Изобретение относится к области машиностроения и может быть использовано для автоматической разгрузки автоматических линий, металлорежущих и сборочных автоматов.
По основному авт. св. № 944869 известно загрузочное устройство, содержащее каретку, снабженную съемником и установленную с возможностью возвратно-поступательного перемещения вдоль вертикального ря,да наклонных лотков магазина, элементы путевой автоматики, подпружиненную упорную линейку и рычаг-щуп, шарнирно закрепленный на съемнике с возможностью взаимодействия одним концом с деталями на наклонных лотках, а другим - с упорной линейкой при подъеме каретки.
Данное устройство предназначено для пощтучной выгрузки заготовок из магазина и передачи их на транспортное устройство обслуживаемой машины (станка, линии и пр.), причем магазин используется гравитационного типа, т.е. с наклонными лотками 1.
Недостатком известного устройства является то, что нельзя использовать для обратной грузооперации - загрузки деталей с транспортного устройства машины в магазин.
Целью изобретения является расширение технологических возможностей загрузочного устройства.
Указанная цель достигается тем, что загрузочное устройство, содержащее каретку, снабженную съемником и установленную- с возможностью возвратно-поступательного перемещения вдоль вертикального ряда лотков магазина и элементы путевой автоматики, снабжено перегружателем деталей со съемника каретки в магазин, выполненным в виде шарнирно закрепленных на,стойке планок, установленных с возможностью перемещения вдоль лотков магазина, и дополнительным