Предметом изобретения является автомат для приварки выводов к торцам металлических колпачков непроволочных сопротивлений методом контактной электросварки, имеющий ленточный транспортер прерывистого движения для подачи сопротивлений с напрессованными на них колпачками от дозирующего бункера к сварочной головке, приводимой в действие кулачно-рычажным механизмом от общего с транспортером привода.
Предлагаемый автомат в отличие от известных автоматов того же назначения позволяет производить одновременную приварку выводов к обоим колпачкам и при сварке обеспечивает постоянство контактного давления.
Это достигается благодаря тому, что сварочная головка имеет два скобообразных токопроводящих зажима, захватывающих подаваемые транспортером сопротивления за колпачки, и расположенные по разным сторонам транспортера сварочные электроды, нагруженные грузами, создающими контактное давление, и прижимающие концы привариваемых выводов к торцам колпачков. В автомате предусмотрен также механизм для автоматической подачи к местам сварки металлических лент, из которых делаются выводы, и ножи для отрезки концов приваренных к колпачкам лент.
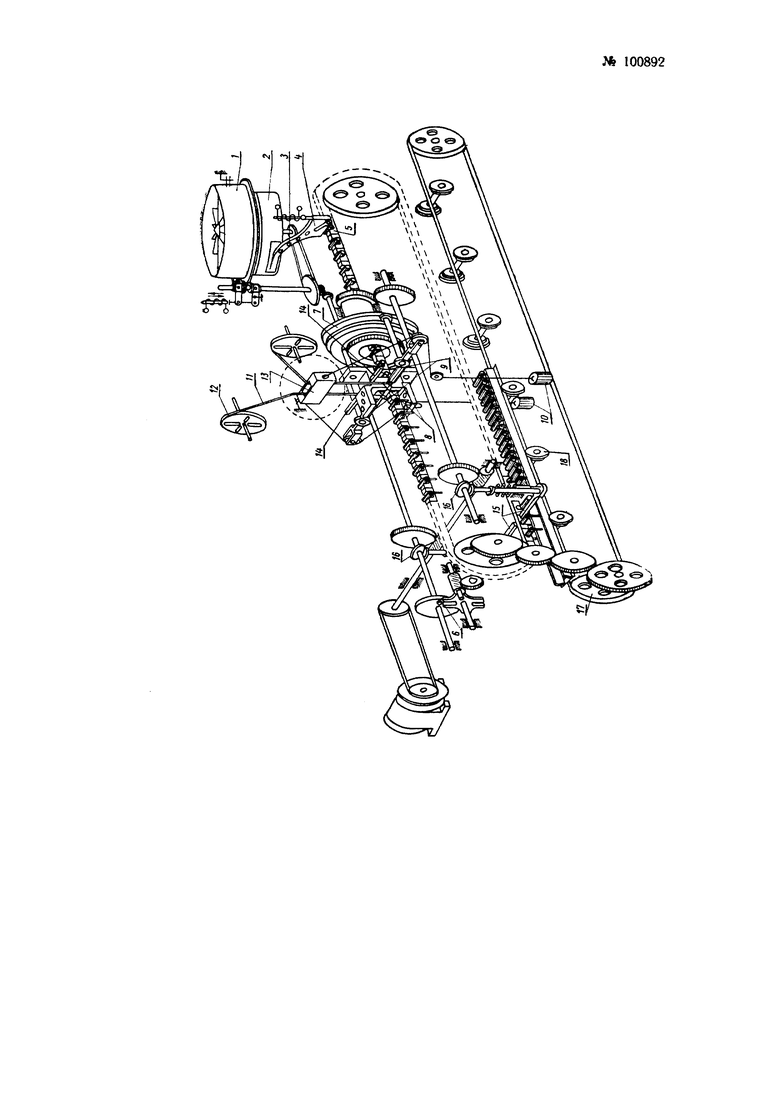
На чертеже представлена кинематическая схема автомата.
Сопротивления с напрессованными колпачками из дозирующего бункера 1 через центробежный питатель 2 и трубку питателя 3 укладываются электромагнитным укладывателем 4 в гнезда ленточного транспортера 5. Последний благодаря механизму 6 совершает прерывистое движение. Узел приварки состоит из кулачка 7, пары зажимов 8, служащих токоподводящими контактами, и пары электродов 9. Равномерное нажатие электродов при приварке выводов осуществляется с помощью грузов 10.
Сопротивление при подходе к месту сварки зажимается парой зажимов 8. Лента 11, сматываемая с рулона 12, подается устройством 13 и концы ее после приварки и отхода электродов отрезаются ножами 14. Сопротивления с приваренными выводами транспортером 5 доставляются к месту укладки в кассеты. В момент остановки транспортера толкатели 15 приводятся в движение кулачками 16 и вставляют сопротивления выводами в гнезда кассеты. Кассете сообщается прерывистое движение. Ведущий диск 17 транспортера кассет, движущихся по буксам 18, связан жесткой кинематической связью с ленточным транспортером 5. Конструкция кассет обеспечивает их остыкование между собой для получения непрерывной зарядки.
Необходимыми условиями получения качественной сварки являются устойчивость давления электродов 9 и неизменность затрачиваемого на каждую сварку количества электричества и времени его протекания через свариваемые детали. Первое условие достигается применением грузов 10, вторые два - применением соответствующей индуктивно-емкостной импульсной схемы зажигания управляющих игнитронов сварочного трансформатора (на чертеже не показана).
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для приварки контактов к держателям | 1976 |
|
SU642116A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ БЕРД | 1937 |
|
SU55520A1 |
| Устройство для изготовления проволочных резисторов с аксиальными выводами | 1988 |
|
SU1653008A1 |
| Сварочный автомат | 1956 |
|
SU107457A1 |
| Устройство для приварки проволочных выводов встык к колпачкам непроволочных сопротивлений | 1958 |
|
SU123269A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ КОНТАКТОВ | 1970 |
|
SU263776A1 |
| Устройство для контактной сварки | 1986 |
|
SU1388231A1 |
| Контактный узел непроволочного сопротивления | 1959 |
|
SU125599A1 |
| Способ автоматической приварки проволочных выводов и устройство для его осуществления | 1986 |
|
SU1532248A1 |
| УНИВЕРСАЛЬНЫЙ ПОЛУАВТОМАТ ДЛЯ ТОЧЕЧНОЙ СВАРКИ КОНТАКТОВ | 1966 |
|
SU181758A1 |
1. Автомат для приварки выводов к торцам металлических колпачков непроволочных сопротивлений методом контактной электросварки, содержащий в себе ленточный транспортер прерывистого движения для подачи сопротивлений с напрессованными на них колпачками от дозирующего бункера к сварочной головке, приводимой в действие кулачно-рычажным механизмом от общего с транспортером привода, отличающийся тем, что, с целью одновременной приварки выводов к обоим колпачкам и обеспечения при сварке постоянства контактного давления, сварочная головка имеет два скобообразных токопроводящих зажима, захватывающих подаваемые транспортером сопротивления за колпачки, и расположенные по разным сторонам транспортера сварочные электроды, нагруженные грузами, создающими контактное давление, и прижимающие концы привариваемых выводов к торцам колпачков.
2. В автомате по п. 1 применение механизма для автоматической подачи к местам сварки металлических лент, из которых образуются выводы, и ножей, отрезающих приваренные к колпачкам концы указанных лент.
