мебельных предприятиях, в производстве стройдеталей при отделке прямолинейных деталей, имеющих любую конечную длину и различное сечение, постоянное или плавно изменяющееся по длине детали.
Известна линия для отделки деталей методом окунания, состоящая из ванны с лакокрасочным материалом единого цепного замкнутого конвейера для перемещения кассет с деталями к ванне и в сушильную камеру 1.
Недостаток устройства - большие габариты ванны, .в связи с чем невозможно использовать полимеризующиеся перспективные полиэфирные и полиуретановые лаки, невозможность отделки деталей большой длины, значительное испарение разб авителя из открытой ванны, наличие холостого хода на погружение деталей.
Известна также линия для отделки изделий, содержащая ванну с лакокрасочным материалом, в днище которой выполнены отверстия с уплотнениями, устройства для подачи изделий в ванну и сущильную камеру и приемное устройство 2.
При сложной конструкции линия не обеспечивает перемещения длинномерных изделий конечной длины.
Цель изобретения - упрощение конструкции и, обеспечение возможности перемещения длинномерных изделий конечной длины.
Указанная цель достигается тем, что устройство для подачи изделий в ванну выполнено в виде вертикального транспортера,
10 расположенного под ванной соосно с отверстиями днища ванны, а устройство для подачи изделий в сушильную камеру выполнено в виде расположенных над ванной магазина со щелью в нижней боковой части, 15 набора траверс, размещенных в магазине, и транспортера с захватами для траверс и направляющей.
Кроме того, ванны закрыты крышками, выполненными с отверстиями для прохода деталей, соосными отверстиям днища.
20
Приемное устройство выполнено в виде упоров для контактирования с торцами деталей, склизов и стола с амортизаторами.
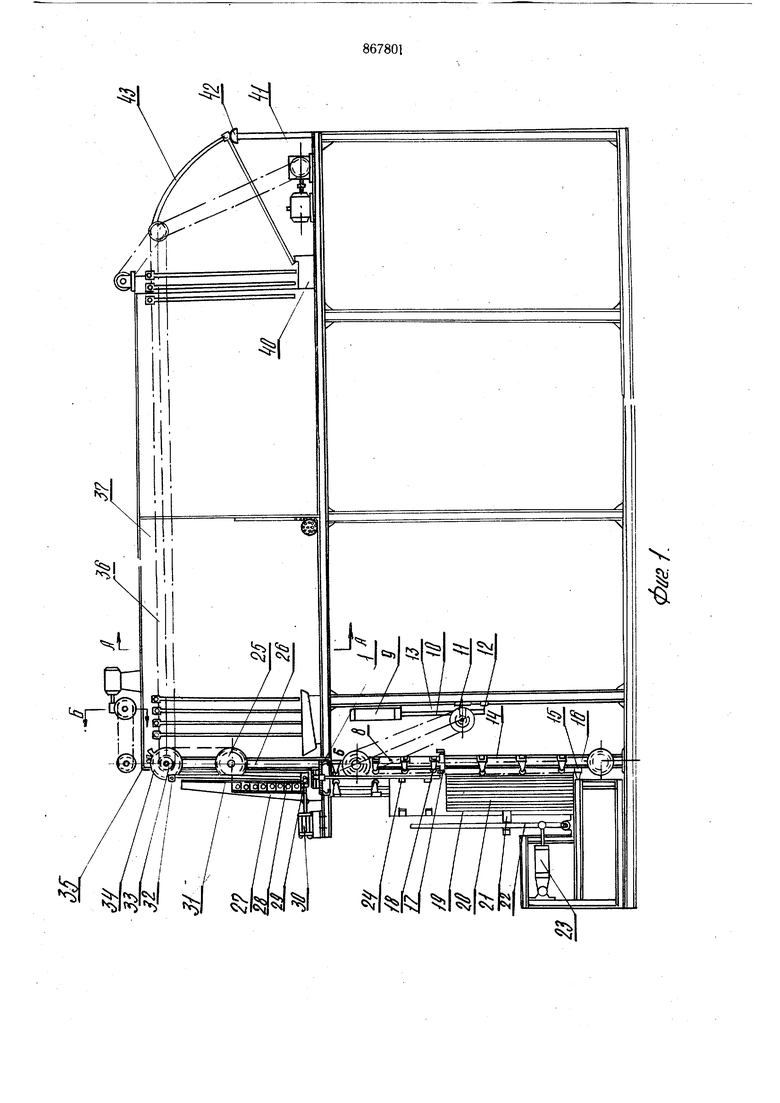
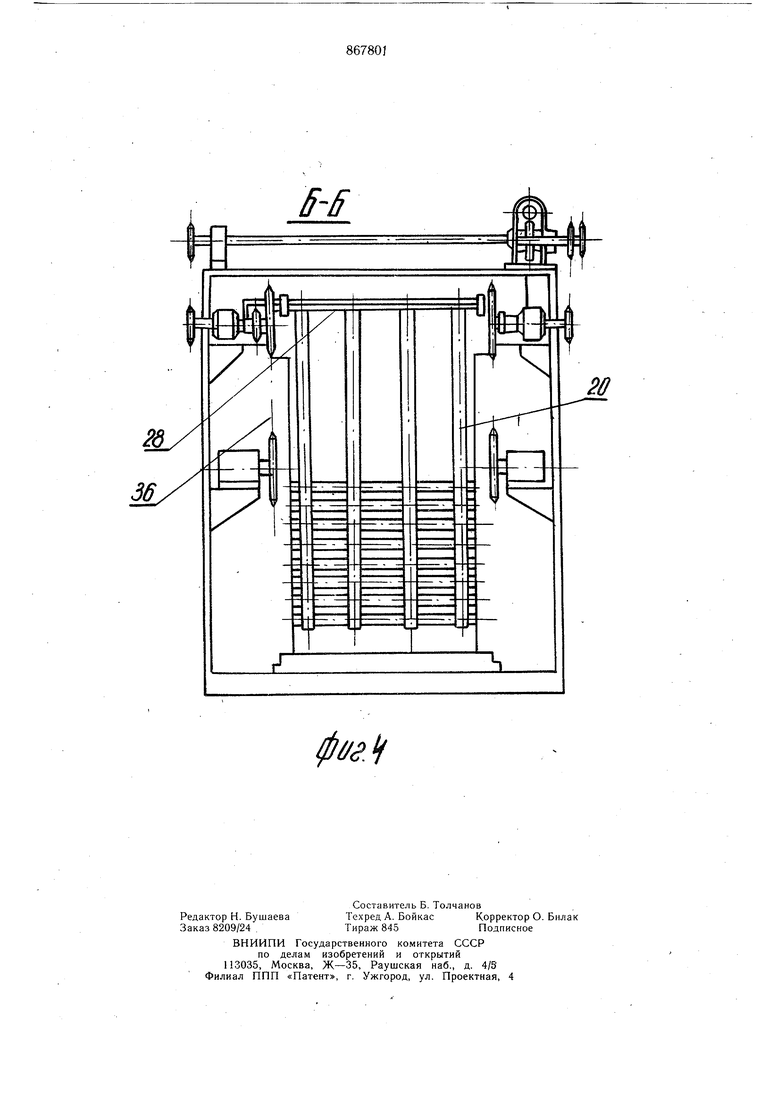
На фиг. 1 изображена полуавтоматическая линия, продольный разрез; на фиг. 2 - ванна, продольный разрез; на фиг. 3 - разрез, А-А на фиг. 1; на фиг. 4 разрез Б-Б на фиг. 1.
Линия содержит ванну 1 с лаком 2. В днище ванны выполнены съемные стаканы 3 с манжетами 4 и закреплены к днищу ванны винтами 5, формы и размеры манжет соответствуют ноперечны.м сечениям обрабатываемых деталей.
