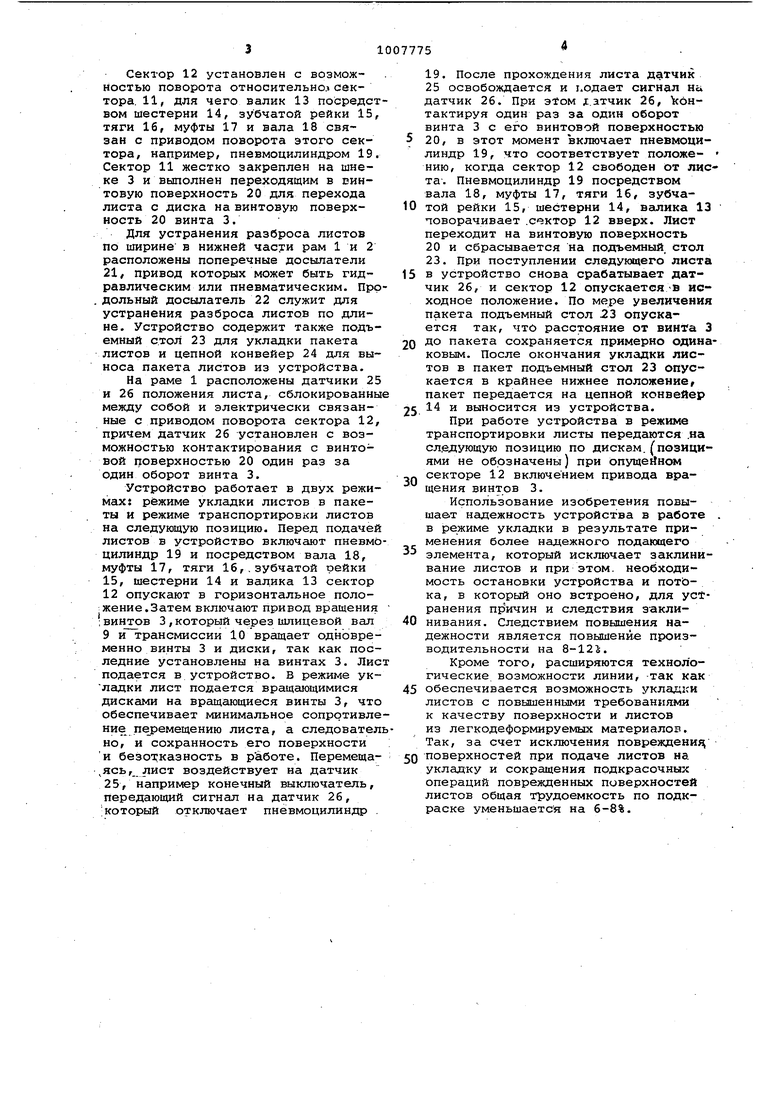
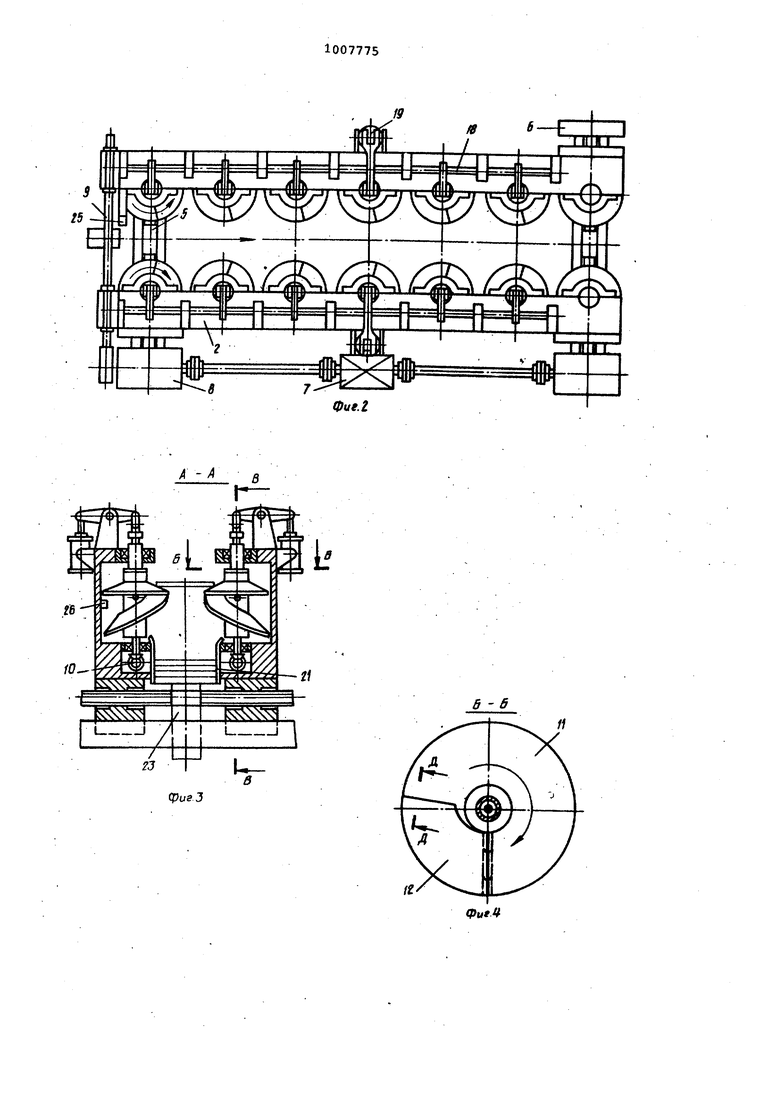
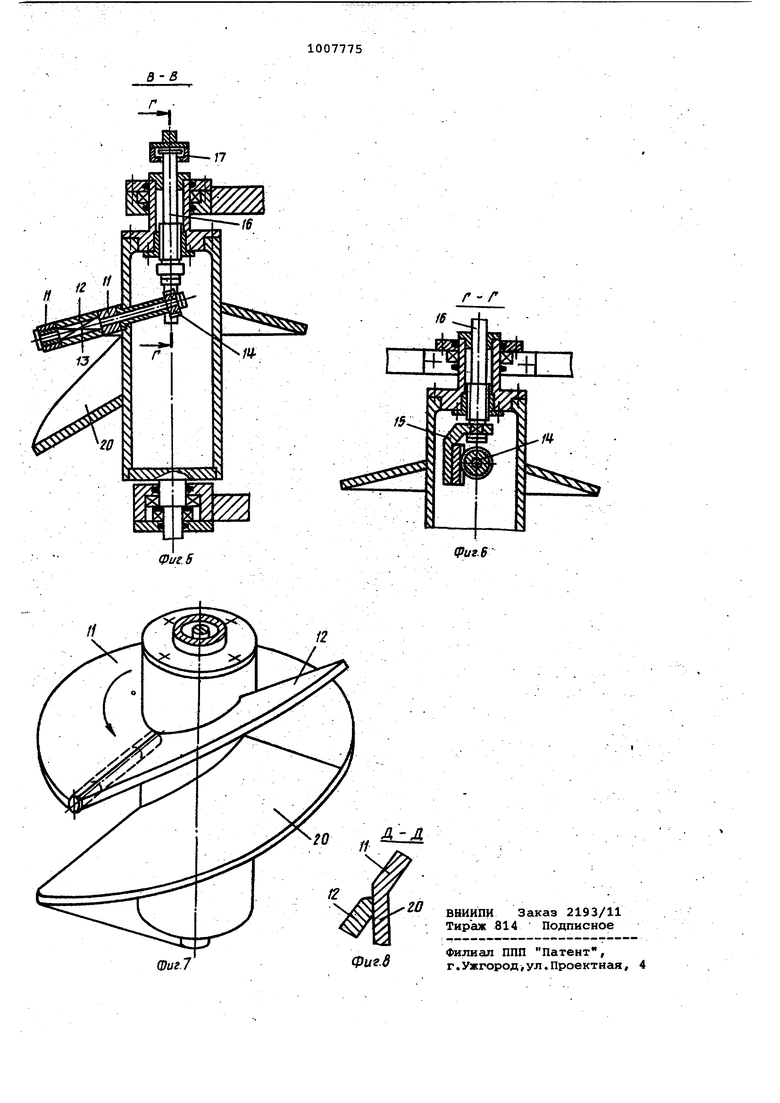
Изобретение относится к оборудованию для укладки изделий в стопы и может быть использовано в корпусо обрабатывающем производстве в судостроении, а также в заготовительном производстве машиностроения и в дру гих отраслях промьшшенности. Известно устройство для укладки листов в пакеты, содержащее смонтированные на рамах шнеки, связанные с приводом, передающие элементы, смонтированные каждый под соответствующим шнеком, и приемный стол. . Для настройки на различную ширину листов в устройстве имеется привод перемещения подвижных рам. Передающие элементы в виде дисков расположены на одной оси со шнеками с возможностью перемещения в верти- кальном направлении по шлицам верхней цилиндрической части шнека посредством пневмоцилиндра. Привод передаточных дисков и шнеков осуществлен от электродвигателя через шлицевой вал и трансмиссии, расположенные в подвижных рамах устройст ва. На входе устройства установлены подающие ролики,- обеспечивающие поступление листов на неподвижные шнеки. Для уменьшения трения, а так же для предохранения от повреждений нижней поверхности листа при . движении по дискам и шнекам, образующая верхней поверхности шнеков имеет наклон к горизонтали. При.дви жении лист касается этой поверхности только своими кромКс1ми. В состав . устройства входит также отводш1Ц1й конвейер для выноса пакета листов из устройства, а приемный стол выполнен подъемным. Устройство работает в двух режймах: в режиме улладки