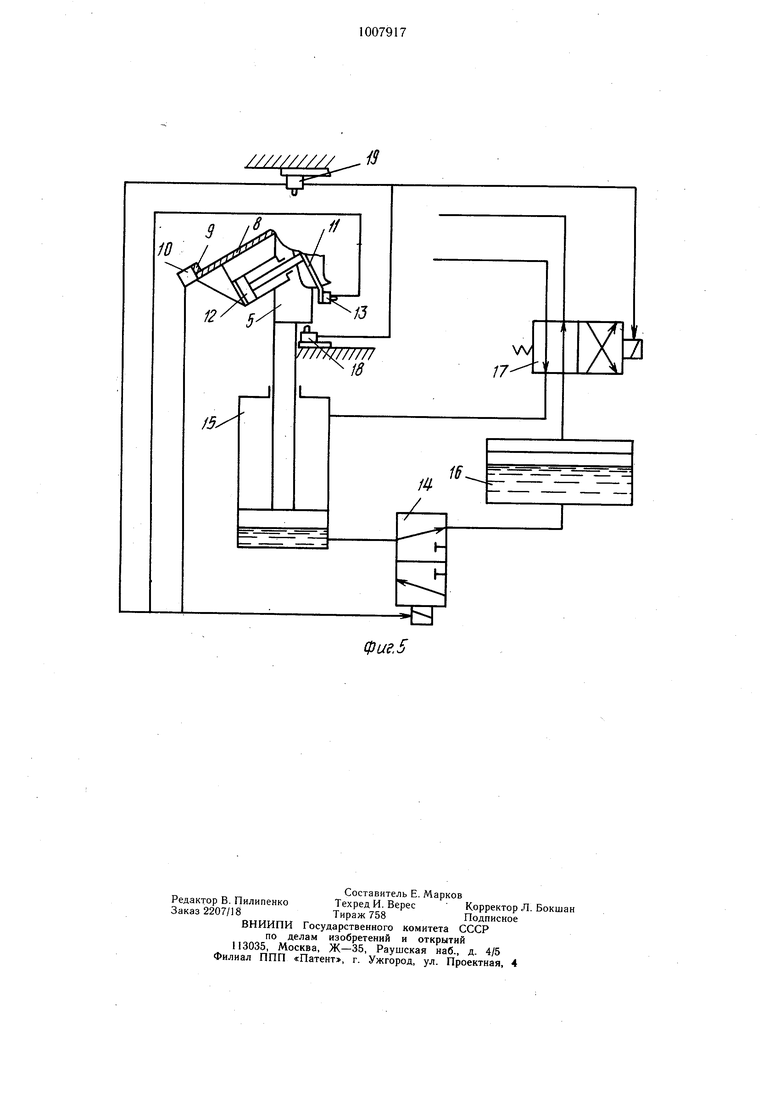
Изобретение относится к автоматизации технологических процессов в машиностроении и может найти применение в загрузочных устройствах металлорежущих станков и промышленных роботов. Известно устройство для выдачи деталей, содержащее ряд вертикально расположенных наклонных лотков с упорами, каретку с установленным на ней съемником деталей, выполненным в виде поворотного двухплечего рычага, и привод возвратно- 10 поступательного перемещения каретки. В устройстве съем деталей с лотков осуществляется съемником, опрокидывающимся под действием веса детали 1. Недостатком известного устройства являются невозможность выдачи деталей, склонных к взаимному сцеплению, и ограниченная по весу номенклатура выдаваемых цилиндрических деталей, что ограничивает его технологические возможности. Кроме того, у съемника отсутствует индивидуальный привод, ПОЭТ.ОМУ его сраба- тывание происходит только при определенном весе снимаемой детали. Это ограничивает по весу номенклатуру выдаваемых деталей, Цель изобретения - расширение тех- 25 нологических возможностей устройства для выдачи деталей. Указанная цель достигается тем, что устройство для выдачи деталей, содержа ,, щее ряд вертикально расположенных наклонных лотков с упорами, каретку с установленным на ней съемником, выполненным в виде поворотного двухплечего рычага, и привод возвратно-поступательного перемещения каретки снабжено приводом поворота съемника и смонтированным на каретке щупом, выполненным в виде установленного с возможностью поворота рычага с приводом и датчиком, связанным с приводом поворота съемника и приводом каретки. На фиг. 1 изображено предлагаемое 40 устройство, общий вид; на фиг. 2 - то же. в момент соприкосновения щупа с деталью; на фиг. 3 - то же, в момент съема детали с лотков магазина; на фиг. 4 - то же, с кареткой в верхнем положении; на фиг. 5 - схема привода каретки. Устройство для выдачи деталей содержит магазин 1 для деталей 2, имеющий вертикальный ряд наклонных лотков 3 с жесткими упорами 4 и каретку 5, установленную с возможностью возвратно-посту- пательного перемещения вдоль указанного ряда лотков 3, расположенных друг от друга на расстоянии, несколько превышающем диаметр детали. На каретке 5 установлены с возможность поворота съемник 6 с приводом 7 55 и наклонный склиз 8 с буртиком 9, на конце которого укреплен датчик 10 наличия деталей. 