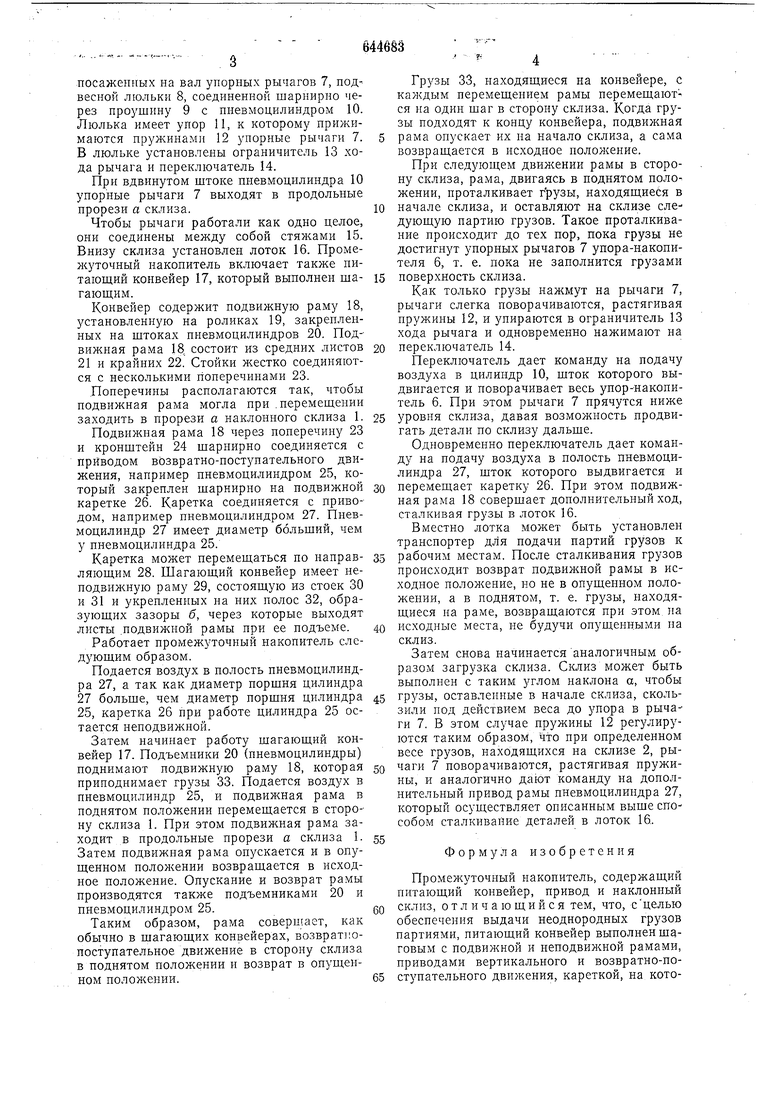
посаженных на вал упорных рычагов 7, подвесной люльки 8, соединенной шарнирно через проушину 9 с нневмоцилиндром 10. Люлька имеет упор И, к которому нрижимаются пружинами 12 упорные рычаги 7. В люльке установлены ограничитель 13 хода рычага и переключатель 14.
При вдвинутом штоке пневмоцилиндра 10 упорные рычаги 7 выходят в продольные прорези а склиза.