листов в паке ты, в режиме транспортировки листов на следующую позицию. При работе в режиме транспортировки лист поступа в устройство и далее на следующую п ЗИЦЙЮ1 по вращающимся передаточным дискам, которые установлены в крайнее нижнее положение и, ви товую поверхность вращающихся шнеков, препятствуют опусканию листов шнеками на подъемный стол. В режиме укладки лист поступает в устройство при помощи подающих роликов, при это передаточные диски поднимаются, освобождая винтовую поверхность шнеков, привод вращения в определенном фиксированном положений шнеков выклю чается и находится в выключенном со тоянии до тех пор, пока лист полностью не выйдет из подающих роликов Укладка листов в пакеты осуществляется включением привода вращения шне ков , которые делают один оборот и останавливаются в исходном положении при этом лист, перемещаясь по винтовой поверхности шнеков, опускается на приемный стол и по мере накопления пакета передается на отводящий конвейер 1 . Недостатком указанного устройства является его невысокая надежность, обусловленная возможностью пробуксовывания подающих роликов, обеспечивающих поступление листов на неподвижную поверхность шнеков в режиме укладки листов из-за сопротивления движению листа неподвижных поверхностей шнека. В результате пробуксовывания подающих роликов происходит заклинивание и остановка устройства и всего потока, в который оно встроено. Це|ль изобретения - повышение надежности работы устройства. Указанная цель достигается тем, что в устройстве, содержащем винты, смонтированные на рамах шнеки, связанные