элемента ИЛИ-НЕ, выход элемента ИЛИ-НЕ соединен с вторыми входами второго и третьего электронных ключей и с первым входом второго элемента И, вторые входы первого и второго элементов И соединены соответственно с внешними источниками Считывание « Запись, выход первого элемента И соединен с вторыми входами первого и второго магнитных запоминающих блоков, третьи вход первого и второго магнитных запоминающих блоков соединены с выходом второго элемента И.
2. Устройство по П.1, о и чающееся тем, что блок вычисления содержит второй и третий преобразователи обратного кода, третий и четвертый сумматоры, три преобразователя код-частота и два счетчика, причем первый вход блока вычисления является первым входом третьего сумматора и первым входом четвертого; сумматора, второй вход блока вычисления, является вторым входом третьего сумматор и входом первого преобра ователя обратного кода, третий и четвертый входы блока вычисления
.являются первым и вторым входгили первого преобразователя код-частота, выход второго преобразователя обратго кода соединен с вторым входом четвертого сумматора, выход первого преобразователя код-частота соединен с первыми входами второго и третьего преобразователей код-частота, первый выход четвертого сумматора соединен, с первым входом третьего преобразователя обратного кода, вых которого соедине,н с вторым входом второго преобразователя код-частота второй вход третьего преобразователя код-частота соединен с выходом третьего сумматора, второй выход че вертого сумматора соединен с вторым входом третьего преобразователя обратного кода и с первым входом первого счетчика, выход второго преобразователя код-частота соединен с вторым входом первого счетчика, первый вход второго счетчика соединен с В1з1ходом третьего преобразователя. |Код-частота, пятый вход блока вы.числения является третьим входом первого счетчика, и вторым входом второго счетчика, выходы первого и второго счетчиков являются соответственно первым и вторым выходами блока вычисления.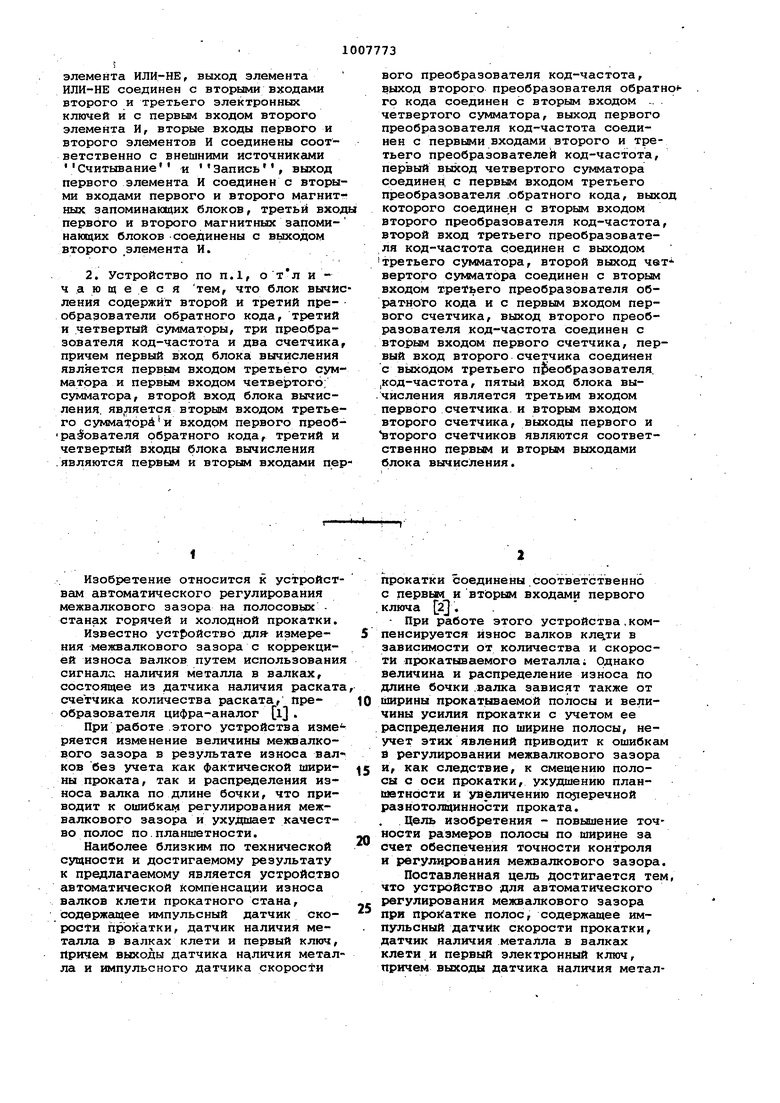

| название | год | авторы | номер документа |
|---|---|---|---|
| Система стабилизации размеров проката | 1984 |
|
SU1186308A1 |
| Устройство для компенсации эксцентриситета валков прокатной клети | 1990 |
|
SU1704871A1 |
| Устройство для автоматического контроля металла в поле допусков по толщине | 1982 |
|
SU1077676A1 |
| Устройство для компенсации эксцентриситета валков прокатной клети | 1985 |
|
SU1346288A1 |
| Устройство для регулирования толщины полосы | 1988 |
|
SU1585039A1 |
| Устройство для регулирования формы полосы при непрерывной прокатке | 1990 |
|
SU1685566A1 |
| Устройство автоматического управления механизмом перемещения нажимных винтов реверсивных станов горячей прокатки | 1977 |
|
SU933143A2 |
| Устройство для регулирования формы полосы в процессе непрерывной прокатки | 1990 |
|
SU1729644A1 |
| Устройство для измерения межклетевого натяжения проката | 1985 |
|
SU1247114A1 |
| Устройство для определения наличия металла в валках прокатной клети | 1980 |
|
SU865458A1 |

1. УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ МЕЖВАЛКОВОГО ЗАЗОРА ПРИ ПРОКАТКЕ ПОЛОС, содержащее импульсный датчик скорости прокатки, датчик наличия металла в валках клети и первый электронный ключ, причем выходы датчика наличия металла и импульсного датчика скорости соединены соответственно с первым -и вторым входами первого ключа, о тл-ич ающе е с я тем, что, с целью повышения точности размеров полосы по ширине за счет обеспечения точности контроля и регулирования межвалкового зазора, оно дополнительно содержит измеритель составляющей усилия прокатки соответственно левого и правого нажимных винтов, измеритель ширины полосы, три преобразователя аналог-код, блок вы-числения, два магнитных запоминающих блока, второй и третий электронные ключи, первый преобразователь обратного кода, первый и второй сумматоры, системы регулирования положения левого и правого нажимных винтов, элемент задержки, мультивибратор два элемента И, элемент ИЛИ-НЕ, причем выход измерителя составляющей усилия прокатки левого нажимного винта соединен с входом первого преобразователя аналог-код, выход измерителя составляющей усидия прокатки правого Нажимного винта соединен с входом второго преобразователя аналог-код, выход измерителя ширины полосы соединен с входом третьего преобразователя аналог-код,выходы первого, второго и третьего преобразователей аналог-код соединены-соответственно с первым, вторым и третьим входами блока вычисления, выход первого электронного ключа соединен с четвертым входом блока вычисления , первый выход блока вычисления соединен с первым входом первого магнитного запоминаюшего блока и с первым входом второго электронного ключа, выход второго электронного ключа соединен с первым входом первого преобразователя обратного кода. сл ;И с первым входом первого сумматора, выход первого магнитного запоминаю- (Z щего блока соединен с вторым входом первого преобразователя обратного кода, выход которого соединен с первым входом второго сумматора, второй выход блока вычисления соединен с первым входом второго магнитного запоминающего блока и с первым входом третьего электронного ключа, выход которого соединен с вторым входом первого сумматора и о; вторым входом второго сумматора, выход второго магнитного запоминающего блока соединен с третьим входом первого сумматора, выходы первооо го и второго сумматоров соединены . соответственно с входами системы регулирования положения правого нажимного винта и системы регулирования положения левогонажимного винта, вход элемента задержки и первый вход элемента ИЛИ-НЕ соединены е внешним источником сигнала Авария., выход элемента-задержки соединен с первым входом мультивибратора, выход которого соединен с пятым входом блока вычисления, первым входом первого элемента И и вторыги входом
Изобретение относится к устройст вам автоматического регулирования межвалкового зазора на полосовых станах горячей и холодной прокатки. Известно устройство для иэмерения межвалкового зазора с коррекцией износа валков путем использовани сигнала наличия металла в валках, состоящее из датчика наличия раскат счетчика количества раската, преобразователя цифра-аналог ij. При работе этого устройства изме ряется изменение величины межвалковогр зазора в результате износа вал ков без учета как фактической ширины проката, так и распределения износа валка по длине бочки, что приводит к ошибкё1М регулирования межвалкового зазора и ухудшает качество полос по.планшетности. Наиболее близким по технической сущности и достигаемому результату к предлагаемому является устройство авт %1атической компенсации износа валков клети прокатного стана, содержащее импульсный датчик ско,рости прокатки, датчик наличия металла в валках клети и первый ключ, Причем выходы датчика наличия метал ла и импульсного датчика скорости прокатки соединены соответственно с первым и вторым входами первого ключа 2. При работе этого устройства.