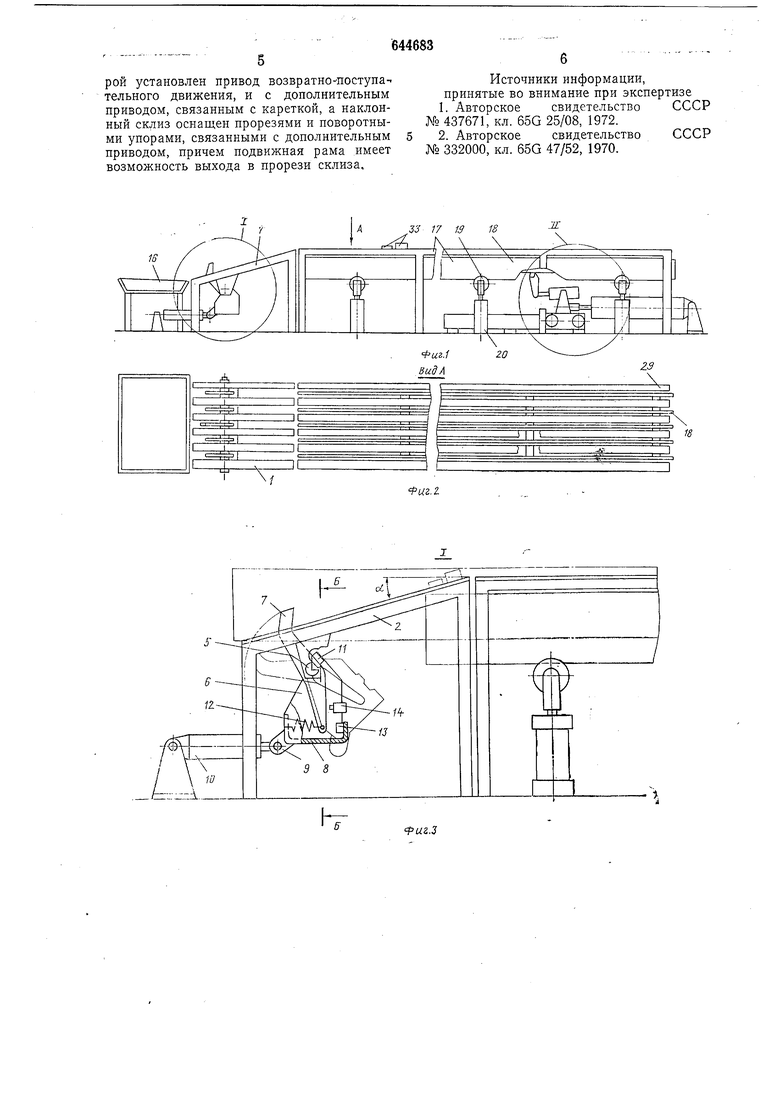
Чтобы рычаги работали как одно целое, они соединены между собой стяжами 15. Внизу склиза установлен лоток 16. Промежуточный накопитель включает также питающий конвейер 17, который выполнен тагаюш;им.
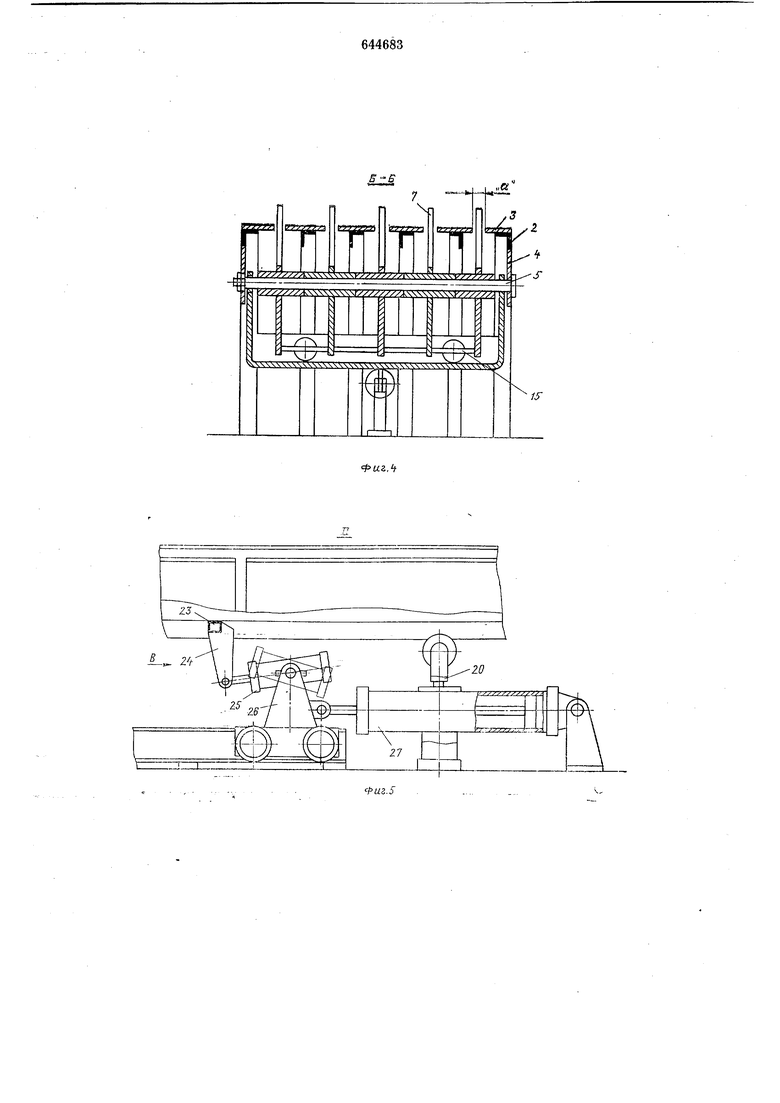
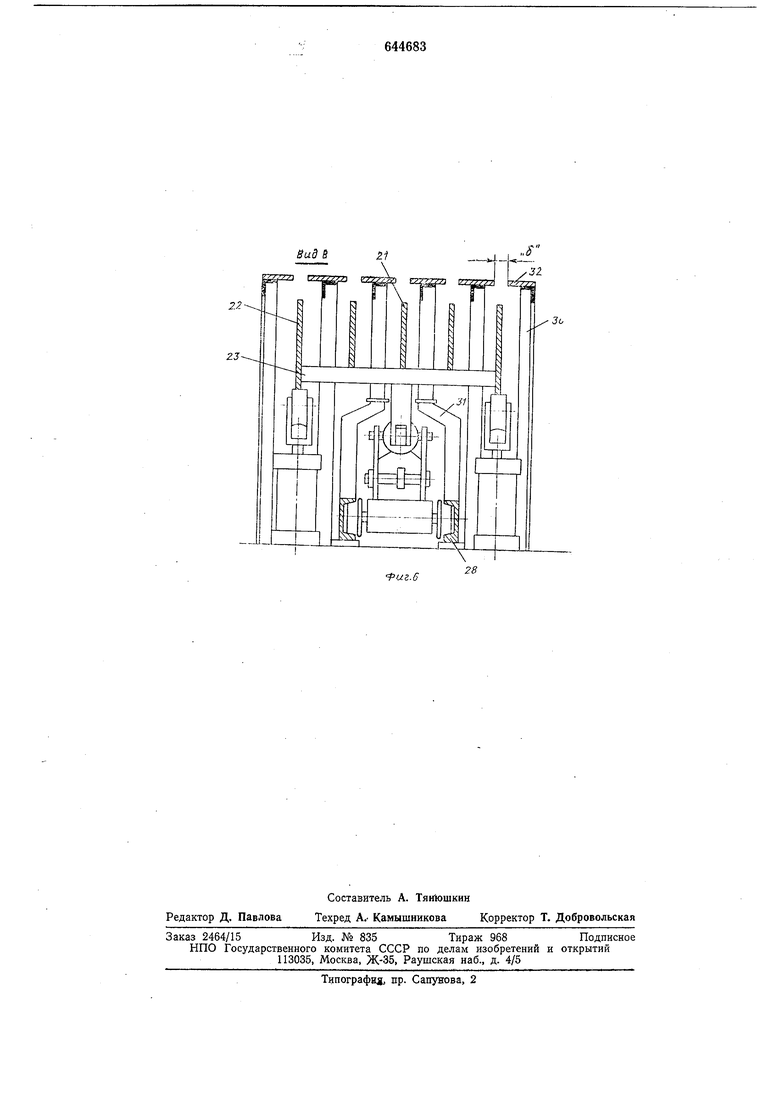
Конвейер содержит подвижную раму 18, установленную на роликах 19, закренленных на штоках нневмоцилиндров 20. Подвижная рама 18 состоит из средних листов 21 и крайних 22. Стойки лсестко соединяются с несколькими поперечинами 23.
Поперечины располагаются так, чтобы нодвижная рама могла при . неремеш,ении заходить в прорези а наклонного склиза 1.