Количество отверстий в днище ванны 1 соответствует количеству одновременно обрабатываемых деталей.
Сверху ванна закрыта крыщкой 6 для уменьщения испарения разбавителя из ЛКМ. В крышке выполнены свободные отверстия 7 для прохода Отделывае.мых деталей. Отверстия выполнены соосными с отверстия.ми для стакана 3.
Под ванной с лаком расположен подающий цепной транспортер 8 с гидроприводом от гидроцилиндра 9 со щток-рейкой 10 через промежуточную цепную передачу П.
По ходу щток-рейки 10 установлены концевые выключатели 12 и 13. На цепях 14 транспортера 8 укреплена поперечина 15. В нижней части транспортера установлен кон цевой выключатель 16, а в средней части - опора с защелкой 17. На транспортере имеются направляющие ролики 18. Сбоку от транспортера 8 установлены магазины 19 для деталей 20. Количество магазинов соответствует количеству стаканов 3 в днище ванны 1. Имеется толкатель 21. деталей, который подвижно установлен на качающейся щтанге 22, соединенной со штоком гидроцилиндра 23. Стенка магазина 19 параллельна направляющим цепям транспортера 8. На ней укреплены пружинные фиксаторы 24.
Над ванной установлен вертикальный цепной транспортер 25 с направляющей 26. Рядом с транспортером 25 установлен магазин 27 для захватов 28, которые выполнены в виде траверс, например, с иглами, расстояние между осями которых равно расстоянию между осями стаканов 3 в днище ванны 1.
В нижней части магазина имеется щель 29 для выталкивания захватов 28 из магазина 27 с помощью щтока гидроцилиндра 30. Стенка магазина 27 и направляющая 26 образуют канал 31, в котором находятся передвижные пружины - защелки 32. В верхней части транспортера 25 установлены концевой выключатель 33, включающий этот транспортер.
Транспортер 26 имеет для каждой цепи 34 по одно.му захвату 35 для передачи траверсы на цепи горизонтального транспортера.
К вертикальному транспортеру 25 примыкает горизонтальный цепной транспортер 36 сущильной камеры 37.
Сущильная камера 37 имеет гребенчатые перегородки 38 со шторами 39, которые поднимают по высоте от пола в зависимости от
длины отделываемых деталей для обеспечения заданной температуры по зонам сушильной камеры.
