Предлагаемый, согласно изобретению, сварочный автомат имеет целью изготовление металлических берд посредством контактной сварки, вместо обычно применяемого для этой цели паяния. Особенностью этого автомата является выполнение подвижного электрода сварочного устройства в виде двух параллельно включенных и одновременно перемещаемых стержней (электродов) для одновременной приварки обоих концов зубьев и прокладок между зубьями.
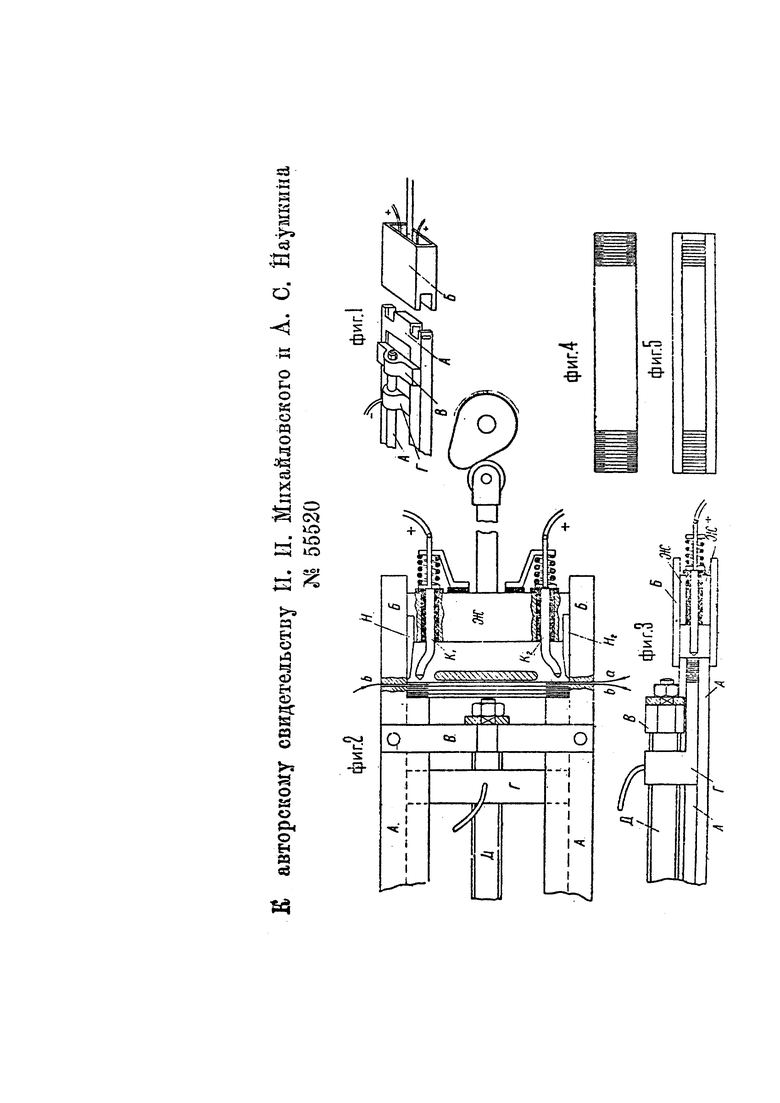
На чертеже фиг. 1 изображает предлагаемый автомат в перспективе; фиг. 2 и 3 - то же в двух проекциях (вид сверху и сбоку); фиг. 4 и 5 - набранный и сваренный бердочный зуб.
