2. Центратор по п. 1, отличающийся тем, что механизм возврата формирующего устройства в
исходное положение выполнен в виде упругих бандажей, охватывающих пластины.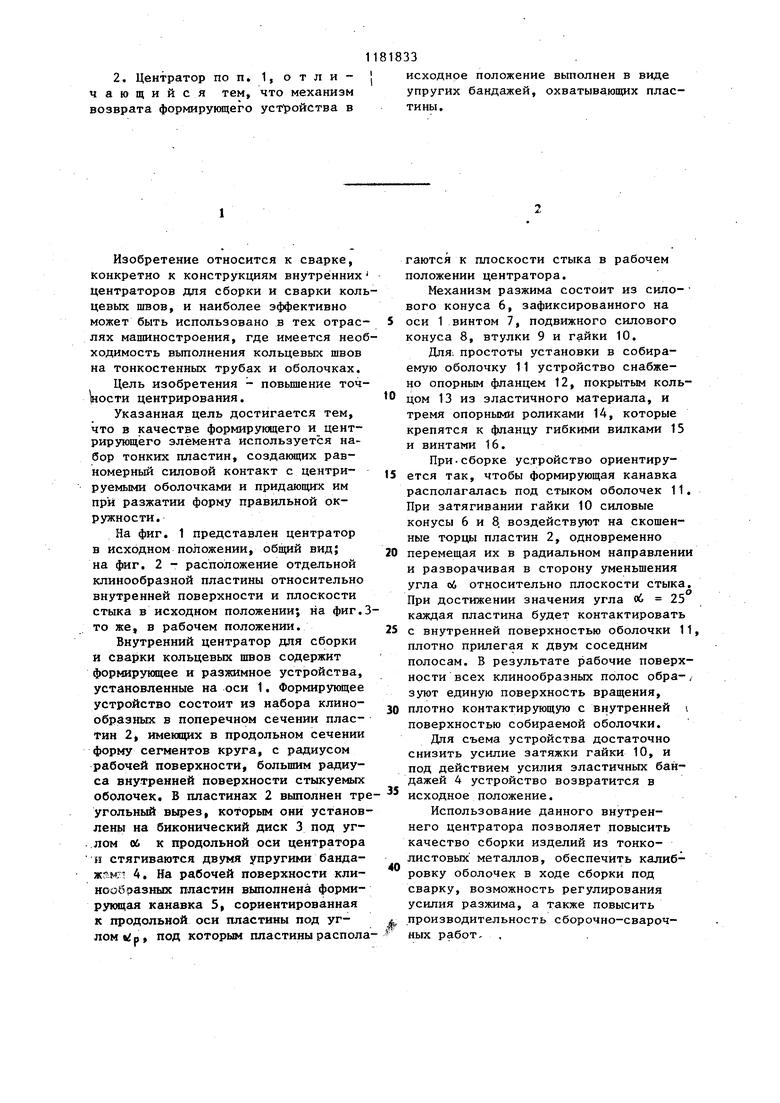
| название | год | авторы | номер документа |
|---|---|---|---|
| Внутренний центратор для сборки и сварки кольцевых швов | 1986 |
|
SU1397232A1 |
| Внутренний центратор для сборки и сварки кольцевых швов | 1986 |
|
SU1454616A1 |
| Центратор для сборки под сварку цилиндрических изделий | 1979 |
|
SU897448A1 |
| Внутренний центратор для сборки под сварку кольцевых стыков | 1990 |
|
SU1756088A1 |
| Центратор для сборки под сварку кольцевых швов | 1990 |
|
SU1770109A1 |
| Внутренний центратор для сборки под сварку труб | 1981 |
|
SU1007884A1 |
| Внутренний центратор для сборки и сварки в среде защитного газа кольцевых стыков | 1981 |
|
SU996144A1 |
| Внутреннее формирующее устройство для сварки кольцевых швов | 1989 |
|
SU1660919A1 |
| Центратор для сборки под сварку кольцевых швов | 1990 |
|
SU1715538A1 |
| ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ СВАРКИ С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ КОЛЬЦЕВЫХ ШВОВ | 1990 |
|
SU1815890A1 |
1. ВНУТРЕННИЙ ЦЕНТРАТОР ДЛЯ СБОРКИ И СВАРКИ КОЛЬЦЕВЫХ ШВОВ, содержащий разжимное устройство в виде двух конусов, установленных с возможностью взаимного осевого перемещения, формирующее устройство, расТО f 9 В « положенное между конусами с возможностью взаимодействия с боковыми поверхностями указанных конусов, и механизм возврата формирующего устройства в исходное положение, о тличающийся тем, что, с целью повьшения точности центрирования, он снабжен биконическим диском, неподвижно закрепленным между конусами разжимного устройства, формирующее устройство выполнено в виде набора пластин, имеющих форму сегментов, на внутренней стороне каждой из которых выполнен треугольный вьфез, соответствующий по форме боковой поверхности биконического дис(Л ка, указанные пластины имеют в сечении форму клина, установлены треугольными вырезами на биконическом диске вплотную одна к другой под углом к оси центратора с возможностью совместного радиального перемещения и поворота относительно указанной ОСИ,11 7 / I 7J IS 15 Щ I I I I
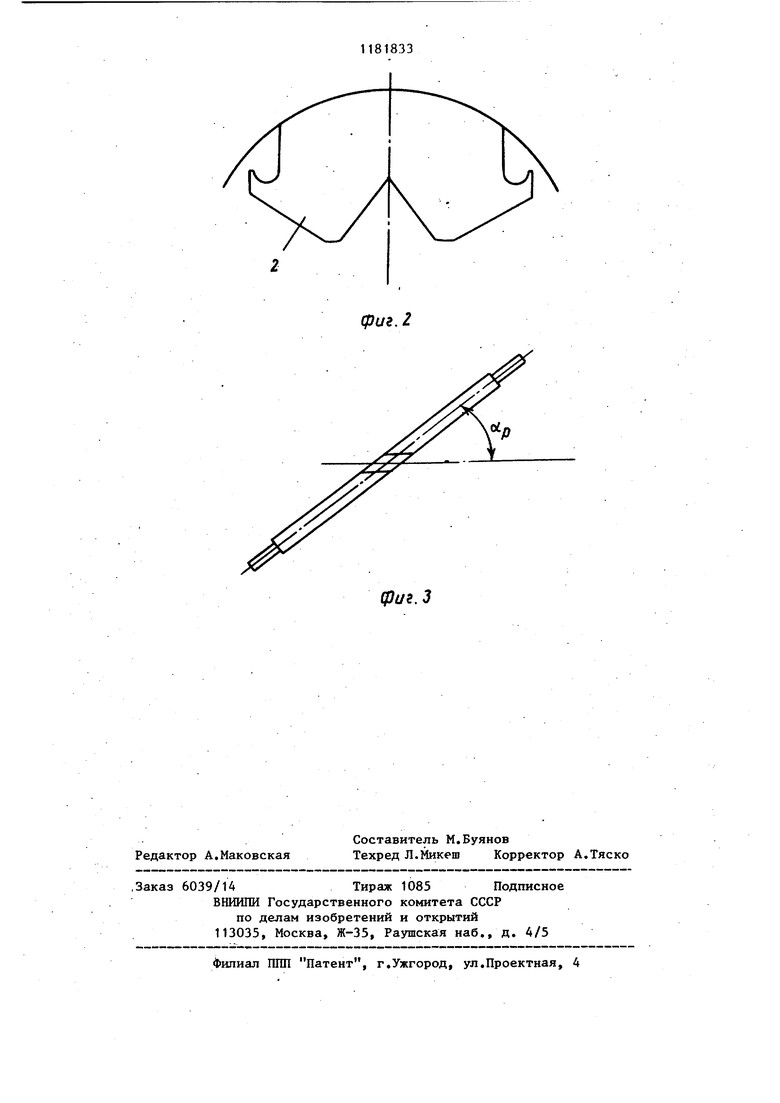
Изобретение относится к сварке, конкретно к конструкциям внутренних центраторов для сборки и сварки кол цевых швов, и наиболее эффективно может быть использовано в тех отрас лях машиностроения, где имеется нео ходимость вьшолнения кольцевых швов на тонкостенных трубах и оболочках. Цель изобретения повьш1ение точ ности центрирования. Указанная цель достигается тем, что в качестве формирующего и центрирующего элемента используется набор тонких пластин, создакнцих равномерный силовой