2Q 45 Каретка 5 снабжена также щупом 11 поиска деталей, выполненным в виде рычага с приводом 12. На щупе 11 укреплен датчик 13. Привод каретки содержит запорный клапан 14 (фиг. 5), управляемый датчиком 13, силовой цилиндр 15, пневмогидравлический аккумулятор 16, пневмопереключатель 17 и переключатели реверса хода каретки 18 и 19. При этом запорный клацан 14 соединяет жидкой средой рабочую полость силового цилиндра 15, являющегося приводом возвратно-поступательного движения каретки 5 и нижнюю полость пневмогидравлического аккумулятора 16 через пневмопереключатель 17 соединена с атмосферой, а нерабочая полость силового цилиндра 15 через пневмопереключатель 17 - с магистралью сжатого воздуха, Пневмопереключатель 17 управляется переключателями 18 и 19 реверса хода каретки, которые установлены соответственно в нижней и верхний частях магазина 1 для взаимодействия с кареткой 5 в ее крайних положениях. Устройство работает следующим образом. На наклонные лотки 3 упорядоченно загружаются детали 2, которые удерживаются от выпадения жесткими упорами 4. В начальный момент каретка 5 занимает крайнее нижнее положение (фиг. I). При этом она воздействует на переключатель 18 реверса од.а каретки. По команде переключателя 18 реверса хода пневмопереключатель 17 соединяет магистраль сжатого воздуха с верхней полостью пневмогидравлического аккумулятора 16, а нерабочую полость силового цилиндра 15 с атмосферой (фиг. 5). Жидкая среда поступает из нижней полости пневмогидравлического аккумулятора 16 через открытый запорный клапан 14 в рабочую полость силового цилиндра 15 и вызывает подъем каретки 5 вдоль вертикального ряда наклонных лотков 3. Одновременно переключатель реверса хода 18 дает команду индивидуальному приводу щупа 11, который поворачивает щуп 11 поиска с укрепленным на нем датчиком 13 к лоткам 3 с деталями 2. При этом съемник 6 находится в исходном положении, исключающем его контакт с деталями 2. Подъем каретки 5 происходит до