с приводом, передающие элементы, смонтированные каждый над соответствующим шнеком, и приемный стол, каждый передающий элемент состоит из двух шарнирно-связанных секторов, один из которых жестко установлен на соответствующем шнеке, а второй имеет механизм его поворота. Механизм поворота сектора представляет -собой зубчато-реечную передачу.. На фиг. 1 показано устройство для укладки листов в пакеты, главный вид; на фиг. 2 - то же, вид сверху J на фиг. 3 - сечение А-А на фиг. 1; на фиг.4 - сечение В-В на фиг.З: на фиг. 5 - сечение В-В на фиг. 3 ; на фиг. 6 - сечение Г-Г на. фиг.З,на фиг. 7 - винт с поднятым сектором, общий вид в аксонометрии на фиг. 8 - сечение Д-Д на фиг. 4. Устройство содержит параллельные рамы 1 и 2 со смонтированными на них шнеками 3, установленные подвижно на направляющих 4.. Для настройки рам 1 и 2 на различную ширину листов служат ходовые вин-j ты 5, закрепленные в опорных стойках 6 с приводом от электродвигателя 7 через червячный редуктор 8. Шнеки 3 связаны с приводом вращения (не показан) через шлицевой вал 9 и трансмиссии 10, расположенные в рамах 1 и 2. Над каждым унеком 3 размещены передающие элементы в виде дисков, предназначенные для подачи листов как в режиме транспортировки, так и в режиме укладки. Каждый диск выполнен с наклонной к горизонтали наружной поверхностью и состоит из двух секторов 11 и 12, шарнирно соединенных между собой валHj oM J.3, установленным за разъемным стыком секторов 11 и 12 по отношению к направлению вращения-шнека 3 (на фиг. 2 и 4 показано стрелкой) и закрепленным на секторе 12.