На станине станка устанавливается коробчатая обойма А для набора в ней бердочного зуба а. Промежутки между зубьями а заполняют короткие пластинки-прокладки b. Подача лент для зуба а и коротких прокладок b одновременно на определенную длину совершается механизмом самозажимающих клиньев при рабочем ходе от кулачкового эксцентрика. С коробчатой обоймой А жестко соединяется в одну систему коробка Б, в которой ходит ползун Ж; к последнему прикреплены ножи Н1 и Н2. Кроме того, в ползуне Ж помещаются пружинящие стержневые контакты (электроды) K1 и K2, установленные в фарфоровых изоляторах. К этим контактам, включенным параллельно, подводится ток от сварочного трансформатора. Ползун Ж приводится в движение от кулачкового эксцентрика. При рабочем движении ползуна Ж происходит приварка зуба а и короткой прокладки b в одну систему с ранее сваренными при посредстве контактов K1 и K2 и одновременно отрезка их от ленты с помощью ножей Н1 и Н2. Ток подается в контакты K1 и K2 для обеспечения надежной сварки попеременно, причем включение и выключение (почти мгновенные) осуществляются распределительным механизмом в период контактирования. Набранные и сваренные зубья берда, как одно целое, опираются в подвижный упор Г, соединенный с контактным проводом, присоединенным к другому зажиму сварочного трансформатора. Упор Г каждый раз отступает на установленную длину (соответственно утолщению приваренного зуба), перемещаясь, как гайка по винту Д, получающему движение от храпового механизма с настройкой на требуемую величину. Конец винта Д, для устранения осевых перемещений, укрепляется, с возможностью вращения, в траверзе В, жестко соединенной с обоймой А.
Автоматичность работы станка достигается общеизвестными распределительными механизмами кулачковых эксцентриков, действующих в установленной последовательности.
Набранный и сваренный в одну систему бердочный зуб представляет собой одно жесткое целое (фиг. 4); после наложения планок оформление берда завершается шовной контактной электросваркой, как показано на фиг. 5. Ремонт и замена отдельных зубьев берд совершаются легко торцевым сверлением и расчисткой отверстия, после чего вставляется отдельная секция из двух-трех или более сваренных вместе зубьев, а затем производится фиксация этой секции электросваркой или пайкой оловом (последнее принципиально нежелательно).
Предлагаемый сварочный автомат для изготовления металлических берд дает возможность 1) избавиться от применения дефицитного металла - олова; 2) исключить вредное производство пайки оловом; 3) повысить качество продукции, устранив разъедание тонкого бердочного зуба кислотой при пайке; 4) повысить стойкость против коррозии, которая, в результате действия кислоты при пайке, последующей промывке и даже при совершенной просушке, наступает скорее и отражается на качестве ткани в работе; 5) устранить лишние ненужные технологические процессы нейтрализации, промывки и просушки; 6) отказаться от деревянных слачков, вредного производства варки берд и избавиться от возможного коробления берд при этом; 7) повысить продуктивность производства берд, удешевить его и дать лучшего качества продукцию.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ПРИВАРКИ ВЫВОДОВ К ТОРЦАМ МЕТАЛЛИЧЕСКИХ КОЛПАЧКОВ НЕПРОВОЛОЧНЫХ СОПРОТИВЛЕНИЙ | 1951 |
|
SU100892A1 |
| Сварочный автомат | 1956 |
|
SU107457A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЖАТЕЛЕЙ ТИПА СКОБ, | 1967 |
|
SU195576A1 |
| Автомат карусельного типа для монтажа ножек люминесцентных ламп | 1959 |
|
SU123623A2 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ДЛИННОМЕРНОГО МАТЕРИАЛАВСЕСОЮЗНАЯ11Я?|1Т§10-ТЕХНН'{?01! | 1972 |
|
SU332902A1 |
| Автомат для ударной конденсаторной сварки | 1988 |
|
SU1549705A1 |
| Автомат для приварки контактов к держателям | 1976 |
|
SU642116A1 |
| УСТАНОВКА ДЛЯ ПРИВАГ»КИ ПРОВОЛОЧНЫХ ВЫВОДОВ | 1971 |
|
SU297090A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ РЕЛЬЕФНОЙ СВАРКИ ^СЕСОЮоНАЯТмТ?ИТ1Ш-=ТЕ1Ш1?ОНМ| | 1972 |
|
SU331858A1 |
| Установка для изготовления решеток | 1977 |
|
SU707753A1 |
1. Автомат для изготовления металлических берд посредством контактной сварки, отличающийся тем, что подвижный электрод сварочного устройства состоит из двух параллельно включенных и одновременно перемещаемых стержней (электродов) для одновременной приварки обоих концов зубьев и прокладок между зубьями.
2. В автомате по п. 1 применение кулачковых эксцентриков для шаговой автоматической подачи зубьев и прокладок.
3. В автомате по п. 1 применение двух ножей, механически связанных со сварочными электродами, для автоматического отрезания концов зубьев и прокладок после сварки, каждого из них.