компенсируется износ валков кле;.ти в зависимости от количества и скорости прокатываемого металла; Однако величина и распределение износа по длине бочки .валка зависят также от ширины прокатываемой полосы и величины усилия прокатки с учетом ее распределения по ширине полосы, неучет этих явлений приводит к ошибкам а регулировании межвалкового зазора и, как следствие, к смещению полосы с оси прокатки, ухудшению план1а етности и увеличению пс}51еречной разнотолщинности проката. Цель изобретения - повышение точности размеров полосы по ширине за счет обеспечения точности контроля и регулирования межвалкового зазора. Поставленная цель достигается тем, что устройство для автоматического регулирования межвалкового зазора при прокатке полос, содержащее импульсный датчик скорости прюкатки, датчик наличия металла в валках клети и первый электронный ключ, причем выходы датчика наличия металла и импульсного датчика скорости соединены соответственно с первым (и вторым входами первого ключа, дополнительно содержит измеритель составляющей усилия прокатки соответственно левого и правого нажимных винтов, измеритель ширины полосы, три преобразователя аналог.код, блок вычисления, два магнитных запоминающих блока, второй и третий электронные ключи, первый преобразователь обратного кода, первый и второй сумматоры, системы регулирования положения левого и правого нажимных винтов, элемент задержки, мультивибратор, два элемента И, элемент ИЛИ-Н причем выход измерителя составляющей усилия прокатки левого нажимного винта соединен с входом первого преобразователя аналог-код, выход измерителя составляющей усилия прокатки правого нажимного винта соединен с входом второго преобразователя аналрг- код, выход измерителя ширины полосы - с входом третьего преобразователя аналог-код, выходы первого, второго и третьего преобразователей аналог-код связаны соответ ственно с первым, вторым и третьим ВХОДЕ1МИ блока вычисления, выход первого электронного ключа соединен с четвертым входом блока вычисления первый, выход блока вычисления - с первым входом первого магнитного запоминакяцего блока и с первым входом второго электронного ключа, выход второго электронного ключа соединён с первым входом первого преобразователя обратного кода и с первым входом первого сумматора, выход первого магнитного запоминающего блока соединен с вторым входом первого преобразователя обратного кода, выход которого связан с первым входом второго сумматора, второй выход блока вычисления соединен с первым входом второЕЮ магнитного запоминающего блока и с первым входом третьего электронного ключа, выход которого соединен с вторым входом первого сумматора и с вторым входом второго сумматора, выход второго магнитного запоминающего блока связан с третьим входом первого сумматора, выходы пер вого и второго сумматоров соединены соответственно с входами системы регулирования положения правого нажимного винта и системы регулирования положения левого нажимного винта :вхС|Д элемента задержки и первый вход элемента ЙЛИ-НЕ соединены с внешним источником сигнала Авария , выход элемента задержки соединен с первым входом мультивибратора, выход которо го связан с пятым входом блока вычисления, первым входом первого элемента И и вторым входом элемента ИЛИ-НЕ, выход элемента(ЛИ-НЕ соедн нен с вторыми входами второго и третьего электронных ключей и с первым входом второго элемента