Сектор 12 установлен с возможностью поворота относительно.1 сектора. 11, для чего валик 13 посредством шестерни 14, зубчатой рейки 15, тяги 16, муфты 17 и вала 18 связан с приводом поворота этого сектора, например, пневмоцилиндром 19. Сектор 11 жестко закреплен на шнеке 3 и выполнен переходящим в винтовую поверхность 20 для перехода листа с диска на винтовую поверхность 20 винта 3.
Для устранения разброса листов по ширине в нижней части рам 1 и 2 расположены поперечные досылатели 21, привод которых может быть гидравлическим или пневматическим. Продольный досылатель 22 служит для устранения разброса листов по длине. Устройство содержит также подъемный с.тол 23 для укладки пакета листов и цепной конвейер 24 для выноса пакета листов из устройства.
На раме 1 расположены датчики 25 и 26 положения листа, сблокированны между собой и электрически связанные с приводом поворота сектора 12, причем датчик 26 установлен с возможностью контактирования с винтовой поверхностью 20 один раз за один оборот винта 3.
Устройство работает в двух режимах: режиме укладки листов в пакеты и режиме транспортировки листов на следующую позицию. Перед подачей листов в устройство включают пневмоцилиндр 19 и посредством вала 18, муфты 17, тяги 16,.зубчатой рейки 15, шестерни 14 и валика 13 сектор 12 опускают в горизонтальное положение. Затем включают привод вращения :винтов 3,который через шлицевой вал 9 и трансмиссии 10 вращает одновременно винты 3 и диски, так как последние установлены на винтах 3. Лис подается в устройство. В режиме ук ладки лист подается вращанндимися дисками на вращающиеся винты 3, что обеспечивает минимальное сопротивление перемещению листа, а следователно, и сохранность его поверхности и безотказность в работе. Перемеща ясь, лист воздействует на датчик 25, например конечный выключатель, передающий сигнал на датчик 26, который отключает пневмоцилиндр .
19. После прохождения листа датчик 25 освобождается и подает сигнал На датчик 26. При эТом д:.атчик 26, Контактируя один раз за один оборот винта 3 с его винтовой поверхностью
20, в этот момент включает пневмоцилиндр 19, что соответствует положе- нию, когда сектор 12 свободен от листа. Пневмоцилиндр 19 посредством вала 18, муфты 17, тяги 16, зубчатой рейки 15, шестерни 14, валика 13 поворачивает .сектор 12 вверх. Лист переходит на винтовую поверхность 20 и сбрасывается на подъемный, стол 23. При поступлении следукяцего листа
5 в устройство снова срабатывает датчик 26, и сектор 12 опускается-в исходное положение. По мере увеличения пакета подъемный стол 23 опускается так, что расстояние от винта 3
0 до пакета сохраняется примерно одинаковым. После окончания укладки листов в пакет подъемный стол 23 опускается в крайнее нижнее положение, пакет передается на цепной конвейер
5 14 и выносится из устройства.
При работе устройства в режиме транспортировки листы передаются .на следующую позицию по дискам.(позициями не обозначены) при опущейном
секторе 12 включением привода вра0щения винтов 3.
Использование изобретения повышает надежность устройства в работе в режиме укладки в результате применения более надежного подающего
5
элемента, который исключает заклинивание листов и при этом, необходимость остановки устройства и потЬка, в который оно встроено, для устранения причин и следствия заклинивания. Следствием повышения надежности является повышение производительности на 8-12i.