контакт с центрируемыми оболочками и придающи:х им при разжатии форму правильной окружности. На фиг. 1 представлен центратор в исходном положении, общий вид; на фиг. 2 - расположение отдельной клинообразной пластины относительно внутренней поверхности и плоскости стыка в исходном положении; на фиг. то же, в рабочем положении. Внутренний центратор для сборки и сварки кольцевых швов содержит формирукядее и разжимное устройства, установленные на оси 1. Формирующее устройство состоит из набора клинообразных в поперечном сечении пластин 2, имеющих в продольном сечении форму сегментов круга, с радиусом рабочей поверхности, большим радиуса внутренней поверхности стыкуемых оболочек, В пластинах 2 выполнен тр угольный вырез, которым они установ лены на биконический диск 3 под уг. лом 06 к продольной оси центратора и стягиваются двумя упругими бандажам-1 4, На рабочей поверхности клинообразных пластин выполнена формирукицая канавка 5, сориентированная к продольной оси пластины под углом Vp, под которым пластины распола гаются к плоскости стыка в рабочем положении центратора. Механизм разжима состоит из силового конуса 6, зафиксированного на оси 1 винтом 7, подвижного силового конуса 8, втулки 9 и гайки 10. Для. простоты установки в собираемую оболочку 11 устройство снабжено опорным фланцем 12, покрытым кольцом 13 из эластичного материала, и тремя опорными роликами 14, которые крепятся к фланцу гибкими вилками 15 и винтами 16. При-сборке устройство ориентируется так, чтобы формирующая канавка располагалась под стыком оболочек 11. При затягивании гайки 10 силовые конусы 6 и 8. воздействуют на скошенные торцы пластин 2, одновременно перемещая их в радиальном направлении и разворачивая в сторону уменьшения угла об относительно плоскости стыка. При достижении значения угла об 25 каждая пластина будет контактировать с внутренней поверхностью оболочки 11, плотно прилегая к двум соседним полосам. В результате рабочие поверхности всех клинообразных полос обра- / зуют единую поверхность вращения, плотно контактирующую с внутренней поверхностью собираемой оболочки. Для съема устройства достаточно снизить усилие затяжки гайки 10, и под действием усилия эластичных бандажей 4 устройство возвратится в исходное положение. Использование данного внутреннего центратора позволяет повысить качество сборки изделий из тонколистовых металлов, обеспечить калибровку оболочек в ходе сборки под сварку, возможность регулирования усилия разжима, а также повысить производительность сборочно-сварочных работ.
фиг. 2
фиг.З
| 0 |
|
SU202405A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Внутренний центратор для сборки и сварки кольцевых стыков | 1983 |
|
SU1088903A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