Подвижная рама 18 через поперечину 23 и кронштейн 24 шарнирно соединяется с приводом возвратно-поступательного движения, например пневмоцилиндром 25, который закреплен шарнирно на подвижной каретке 26. Каретка соединяется с приводом, например пневмоцилиндром 27. Пневмоцилиндр 27 имеет диаметр больший, чем у пневмоцилиндра 25.
Каретка может перемещаться по направляющим 28. Шагающий конвейер имеет ненодвижную раму 29, состоящую из стоек 30 и 31 и укрепленных на них полос 32, образующих зазоры б, через которые выходят листы .подвижной рамы при ее нодъеме.
Работает промежуточный накопитель следующим образом.
Подается воздух в полость пневмоцилиндра 27, а так как диаметр поршня цилиндра 27 больше, чем диаметр норшня цилиндра 25, каретка 26 при работе цилиндра 25 остается неподвижной.
Затем начинает работу шагающий конвейер 17. Подъемники 20 (пневмоцилиндры) поднимают подвижную раму 18, которая приподнимает грузы 33. Подается воздух в нневмоцилиндр 25, и подвижная рама в поднятом ноложении перемещается в сторону склиза 1. При этом подвижная рама заходит в продольные прорези а склиза 1. Затем подвижная рама опускается и в опущенном ноложении возвращается в исходное ноложение. Опускание и возврат рамы нроизводятся также нодъемниками 20 и пневмоцилиндром 25.
Таким образом, рама совершает, как обычно в шагающих конвейерах, возвратнопоступательное движение в сторону склиза в поднятом положении и возврат в опущенном положении.
Грузы 33, находящиеся на конвейере, с каждым перемещепием рамы перемещаются на один шаг в сторону склиза. Когда грузы подходят к концу конвейера, подвижная рама опускает их на начало склиза, а сама возвращается в исходное ноложение.
При следующем движении рамы в сторону склиза, рама, двигаясь в поднятом положении, проталкивает грузы, находящиеся в начале склиза, и оставляют на склизе следующую партию грузов. Такое проталкивание происходит до тех пор, пока грузы не достигнут унорных рычагов 7 упора-накопителя 6, т. е. пока не заполнится грузами поверхность склиза.
Как только грузы нажмут на рычаги 7, рычаги слегка поворачиваются, растягивая пружины 12, и упираются в ограничитель 13 хода рычага и одновременно нажимают на переключатель 14.
Переключатель дает команду на подачу воздуха в цилиндр 10, шток которого выдвигается и поворачивает весь упор-накопитель 6. При этом рычаги 7 нрячутся ниже уровня склиза, давая возможность продвигать детали по склизу дальше.
Одновременно нереключатель дает команду на подачу воздуха в полость пневмоцилиндра 27, шток которого выдвигается и перемещает каретку 26. При этом подвижная рама 18 совершает дополнительный ход, сталкивая грузы в лоток 16.
Вместно лотка может быть установлен транспортер для подачи партий грузов к рабочим местам. После сталкивания грузов происходит возврат подвижной рамы в исходное положение, но не в опущенном положении, а в поднятом, т. е. грузы, находящиеся на раме, возвращаются при этом на исходные места, не будучи опущенными на склиз.
Затем снова начинается аналогичным образом загрузка склиза. Склиз может быть выполнен с таким углом наклона а, чтобы грузы, оставленные в начале склиза, скользили под действием веса до упора в рычаги 7. В этом случае пружины 12 регулируются таким образом. Что при определенном весе грузов, находящихся на склизе 2, рычаги 7 новорачиваются, растягивая нружины, и аналогично дают команду на дополнительный привод рамы пневмоцилиндра 27, который осуществляет описанным выше способом сталкнвание деталей в лоток 16.
Формула нзобретения
Промежуточный накопитель, содержащий питающий конвейер, привод и наклонный склиз, отличающийся тем, что, с целью обеспечения выдачи неоднородных грузов партиями, питающий конвейер выполнен шаговым с подвнжной и неподвижной рамами, приводами вертикального и возвратно-ноступательного движения, кареткой, на которой установлен привод возвратно-поступательного движения, и с дополнительным приводом, связанным с кареткой, а наклонный склиз оснащен прорезями и поворотными упорами, связанными с дополнительным приводом, причем подвижная рама имеет возможность выхода в прорези склиза.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 437671, кл. 65G 25/08, 1972.
