Изобретение относится к устройствам шагового перемещения изделий, а именно к шаговым штанговым конвейерам.
Известны штанговые конвейеры, предназначенные для шагового перемеш,ения изделий, содержаш.ие станину, направляющую штангу, качающиеся толкатели и упоры (1).
Наиболее близким к предлагаемому является щаговый конвейер, содержащий установленную на направляющих с возможностью возвратно-поступательного перемещения штангу с шарнирно закрепленными собачками, фиксирующими штырями собачек, и направляющие для деталей 2.
Недостаток указанных конвейеров состоит в том, что они характеризуются полым отсутствием возможности изменения величины шага и точной его регулировки по той причине, что собачки установлены на штангах стационарно (без возможности их перестановки и регулировки).
Цель изобретения - обеспечение возмож ности бесступенчатого и точного регулирования величины шага.
Указанная цель достигается тем, что в шаговом конвейере, содержащем установленную на направляющих с возможностью возвратно-поступательного перемещения штангу с шарнирно закрепленными собачками, фиксирующими щтырями собачек, и направляющие для деталей, щтанга имеет выступы и снабжена С-образными обоймами, установленными с возможностью поджатия их к выступам штанги, при этом собачки закреплены на обоймах, а фиксирующие штыри установлены внутри С-образных обойм с возможностью распора в их боковые стенки.
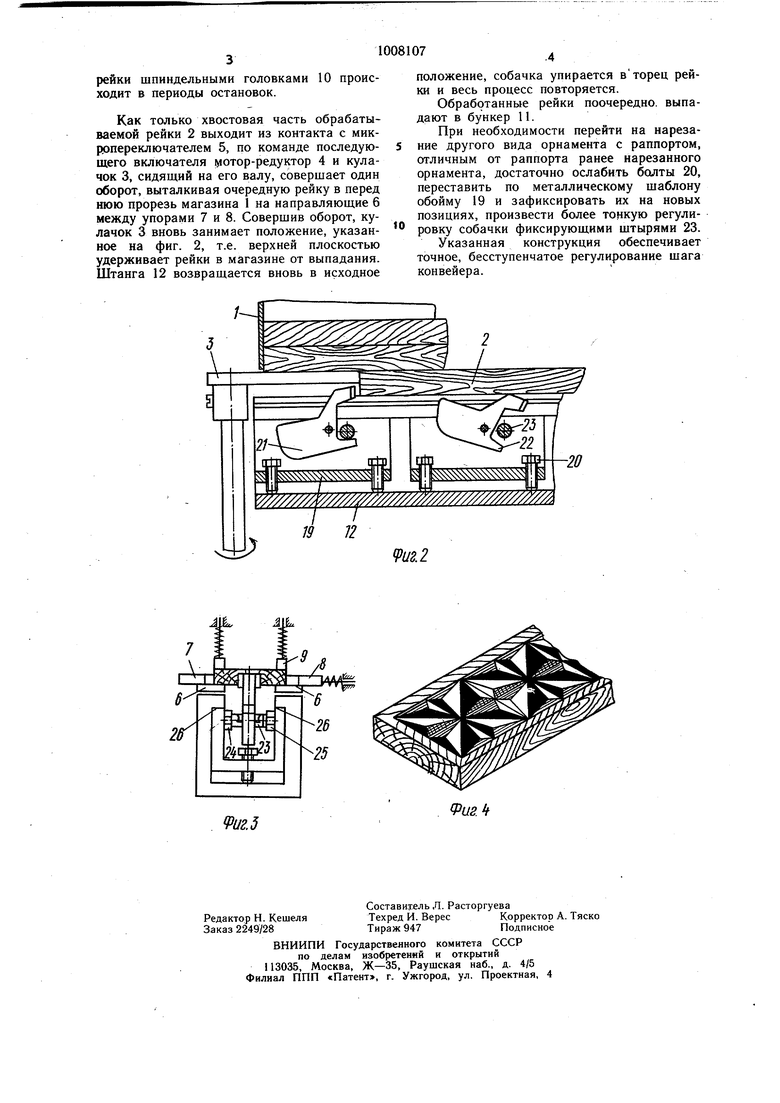
На фиг. 1. изображена кинематическая схема устройства; на фиг. 2 - толкающая штанга в размере в исходном положении, вид сбоку; на фиг. 3 - то же, вид с торца; на фиг. 4 - образец клинового орнамента, назеранного автоматическим станком.
Подающее устройство содержит магазин 1 с рейками 2. У наружного торца магазина в нижней частя расположен в горизонтальной плоскости кулачок 3, установленный с возможностью взаимодействия с торцом нижней рейки в магазине и насаженный на вал мотор-редуктора 4, связанного с микропереключателем 5, закрепленным на станине с возможностью взаимодействия с рейкой, лежащей на направляющих 6. Рейка фиксирована на направляющих неподвижным упором 7 и подпружиненным упором 8, имеющим входные скосы, а также подпружиненными прижимами 9. Над зоной обработки установлены шпиндели 10 инструментальных головок с программным управлением, расставленные соответственно раппорту орнамента. У выхода из зоны обработки установлен бункер 11 для обработанных реек. В шаговом конвейере под направляющими 6 расположена щтанга 12, снабженная роликами 13 и установленная
на направляющих 14. Штанга 12 посредством щатуна 15 связана с кривошипом 16, насаженным на выходной вал редуктора 17, приводимого электродвигателем 18.