На выходе из сушильной камеры 37 в нижней части установлены упор 40 и стол 41 с резиновыми амортизаторами 42. Для спуска траверсы с деталями на стол служат склизы 43.
Настройка линии. Перед началом работы в стаканы 3 с манжетами 4 вставляют 10 первые детали (верхний торец расположен выше уровня лака в ванне, под нижние торцы подводят защелку 17).
В ванну 1 заливают лак. Банку закрывают крышкой 6. В магазины 19 закладывают первую партию деталей 20, а в магазины 27 - первую партию захватов-траверс 28. Толкатель 21, укрепленный на качающейся штанге 22 гидроцилиндра 23, устанавливают на середине длины деталей.
Концевые выключатели 12 и 13 устанавливают на расстоянии, пропорциональном ходу транспортера 8.
Шторы 39 на гребенчатых перегородках 38 сушильной камеры 37 устанавливают по высоте на 5-10 мм ниже расстояния торцов деталей от пола сушильной камеры 37. Линия работает следующим образом.
При подаче жидкости в верхнюю полость гидроцилиндра щток-рейка 10 поднимает вытолкнутую из магазина 19 на поперечину 15 деталь 20, которая отжимает защелку и начинает проталкивать верхнюю (в начале работы-первую) деталь через, отверстия с манжетами 4 в съемных стаканах 3, закрепленных в днище ванны, например, винтами 5, и через свободные отверстия 7 в крышке 6 на ход, равный длине детали плюс расстояние между верхними торцами детали в магазине и защелкой 17.
При выходе верхнего торца этой, условно второй, детали на 3-5 мм выше уровня лака в ванне срабатывает от шток-рейки концевой выключатель 12, переключающий 0 электрозолотник гидроцилиндра 9 на обратный ход. Шток-рейка гидроцилиндра 9 под нимается вверх до упора в концевой выключатель 13, а поперечина 15 возвращается в исходное положение до упора в концевой выключатель 16.
От концевого выключателя 16 срабатывают электрозолотники гидроцилиндров 23 и 30, соответственно, происходит подача очередных деталей из магазина 19 и проталкивание опустивщейся из вертикального магазина 27 очередного захвата-траверсы с иглами 28 до упора в вертикальную направляющую 26. При этом положении иглы с траверсами расположены соосно центрам торцов деталей.
В это же время конечный выключатель 13 переключает направление хода шток-рейки 10 гидроцилиндра 9 на обратный, и цикл повторяется. Детали, торцы которых, как упоминалось, вышли на 3-5 мм выше уровня лака, начинают проталкиваться последующей деталью вверх. В процессе этого проталкивания происходит «нанизывание деталей на иглы за счет протормаживания с помощью пружин-защелок 32, а цепь вертикального транспортера 25 движется под действием давления расположенной ниже детали.При дальнейщем подъеме несущей траверсы 28 она включает конечный выключатель 33, включающий вертикальный транспор тер 25, захваты 35 которого быстро переносят несущую траверсу 28 на горизонтальный транспортер 36 сущильной камеры 37. Быстрый перевод деталей в другую вертикальную плоскость способствует тому, что лак, стекающий с деталей, не попадает на расположенные ниже детали. Далее захваты-траверсы 28 с отделанными деталями транспортируются на цепях транспортера 36 камеры 37 до соприкосновения нижних торцов деталей с упором 40. Наступает момент, когда несущая траверса 28 с деталями снимается с цепей транспортера и по склизам 43 опускается на приемный стол 41 с амортизаторами 42. Формула изобретения 1. Линия для отделки изделий из древесины, содержащая ванну с лакокрасочным метариалом, в днище которой выполнены отверстия с уплотнениями, устройства для подачи изделий в ванну и в сущильную камеру и приемное устройство, отличающаяся тем, что, с целью упрощения конструкции и обеспечения возможности перемещения длинномерных изделий конечной длины, устройство для подачи изделий в ванну выполнено в виде вертикального транспортера, расположенного под ванной соосно с отверстиями днища ванны, а устройство для подачи изделий в сушильную камеру выполнено в виде расположенных над ванной магазина со щелью в нижней боковой части, набора траверс, размещенных в магазине, и транспортера с захватами для траверс и направляющей. 2. Линия по п. 1, отличающаяся те.м, что ванны закрыты крыщками, выполненными с отверстиями для прохода деталей, соосными отверстиями днища. 3. Линия по пп. 1 и 2, отличающаяся тем, что приемное устройство выполнено в виде упоров для контактирования с торцами деталей, склизов и стола с амортизаторами. Источники информации, принятые во внимание при экспертизе 1. Шенщелевич В. А. и др. Отделка деталей мебели методом окунания. М., Гослебумиздат, 1962, с. 6С-77. 2. Патент Франции № 1350393, кл. В 44 а опублик. 1963 (прототип).
Nv:
г
01/.2. Jf-fl
a
ч
i
зд
ЕГ
Ф(/8- 3
f