И, вторые входы первого и второго элемента И соединены соответственно с внешними источниками Считывание Ч и Запись, выход первого элемен- « та И соединен с вторыми входами первого и второго магнитных запоминающих блоков, третьи входы первого и второго магнитных запоминающих связаны с выходом второго элемента И. Блок вычисления содержит второй и третий преобразователи обратного кода, третий и четвертый сумматоры, три преобразователя код-частота и два счетчика, причем первый вход блока вычисления является первым входом третьего сумматора и первым входом четвертого сумматора, второй вход блока вычисления является вторым входом третьего сумматора и входом первого преобразователя обратного кода, третий и четвертый ; входы блока- вычисления являются первым и. вторым входами первого преобразователя код-частота, выход второго преобразователя обратного кода соединен .с вторым входом четвертого сумматора, выходпервого преобразователя код-частота - с первыми входами второго и третьего преобразователей код-частота, первый выход четвертого сумматора соединен с первым входом третьего преобразователя обратного кода/ выход которого связан с вторым входом второго преобразователя код-частота, второй вход : третьего преобразователя код-частота: соединен с выходом третье,го сумматора, второй выход четвертого сумматора связан b вторым входом третьего преобразователя обратного кода и с первьм входом первого счетчика, выход второго преобразователя .код-частота - с вторым входом первого счетчика, первый вход второго счетчика соединен с ВЕЛХОДОМ третьего преобразователя код-частота, пятый вход блока вычисления являет9Я третьим входом первого счетчика и вторым входом второго счетчика, выходы первого и второго счетчиков являются соответственно первым и вторым выходами блока вычисления. На фиг.1 представлена блок-схемаJ устройства автоматического рЪгулирования межвалкового зазора при прокатке полос; на фиг.2 - функциональная схема блока вычислителя. Устройство содержит измерители 1 и 2 составляющей усилия прокатки соответственно левого и правого нажимных винтов, измеритель 3 ширины полосы, импульсный датчик 4 скорости прокатки, датчик 5 наличия металла в валках, первый 6, второй 7 и
третий 8 преобразователи аналог-код первый электронный ключ 9, блок 10 вычисления, первый и второй магнитные запомикающие блоки 11 и 12, второй и третий электронные 13 и 14, первый преобразователь 15 обратного кода, первый и второй сумматоры 16 и 17, системы 18 и 19 регулирования положения соответственно левого и правого нажимных вчнтов, элемент 20 задержки, мультивибратор 21 первый 22 и второй 23 элементы И, элемент ИЛИ-НЕ 24 второй и третий преобразователи 25 и 26 обратного кода, третий и четвертый сумматоры 27 и 28, первый 29, второй 30 и третий 31 преобразователи код-частота, первый и-второй очетч.ики 32 и 33.
Устройство работает следующим образом.
Сигналы от измерителя 1 составляюще 1-усилия прокатки левого нажимного винта и от измерителя 2 составляющей .усилия прокатки правого нажимного винта поступают на первый б и второй 7 преобразователи аналог-код, выходные-сигналы преобразователей затем поступают в блок 10 вычисления, где складываются третьим С5мматором 27, а четвертым сумматором 28 вычисляется их разность , для чего сигнал с второго преобразователя 7 аналог-код предварительно подается на второй преобразователь 25 обратного кода, а затем уже в обратном коде - на вход четвертого сугдматора 28.