подпружиненным рычагом смонтированном на конце рычага-щупа, взаимодействующим с деталями, а съемник каретки выполнен с гнездом для детали и пазами для прохода перегружателя и установлен горизонтально и ниже рычага-щупа на расстоянии щага между лотками магазина.
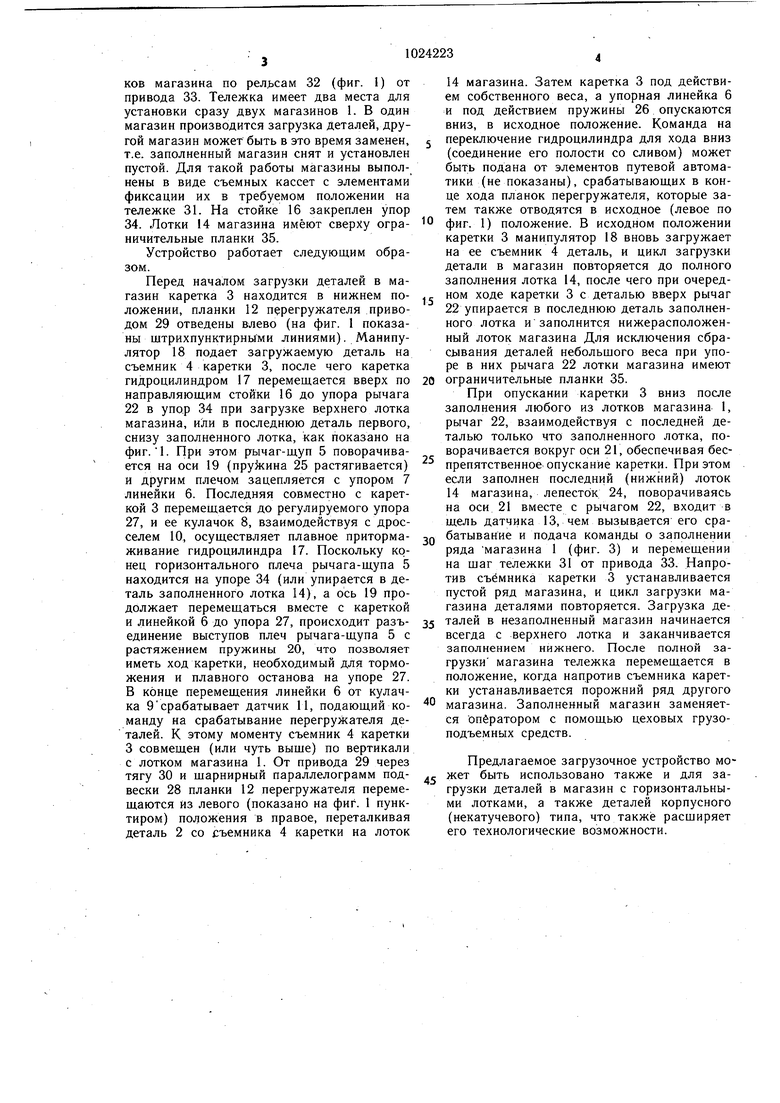
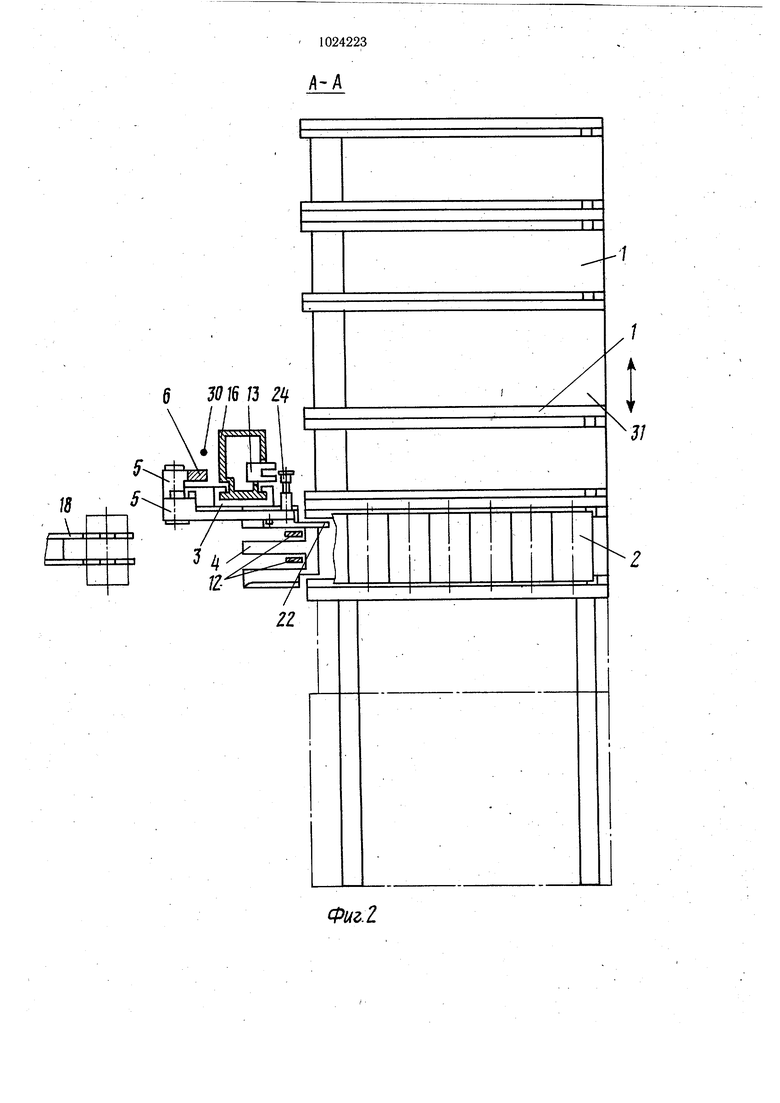
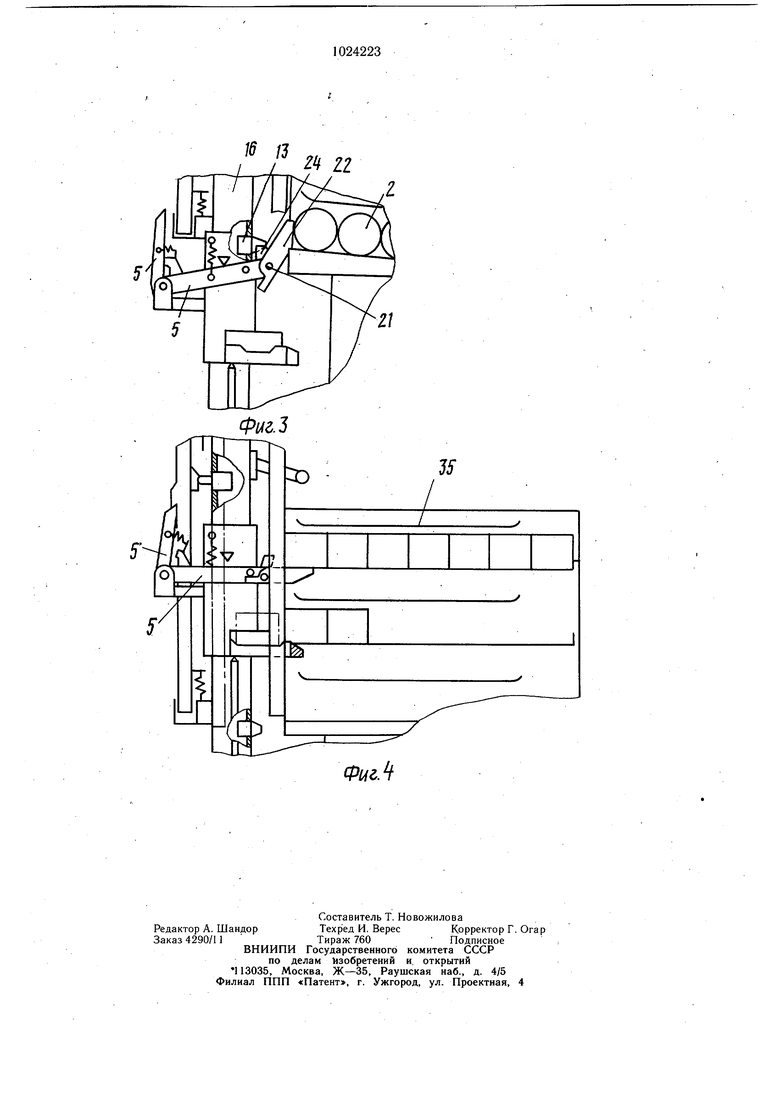
На фиг. 1 показано устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг, 3 - момент контроля заполнения магазина; на фиг. 4 - вариант загрузки деталей корпусного типа в магазин с горизонтальными лотками.
Загрузочное устройство состоит из магазина 1 для деталей. 2, каретки 3 со съемником 4 и двуплечим рычагом-щупом 5, линейки 6 с упорами 7 и кулачками 8 и 9, взаимодействующими с дросселем 10 и датчиком 11, перегружателя деталей с планками 12 и механизма контроля заполнения магазина с датчиком 13.
Магазин 1 представляет собой каркас с наклонными (или горизонтальными) лоткамй 14 с жесткими упорами 15. Для увеличения емкости может быть выполнен многорядным. На фиг. 2 изображены магазины, имеющие по два вертикальных ряда лотков. Каретка 3 имеет возможность совершать возвратно-поступательное движение вдоль вертикального ряда лотков магазина по направляющим стойки 16 с помощью плунжерного гидроцилиндра 17.
Съемник 4 жестко закреплен на каретке и имеет гнездо, обеспечивающее фиксацию
детали 2. В съемнике выполнены пазы для возможности перемещения вдоль ряда лотков планок 12 перегружателя деталей. Манипулятор 18 предназначен для загрузки деталей на съемник.