2.Авторское свидетельство СССР № 332000, кл. 65G 47/52, 1970.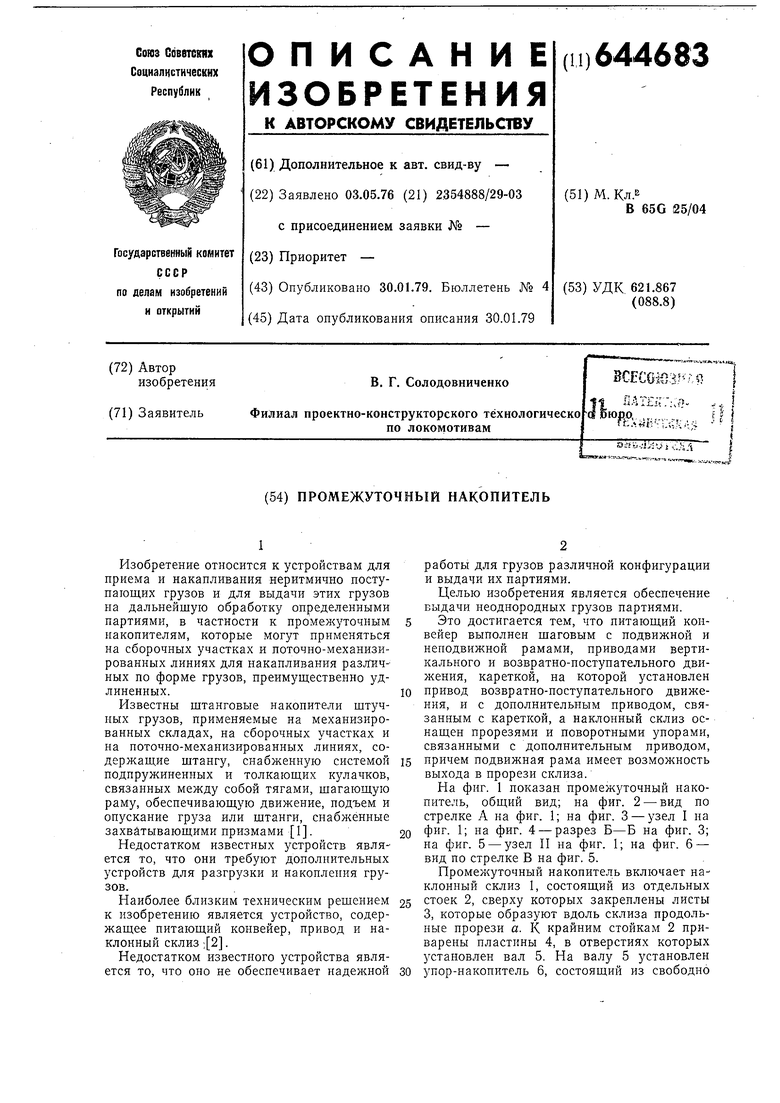
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Линия для консервации мотковпРОВОлОКи | 1979 |
|
SU844094A1 |
| Полуавтоматическая линия для сборки обуви | 1975 |
|
SU526347A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХИЗДЕЛИЙ | 1972 |
|
SU435936A1 |
| Устройство для загрузки тележечного конвейера | 1975 |
|
SU659478A1 |
| Перегрузочное устройство | 1984 |
|
SU1270092A1 |
| Конвейер для транспортировки и перегрузки штучных грузов | 1972 |
|
SU540779A1 |
| Индукционная установка для нагрева заготовок | 1989 |
|
SU1713945A1 |
| Устройство для погрузки штучных грузов на подвесной конвейер | 1990 |
|
SU1751114A1 |
| Линия для производства формового хлеба | 1980 |
|
SU938878A1 |
JJ 77 13 N 18
S
(ZZZg2pS
/T
vI7
Зи
риг.6