Штанга 12 снабжена С-образными обоймами 19 с болтами 20. В обоймах 19 шарнирно закреплены собачки 21 с противовесами и упорами 22. На штанге 12 внутри С-образных обойм 19 с возможностью распора в их боковые стенки установлены фиксирующие штыри 23, имеющие головки 24 под ключ и контргайки 25. Штанга 12 имеет выступы 26, а С-образные обоймы 19 установлены на штанге с возможностью поджатия их к выступам 26 штанги посредством болтов 20.
5 Устройство работает следующим образом.
В зависимости от раппорта орнамента выставляются в штанге 12 обоймы с собачками 21. Для этого опускаются болты 20, обоймы 19 переставляются на нужные места по металлическому шаблону, после чего болты 20 завинчиваются. При этом обоймы 19 прижимаются к выступам 26 штанги 12, надежно фиксируясь. Более тонкая регулировка собачек 21 с целью установки
5 точного расстояния между их рабочими поверхностями с погрешностью не более 0,05 мм производится при помощи фиксирующих штырей 23 с контргайками 25. После выставления собачек 21 выставляется микропереключатель 5 по толщине
0 рейки 2, лежащей на направляющих 6.
Магазин заполняется рейками, после чего включается электродвигатель 18 привода подающего устройства. Повернувшись, кривошип 16 посредством шатуна 15 перемещает 12 в крайнее левое положение
(фиг. 2).
При этом собачки 21 (занимающие в свободном состоянии вертикальное положение), наталкиваясь закругленными затылками на рейку, удерживаемую в магазине 1, утапливаются.
Крайний толкатель 21, будучи выведен штангой из-под рейки 2, занимает вновь вертикальное положение. Штанга 12 под действием кривошипно-шатунного механизма совершает поступательное перемещение в
5 сторону шпинделей 10.
А собачка 21, упираясь рабочей поверхностью в торец рейки, вводит ее между упорами 7 н S, перемещая в новую позицию. При этом торец рейки воздействует на микропереключатель 5, связанный с электродвигателем 18. Когда рейка останавливается, инструментальные головки со шпинделями 10 начинают обработку (нарезание орнамента). Совершая возвратно-поступательные движения, штанга с собачками периодически перемещает рейку с щагом, равным раппорту орнамента. В процессе перемещений рейки участвуют поочередно все собачки, установленные в щтанге 12. Обработка
рейки шпиндельными головками 10 происходит в периоды остановок.
Как только хвостовая часть обрабатываемой рейки 2 выходит из контакта с микр опереключателем 5, по команде последующего включателя мотор-редуктор 4 и кулачок 3, сидящий на его валу, совершает один оборот, выталкивая очередную рейку в перед нюю прорезь магазина 1 на направляющие 6 между упорами 7 и 8. Совершив оборот, кулачок 3 вновь занимает положение, указанное на фиг. 2, т.е. верхней плоскостью удерживает рейки в магазине от выпадания. Штанга 12 возвращается вновь в исходное
/положение, собачка упирается вторец рейки и весь процесс повторяется.
Обработанные рейки поочередно, выпадают в бункер 11.
При необходимости перейти на нарезание другого вида орнамента с раппортом,
отличным от раппорта ранее нарезанного
орнамента, достаточно ослабить болты 20,
переставить по металлическому шаблону
обойму 19 и зафиксировать их на новых
позициях, произвести более тонкую регулировку собачки фиксирующими штырями 23.
Указанная конструкция обеспечивает точное, бесступенчатое регулирование шага конвейера.
9иг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нарезания объемного орнамента на плоской рейке | 1981 |
|
SU1076324A2 |
| Устройство для нарезания объемногоОРНАМЕНТА HA плОСКОй РЕйКЕ | 1979 |
|
SU810534A1 |
| Устройство для изготовления проволочных штырей и запрессовки их в изделие | 1988 |
|
SU1593879A2 |
| Штанговый конвейер | 1978 |
|
SU763216A1 |
| Устройство для нарезания объемного орнамента на плоской рейке | 1989 |
|
SU1708660A2 |
| Устройство для нарезания объемного орнамента на плоской рейке | 1989 |
|
SU1708659A2 |
| Устройство для набора радиаторных трубок в магазины | 1973 |
|
SU473550A1 |
| Устройство для поштучной выдачи изделий | 1986 |
|
SU1425042A1 |
| УСТРОЙСТВО ДЛЯ ШАГОВОГО ПЕРЕМЕЩЕНИЯ ДЕТАЛЕЙ | 1992 |
|
RU2042490C1 |
| Сборочный автомат | 1988 |
|
SU1549714A1 |
ШАГОВЫЙ КОНВЕЙЕР, содержащий установленную на направляющих с возможностью возвратно-поступательного перемещения щтангу с шарнирно-закрепленными собачками, фиксирующими щтырями собачек, и направляющие для деталей, отличающийся тем, что, с целью обеспечения возможности бесступенчатого и точного регулирования величины щага, щтанга имеет выступы и снабжена С-образными обоймами, установленными с возможностью поджатия их к выступам щтанги, при этом собачки закреплены на обоймах, а фиксирующие щтыри установлены внутри С-образных обойм с возможностью распора в их боковые стенки. (Л 00 о 
.5
игЛ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Шаговый конвейер | 1978 |
|
SU698852A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| 1964 |
|
SU415206A1 | |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