.Двуплечий, рычаг-щуп 5 конструктивно
выполнен в виде двух рычагов, свободно установленных на оси 19 и имеющих кинематическое замыкание друг с другом через пружину 20 и выступы на рычагах. На конце рычага-щупа 5.на оси 21 закреплен дополнительный рычаг 22, пружиной кручения, (не показана) поджимаемой к упору 23. На оси 21 закреплен также лепесток 24 управления датчиком 13. В нижнем (исходном) положении каретки 3 рычаг-щуп 5 пружиной 25 устанавливается на упор каретки (положение показанное на фиг. 1
штрихпунктирными линиями).
Линейка 6 установлена в направляюших, закрепленных на стойке 16, и пружиной 26 устанавливается в исходное положение до упора в дно нижней направляющей. Верхнее
положение линейки ограничивается регулируемым упором 27. Упоры 7 на линейке 6 выполнены по числу и с шагом, равным числу и шагу по вертикали лотков 14 магазина 1. Кулачок 8 нажимает при подъеме линейки до упора на ролик рычага дросселя 10 торможения гидроцилиндра 17, и кулачок 9 включает в верхнем положении линейки датчик 11.
Перегружатель деталей 2 со съемника 4 каретки в магазин 1 состоит из планок
12, установленных консольно через шарнирный параллелограм 28 на стойке 16 и, имеющих возможность возвратно-поступательного перемещения вдоль лотков магазина от привода (гидроцилиндра) 29 через тягу 30.
Устройство контроля заполнения магазина состоит из датчика (бесконтактного переключателя) 13 (фиг. 3), установленного на стойке 16, и лепестка, 24, закрепленного на оси 21. Лепесток 24 включает датчик 13 после полного заполнения вертикального
ряда лотков магазина 1 деталями 2.