Кроме того, расширяются технологические возможности линии, -так как
5 обеспечивается возможность укладки листов с повышенными требованиями к качеству поверхности и листов из легкодеформируемых материалов. Так, за счет исключения повреждени
0 поверхностей при подаче листов на укладку и сокращения подкрасочных операций поврежденных поверхностей листов общая трудоемкость по подкраске уменьшается на 6-8%.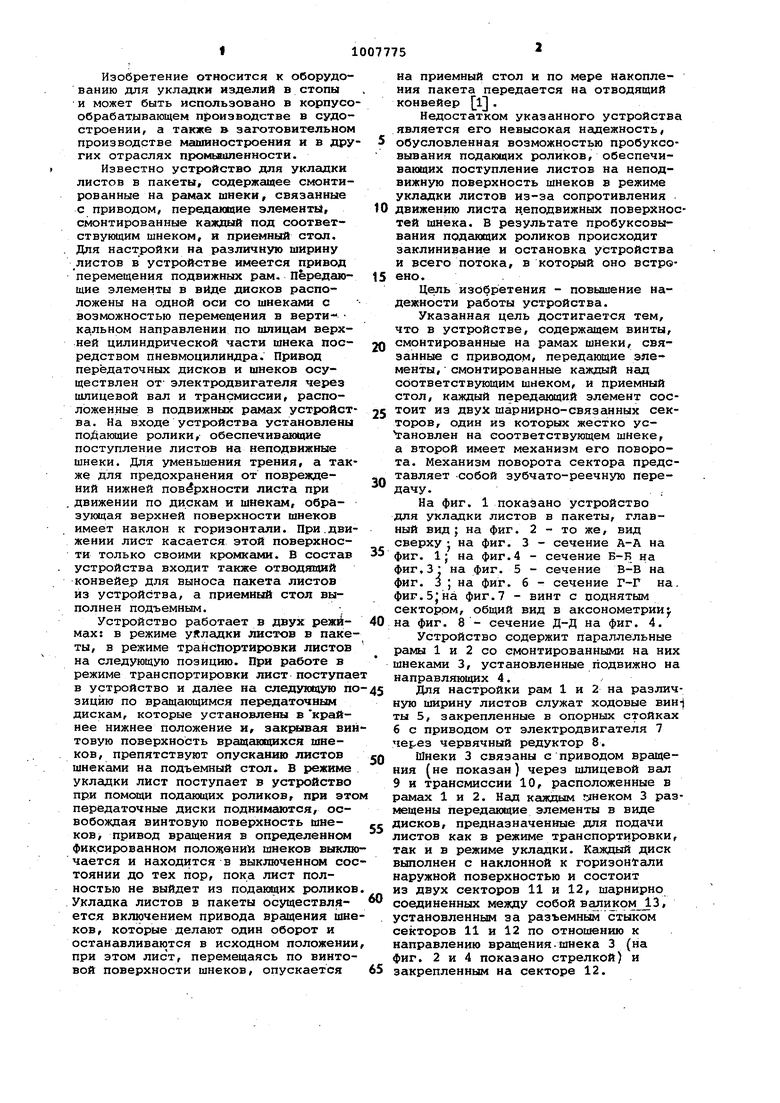
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для укладки металлических листов в пакеты | 1960 |
|
SU132173A1 |
| ЙАТЕЙТЙС- -inизобретения П. Н. Наливайко, В. Г. Бескоровайный, В. Н. Ивон, Л. Ф! Щт«вве^|1!^-'^(д51 '*' В. Я. Рудик, Н. С. Проценко, А. А. Афанасьев, И. Б.!Хандрос',Г. Д. Кочмала и А. А. Скворцовj | 1970 |
|
SU278089A1 |
| Автомат для садки кирпича на печные вагонетки | 1976 |
|
SU686955A1 |
| Устройство для послойной укладки изделий в пакет | 1988 |
|
SU1572954A1 |
| УСТАНОВКА ДЛЯ ФАНЕРОВАНИЯ ЩИТОВЫХ ЭЛЕМЕНТОВ МЕБЕЛИ | 1966 |
|
SU181804A1 |
| Манипулятор | 1985 |
|
SU1265039A1 |