Сигнал от импульсного датчика 4 скорости прокатки подается на первыйэлектронный ключ 9 При наличии металла в валках клети срабатывает датчик 5 наличия металла в валках клети и тогда первым электронньм ключом 9 разрешается подача сигнала от датчика 4 скорости в блок 10 еычислечия на.первый (частотный) вход первого преобразователя 29 кодчастота Сигнал от .измерителя 3 ширины полосы, преоб-разованный в цифровой код третьим преобразователем 8 аналог-код, поступает в блок 10 вычисления на второй (кодовый) вход первого преобразователя 29 код-частота. В результате этого на выходе первого преобразователя 29 код-частота получается, сигнал в виде серии импульсов, частота следования которых пропорциональна произведению скорости прокатки на ширину полосы. Этот сигнал подается на первые (частотные) входы второго 30 и третьего 31 преобразователей код-частота. Сигнал с выхода третьего сумматора 27, пропорциональный полному усилию прокатки, подается иа второй (кодовый) вход третьего преобразователя 31 код-частота, и на его выходе получается RMn-ульсный сигнал с частотой пропорциональной произведению скорости прокатки, ширины полосы , и полного усиления прокатки, а сигнал с выхода четвертого сумматора 2 пропорциональный разности усилия пркатки между левым и правым нажимным винтами, через первый вход третьего преобразователя 26 обратного кода, преобразующего кодовый сигнал, пропорциональный их разности, с учетом своего знака, подается на второй (кодовый) вход второго преобразователя 30 код-частота, а на его выход получается импульсный сигнал с частотой пропорциональной произведению скорости прокатки, ширины полосы и разности усилия прокатки между левым и правым нажимными винтами. При этом знаковый сигнал с выхода четвертого сумматора 28 поступает на второй вход преобразователя 26 для получения с его выхода величины в прямом коде. Частотный сигнал с выхода третьего преобразователя 31 код-частота поступает на первый (счетный) вход второго счетчика 33, в результате чего в нем накапливается сумма, пропорциональная среднему по длине бочки валка значению работы сил трения за время прокатки и характеризующая среднее значение износа поверхности на контролируемом участке длины бЬчки валка.
Частотный сигнал с выхода второго преобразователя 30 код-частота поступает на первый (счетный) вход, а знаковый сигнал сумма, полученной на четвертом сумматоре 28, на второй (знаковый) вход первого реверсивного счетчика 32, в результте чего в нем накапливается сумма (с учетом знака), пропорциональная разности работ сил трения, приведенных к -точкам приложения- левого и правого нажимных винтов, которая характеризует разность величин износа на контролируемом участке длины бочки валка. Сигнал, пропорциональный среднему значению износа, с влхода второго счетчика 33, являющегося одним из выходов блока 10 вычисления, подается через третий электронный ключ 14 на сумматоры 16 и 17, а сигнал с выхода т ервого реверсивного счетчика 32, пропорциональный разности величин износа поверхности бочки.валка, приведенной к точкам приложения нажимных винтов являющегося выходом блока 10 вы-«исления, подается через второй электронный ключ 13 на вход сумматора 16, где складывается с сигналом, пропорциональным среднему значению износа, и через первый преобразователь 15 обратного кода на вход второго сумматора 17, где из среднего значения износа вычитается полученная разность. В результате этих операций на выходе первого сумматора1 получается сигнал, пропорциональный износу валка, приведенного к левому нажимному винту, который подается на вход системы 19 регулирования положением левого нажимного винта с целью компенсации износа поверхности бочки прокатного валка слева, а на выходе второго сумматора 17 получается сигнал пропорциональный износу валка, приведенногб к правому нажимному -винту, который подается н вход системы 19 регулирования положением правого на:жимного винта с целью компенсации из.