Магазин 1 установлен на тележке 31, которая может перемещаться поперек лотков магазина по рельсам 32 (фиг. 1) от привода 33. Тележка имеет два места для установки сразу двух магазинов 1. В один магазин производится загрузка Деталей, другой магазин может быть в это время заменен, т.е. заполненный магазин снят и установлен пустой. Для такой работы магазины выполнены в виде съемных кассет с элементами фиксации их в требуемом положении на тележке 31. На стойке 16 закреплен упор 34. Лотки 14 магазина имеют сверху ограничительные планки 35.
Устройство работает следующим образом.
Перед началом загрузки деталей в магазин каретка 3 находится в нижнем положении, планки 12 перегружателя приводом 29 отведены влево (на фиг. 1 показаны штрихпунктирными линиями). Манипулятор 18 подает загружаемую деталь на съемник 4 каретки 3, после чего каретка гидроцилиндром 17 перемещается вверх по направляющим стойки 16 до упора рычага 22 в упо.р 34 при загрузке верхнего лотка магазина, или в последнюю деталь первого, снизу заполненного лотка, как показано на фиг.1. При этом рычаг-щуп 5 поворачивается на оси 19 (npykHHa 25 растягивается) и другим плечом зацепляется с упором 7 линейки 6. Последняя совместно с кареткой 3 перемещается до регулируемого упора 27, и ее кулачок 8, взаимодействуя с дросселем 10, осуществляет плавное притормаживание гидроцилиндра 17. Поскольку конец горизонтального плеча рычага-щупа 5 находится на упоре 34 (или упирается в деталь заполненного лотка 14), а ось 19 продолжает перемещаться вместе с кареткой и линейкой 6 до упора 27, происходит разъединение выступов плеч рычага-щупа 5 с растяжением пружины 20, что позволяет иметь ход каретки, необходимый для торможения и плавного останова на упоре 27. В конце перемещения линейки 6 от кулачка 9срабатывает датчик 11, подающий команду на срабатывание перегружателя деталей. К этому моменту съемник 4 каретки 3 совмещен (или чуть выще) по вертикали с лотком магазина 1. От привода 29 через тягу 30 и шарнирный параллелограмм подвески 28 планки 12 перегружателя перемещаются из левого (показано на фиг. 1 пунктиром) положения в правое, переталкивая деталь 2 со съемника 4 каретки на лоток
14 магазина. Затем каретка 3 под действием собственного веса, а упорная линейка 6 и под действием пружины 26 опускаются вниз, в исходное положение. Команда на
переключение гидроцилиндра для хода вниз (соединение его полости со сливом) может быть подана от элементов путевой автоматики (не показаны), срабатывающих в конце хода планок перегружателя, которые затем также отводятся в исходное (левое по
фиг. 1) положение. В исходном положении каретки 3 манипулятор 18 вновь загружает на ее съемник 4 деталь, и цикл загрузки детали в магазин повторяется до полного заполнения лотка 14, после чего при очередном ходе каретки 3 с деталью вверх рычаг 22 упирается в последнюю деталь заполненного лотка и заполнится нижерасположенный лоток магазина Для исключения сбрасывания деталей небольшого веса при упоре в них рычага 22 лотки магазина имеют
0 ограничительные планки 35.
При опускании каретки 3 вниз после заполнения любого из лотков магазина 1, рычаг 22, взаимодействуя с последней деталью только что заполненного лотка, поворачивается вокруг оси 21, обеспечивая беспрепятственное опускание каретки. При этом если заполнен последний (нижний) лоток 14 магазина, лепесток 24, поворачиваясь на оси 21 вместе с рычагом 22, входит в щель датчика 13, чем вызывается его срабатывание и подача команды о заполнении ряда магазина 1 (фиг. 3) и перемещении на шаг тележки 31 от привода 33. Напротив съёмника каретки 3 устанавливается пустой ряд магазина, и цикл загрузки магазина деталями повторяется. Загрузка деталей в незаполненный магазин начинается всегда с верхнего лотка и заканчивается заполнением нижнего. После полной загрузки магазина тележка перемещается в положение, когда напротив съемника каретки устанавливается порожний ряд другого
магазина. Заполненный магазин заменяется оператором с помощью цеховых грузоподъемных средств.
Предлагаемое загрузочное устройство мос жет быть использовано также и для загрузки деталей в магазин с горизонтальными лотками, а также деталей корпусного (некатучевого) типа, что также расширяет его технологические возможности.