| Автоматизированный комплекс для обработки листового материала | 1987 |
|
SU1475757A1 |
| Установка для резки листового проката | 1978 |
|
SU719032A1 |
| Устройство для подачи рулонов стальной ленты к упаковочным машинам | 1981 |
|
SU973420A1 |
| Автомат для сборки пакетов изплОСКиХ издЕлий | 1979 |
|
SU793903A1 |
1. УСТРОЙСТВО ДЛЯ УКЛАДКИ ЛИСТОВ В ПАКЕТЫ, содержащее смонтированные на рамах шнеки, связанные с приводом, передающие элементы, смонтированные каждый над соответствующим шнеком, и приеш1ыа стол, отличающееся тем, что, с целью повышения надежности в работе устройства, каждый передающий элемент состоит из двух шарнириосвязанных секторов, один из которых жестко установлен на соответствующем шнеке, а второй имеет ме саниэм его поворота. , 2. Устройство по п. 1, отличающееся тем, что механизм поворота срктора представляет собой зубчато-реечную передачу. 9 СП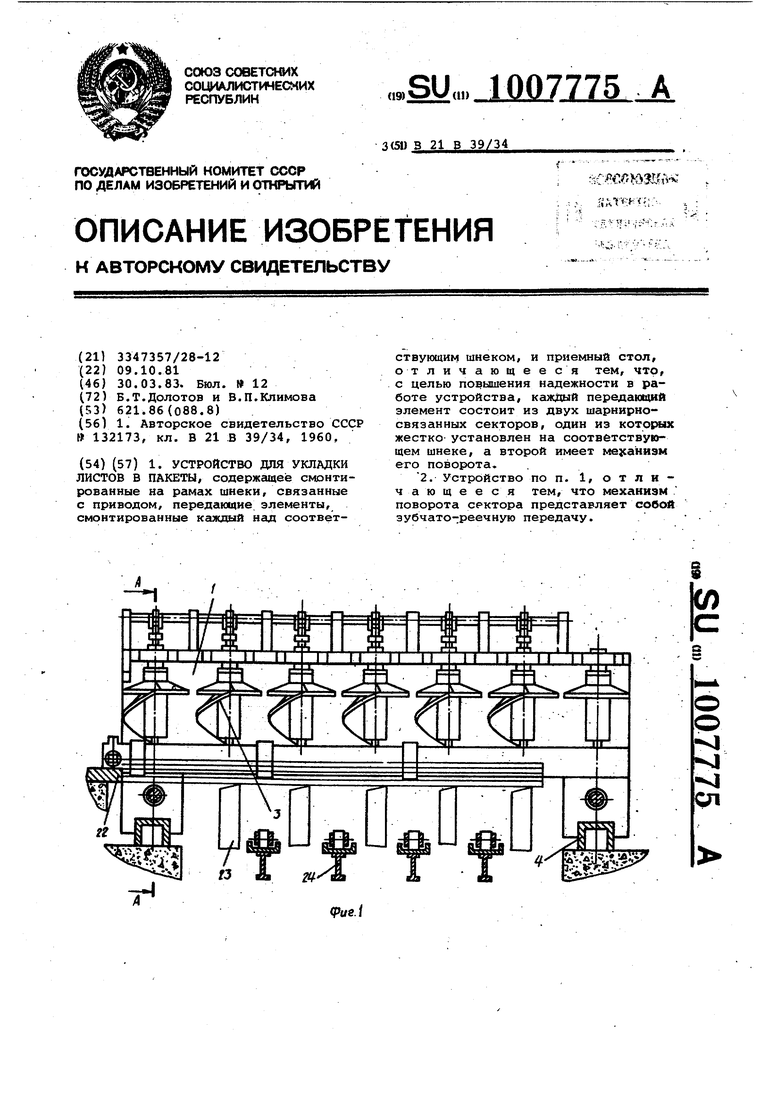
A - A
(pus 3
б -6
f1
ft
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для укладки металлических листов в пакеты | 1960 |
|
SU132173A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