носа поверхности бочки прокатного валка справа. - В аварийных ситуациях, в результ те которых исчезает питающее напряжение устройства, происходит потеря информации накопленной счетчиками 3 и 33. Поэтому после восстановления питающего напряжения нормальная работа устройства, невозможна. Для восстановления результатов счета счетчиков 32 и 33 в схеме устройств предусмотрены магнитные запоминающи блоки 11 и 12, первые ивторые вход которых соединены с выходами блока 10 вычисления, которыми являются вы ходы счетчиков 32 и 33 первого и второго соответственно, а выходы за помйнамщих блоков 11 и 12 соединены с входами сумматоров 16 и 17 соответственно, что позволяет х.олностью сохранить накопленные в счетчиках результаты и восстанавливать выходные сигналы устройства на сгмматорах 16 и 17. Перезапись в магнитные запоминаюцие блоки осуществляется п Запись от внешнего иссигналуточника импульсов, считывание может ос5 ествляться по сигналу Считыва ние ;. При потере питающего напряжения схему подается сигнал Авария, который служит управляющие сигналам для останова работы схемы и послеаварийного восстановления после исчезновения сигнала Авария информации, накопленной в первом и вт ром счетчиках 32 и33 при помощи первого и второго магнитных зап : 4инающих блоков 11 и 12 на первом и втором сумматорах 16 и 17. При поступлении в схему сигнала Авария через элемент ИЛИ-НЕ 24 на второй и третий электронные ключи 13 и 14 не подается разрешающий сигнал и связь между блоком 10 вычисления,с одной стороны, и первым и вторых умматорами 16 и 17, с другой стороны, разрывается однгвременно на втоой элемент И 22 также не подается азрешающий сигнал и перезапись в агнитные запоминающие блоки 11 и 12 запрещается. Кроме этого,сигнал Авария подается на последовательно , соединенные элемент 20 задержки .и мультивибратор 21,в результате чего на выходе мультивибратора 21 вьфабатывается сигнал Задержка.Момент начала импульса сигнала Задержка совпадает с моментом окончания импульса сигнала Авария., а длительность импульса Задержка соответствует минимальному времени нормальной перекоммутации схемы (срабатывания элементов /схемы). Сигнал Задержка через элемент; ИЛИ-НЕ 24 продолжает оставлять разомкнутыми второй и третий ключи 13 и 14 и запрещает подачу управляющего сигнала на второй элемент И 22, кроме этого, сигналом Задержка производится сброс первого и второго счетчиков 32 и 33 блока 10 вычисления. Считывание разрешается только в момент подачи сигнала Задержка по сигналу Считывание, Использование новых эл «ентов измерителя составяякцев усилия прокатки на левый нажимной винт, измерителя составлдаадвй усилия прокатки, действу ющей на правыми нажюшой винт, измерителя ширины, преобразова телей аналог-код, блока вычисления , магнитных запоминакцкз блоков сукматоров, преобразователя обратного кода, электрокшаж , элементов И, элементов йШ1-НЕ, элемента задержки и мультивибратора позволяет контролировать, асимметричный износ поверхности валков по длине бочки в процес- е прокатки, оценивать поперечную разнотолвдинность полос, сократить случаи застревания полос из-за смещения концевых участков .влево или вправо относительно оси .прокатки, улучшит качество регулирования положения нажимных винтов, а следовательно, сократить время внеплановых простоев стана и повысить точность размеров по ширине полос. . Ожидаемый экономический эффект внедрения предлагаемого устройства автоматического регулирования межвалкового заэора при прокатке полос на одном п хэкатнсж стане составляет 100 тыс.руб. в год.
I}-4iH
raJ
2f
а
%-A
n
19
14
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Электромеханическое устройство для измерения отклонения толщины раската от заданной в процессе прокатки | 1976 |
|
SU596311A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство автоматической компенсации износа валков клети сортового прокатного стана | 1973 |
|
SU528973A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