6 5(/6/3 г
18
Фиг2
J/
Ы/ / z 11
ф1/1г.2
5
Фи.
| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузочное устройство | 1980 |
|
SU944869A1 |
| Загрузочное устройство | 1985 |
|
SU1256921A2 |
| Автомат для контроля линейных параметров дисков фрикционов | 1975 |
|
SU766670A1 |
| Загрузочное устройство | 1985 |
|
SU1298038A1 |
| Устройство для выдачи деталей | 1981 |
|
SU1007917A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| Автоматическая линия для изготовления изделий типа опорных роликов тракторов | 1980 |
|
SU929400A1 |
| Устройство для выдачи деталей | 1984 |
|
SU1217687A1 |
| Разгрузочное устройство | 1987 |
|
SU1502253A1 |
| Автоматизированная линия для термообработки изделий | 1982 |
|
SU1071649A1 |
ЗАГРУЗОЧНОЕ УСТРОЙСТВО по авт. св. № 944869, отличающееся тем, что, с целью расширения технологических возможностей устройства, оно снабжено пере27 V гружателем деталей со съемника каретки в магазин, выполненным в виде шарнирно закрепленных на стойке планок, установленных с возможностью перемещения вдоль лотков магазина, и дополнительным подпружиненным рмчагом, смонтированным на конце рычага-щупа, взаимодействующим с деталями, а съемник каретки выполнен с гнездом для детали и пазами для прохода перегружателя и установлен горизонтально и ниже рычага-щупа на расстоянии щага между лотками магазина.. (Л ГС 4 tc tc GO К Фиг.1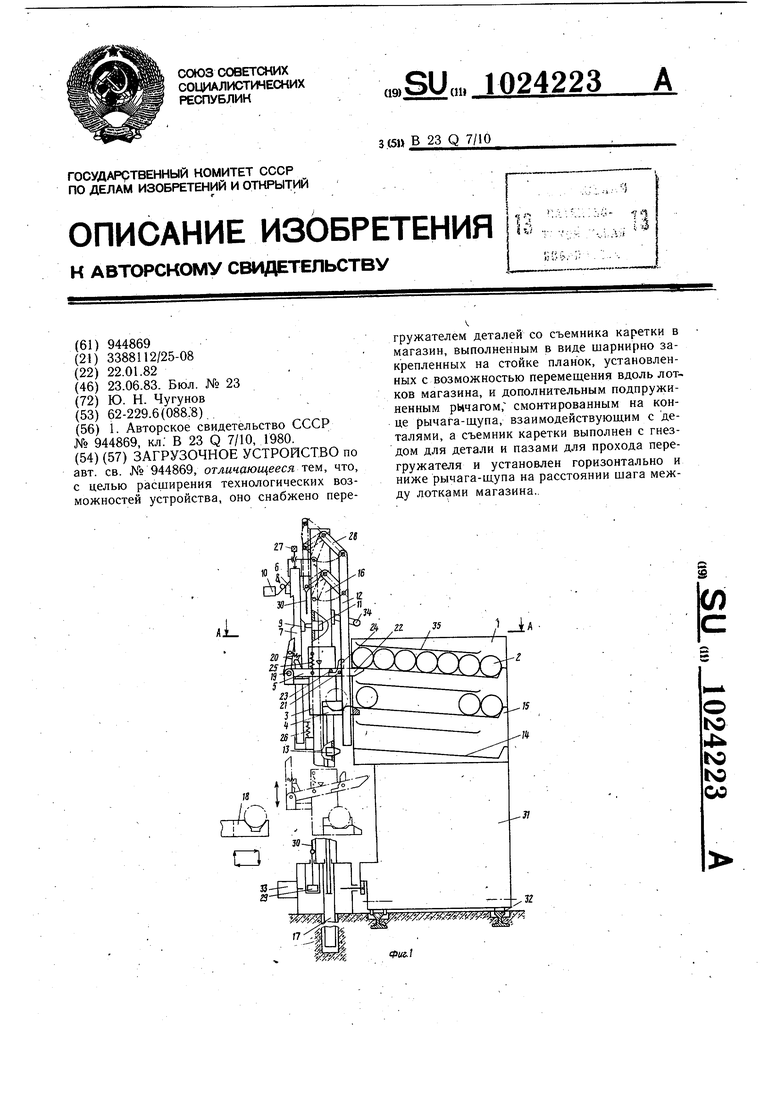
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Загрузочное устройство | 1980 |
|
SU944869A1 |
