Изобретение может быть использовано в электротехнической промышленности, приборостроении и других отраслях промышленности.
Известен автомат для изготовления контаков, содержащий сварочную головку с механизмом подачи контактной проволоки, режущее устройство, механизм формовки и многопозиционный транспортирующий стол.
Однако такой автомат не обеспечивает необходимого качества изготовления контактов за счет некачественной отрезки проволоки имеющимся режущим устройством.
Предложенный автомат отличается от известного тем, что режущее устройство выполнено в виде одного неподвижного ножа, встроенного в механизм подачи проволоки, и нескольких подвижных ножей, число которых равно числу позиций стола, при этом каждый из ножей установлен при помощи подпружиненного поворотного в плоскости, параллельной столу, рычага с отверстием, взаимодействующим с (фиксатором.:
Такая конструкция автомата позволяет повысить качество изготовления посеребренных контактов с отогнутым концом.
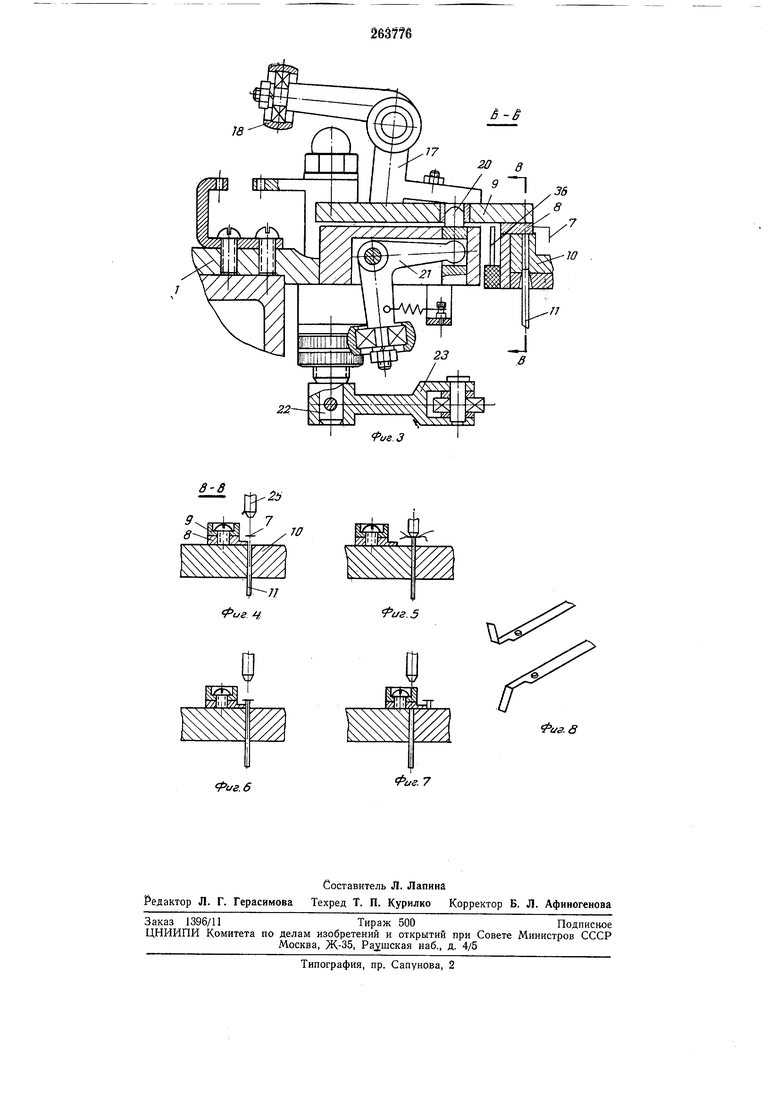
На фиг. 1 изображен общий вид автомата в разрезе; на фиг. 2 - позиция индексирующего стола, вид по стрелке А; на фиг. 3 - разрез по Б-Б на фиг. 2; на фиг. 4-7 -
разрез по В-В на фиг. 3 (при разных положениях ножа); на фиг. 8 - контактные пружины с приваренными контактами. Автомат содержит многопозиционный индексирующий стол /, смонтированный на поворотном механизме 2, периодически сообщающем столу перемещение на щаг. Рядом со столом расположены механизм 3 подачи контактной проволоки, механизм 4 , создающий сварочное давление, механизм 5 для формовки контактов. Каждая позиция стола несет фиксаторы 6 для установки контактных пружин 7 и подвижный нож 8, смонтированный на рычаге 9. Неподвижный нож 10, с которым при отрезке проволоки 11 взаимодействуют ножи 8, является элементом механизма подачи, расположенного рядом со столом. Механизм 3 подачи проволоки управляется кулачками 2, смонтированными на валу 13,
который связан с однооборотной муфтой 14, включаемой электромагнитом. Механизм формовки приводится кулачком 15 через передачу от однооборотной муфты 16, которая также включается электромагнитом. Контактные пружины 7 закрепляются на позициях прижимом 17 с роликом 18 и прижимы закрепляются копиром 19. Рычаги 9 снабжены отверстиями, в которые входят фиксаторы 20 с подпружиненными рычагами 21, снабженлен на валике 12, который новорачивается от. рычага 23 с роликом. Рычаг 9 снабжен пружиной 24. Сварочное давление сообщается на электрод 25 регулируемой пружиной 26. Прдгиб плоской пружины 27 задается винтом 28. Качество сварки определяется жесткостью плоской пружины 27, регулируемой перемещением колодки 29 вдоль пружины, и моментом инерции системы, зависящим от величины и места крепления груза 30. Управляется механизм сжатия кулачком 31.