соприкосновения щупа 11 с деталью 2 на лотке 3. При касании детали 2 на лотке щупом 11 датчик 13 дает команду запорному клапану 14, который перекрывает поступление жидкой среды из нижней полости пневмогидравлического аккумулятора 16 в рабочую полость силового цилиндра 15. Происходит останов каретки 5 около лотка с Деталями 2 (фиг. 2) Одновременно команды от датчика 13 поступают на привод отсекателя 7 и индивидуальный привод щупа, в результате чего щуп 11 опускается
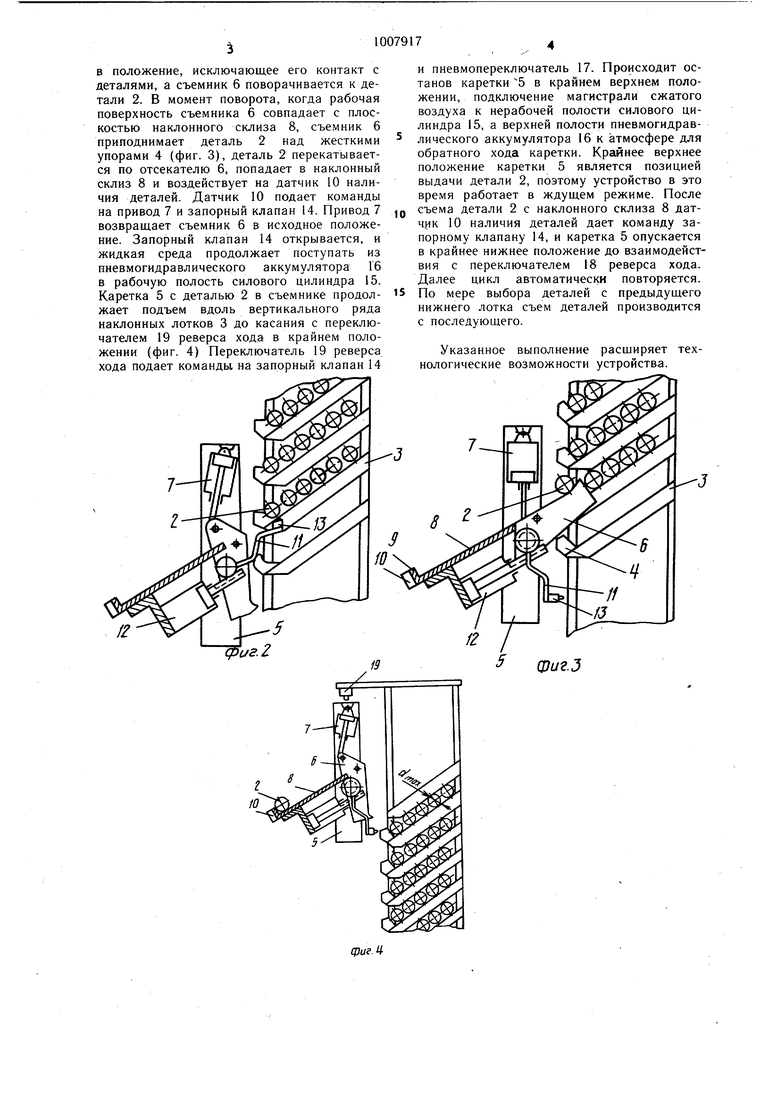
в положение, исключающее его контакт с деталями, а съемник 6 поворачивается к детали 2. В момент поворота, когда рабочая поверхность съемника 6 совпадает с плоскостью наклонного склиза 8, съемник 6 приподнимает деталь 2 над жесткими упорами 4 (фиг. 3), деталь 2 перекатывается по отсекателю 6, попадает в наклонный склиз 8 и воздействует на датчик 10 наличия деталей. Датчик 10 подает команды на привод 7 и запорный клапан 14. Привод 7 возвращает съемник 6 в исходное положение. Запорный клапан 14 открывается, и жидкая среда продолжает поступать из пневмогидравлического аккумулятора 16 в рабочую полость силового цилиндра 15. Каретка 5 с деталью 2 в съемнике продолжает подъем вдоль вертикального ряда наклонных лотков 3 до касания с переключателем 19 реверса хода в крайнем положении (фиг. 4) Переключатель 19 реверса хода подает команды на запорный клапан 14
и пневмопереключатель 17. Происходит останов каретки 5 в крайнем верхнем положении, подключение магистрали сжатого воздуха к нерабочей полости силового цилиндра 15, а верхней полости пневмогидравлического аккумулятора 16 к атмосфере для обратного хода каретки. Крайнее верхнее положение каретки 5 является позицией выдачи детали 2, поэтому устройство в это время работает в ждущем режиме. После
съема детали 2 с наклонного склиза 8 датч{1к 10 наличия деталей дает команду запорному клапану 14, и каретка 5 опускается в крайнее нижнее положение до взаимодействия с переключателем 18 реверса хода. Далее цикл автоматически повторяется.
По мере выбора деталей с предыдущего нижнего лотка съем деталей производится с последующего.
Указанное выполнение расщиряет технологические возможности устройства.
Х
У//ГШ/////
18
3
w
17
| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузочное устройство | 1982 |
|
SU1024223A2 |
| Устройство для подачи штучных заготовок | 1988 |
|
SU1669618A1 |
| Устройство для поштучной выдачи заготовок | 1973 |
|
SU500857A1 |
| Разгрузочное устройство | 1987 |
|
SU1502253A1 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ДЕТАЛЕЙ ИЗ РАБОЧЕЙ ЗОНЫ ПРЕССА | 2004 |
|
RU2267375C2 |
| Промежуточный накопитель | 1976 |
|
SU644683A1 |
| Устройство для выдачи деталей | 1984 |
|
SU1217687A1 |
| Автоматизированная установка для ультразвукового контроля изделий | 1989 |
|
SU1767410A1 |
| Линия протяжки отводов | 1979 |
|
SU804054A1 |
| Сборочный автомат | 1977 |
|
SU707754A1 |
УСТРОЙСТВО ДЛЯ ВЫДАЧИ ДЕТАЛЕЙ, содержащее ряд вертикально расположенных наклонных лотков с упорами, каретку с установленным на ней съемником деталей, выполненным в виде поворотного двуплечего рычага, и привод возвратно-поступательного перемещения каретки, отличающееся тем, что, с целью расщирения технологических возможностей устройства, оно снабжено приводом поворота съемника и смонтированным на каретке щупом, выполненным в виде установленного с возможностью поворота рычага с приводом, и датчиком, связанным с приводом поворота съемника и приводом каретки. фиг. i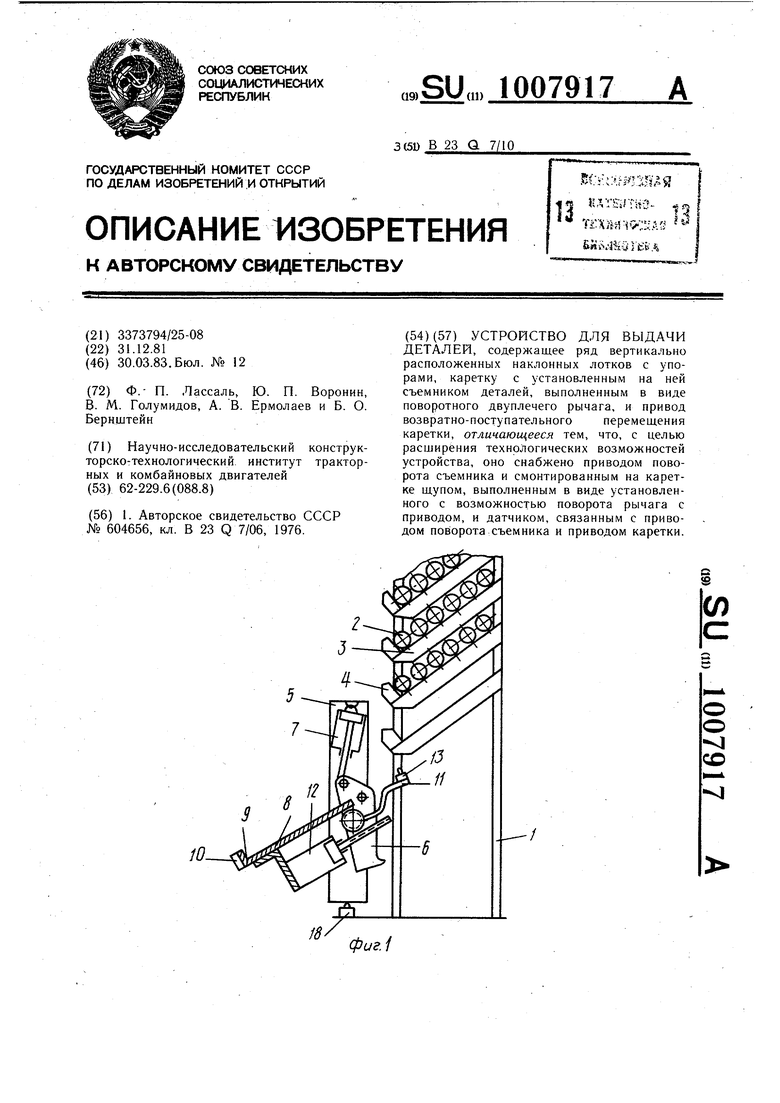
Фие.5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Магазин для поштучной выдачи деталей | 1976 |
|
SU604656A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