При перемещении стола положение рычага 9 с ножом 8 определяется копиром 32, а положение фиксатора 20 - копиром 33, по которым катятся ролики. Микропереключатели управляют последовательностью, работы авто.мата: микропереключатель 34 выключает поворотный механизм 2; 35 выключает однооборотные муфты 14 и 16 (однооборотная муфта 14 включается только при наличии на позиции, поданной на сварку, контактной пружины 7, которая взаимодействует с сигнальной пружинкой 36). Микропереключатель
37выключает однообор.отные муфты 14 и 16;
38включает поворотный механизм 2; 39 - сварочный импульс; 40 дает сигнал на счетчик.
От кулачков, смонтированных на валу 13, приводятся толкатели 41 и 42, управляющие (при подаче проволоки и приварке) положением рычага 9 с ножом 8 и фиксатором 20.
Работает автомат следующим образом.
Контактная пружина 7 устанавливается на фиксаторы 6 многопозиционного стола и закрепляется прижимом 17; при этом рычаг 9 с ножом отведен, чтобы не препятствовать установке пружины. Кнопкой «пуск включается поворотный механизм 2, который пере.мещает стол на один щаг. В то время, как на следующую позицию стола устанавливается новая контактная пружина, срабатывают механизмы 3 нодачи контактной проволоки 4 приварки и 5 формовки, включаемые микропереключателем 35.
Контактная пружина 7 (см. фиг. 4-7) останавливается точно под электродом 25. Во избежание быстрого выхода из строя ножа 8 при сварке он отводится в сторону, к контактной пружине 7 подается проволока, которая
прижимается к неподвижному ножу 10 опускается электрод 25 и подается .импудьс сварки. После приварки проволоки к пружине 7, электрод 25, цодним.ается, а нож 8 подводится к
проволоке, при этом в отверстие в рычаге 9 входит фиксатор 20. Включается цоврр отный механизм 2, и многопозиционный стол; перемещается на один шаг. ПрИ: этом нож. 8 рместе со столом перемещается относительно неподвижного Ножа 10, вмонтироданного; в механизм подачи проволоки: происх:одит отрезка приваренного контакта от остальной проволоки. Контактная пружина 7лрн отрезке перемещается вместе с ножом 8г Чтобы нож 8
не попал в штамп формовки, при, церемещении стола фиксатор опускается рычагрм, 21 под действием копира 33, а рычаг 9 с ножом 8 отводится при помощи копира 32. Контактная пружина 7 с приваренной заготовкой контакта останавливается против механизма формовки. Включается однооборотная муфта 16 и производится формовка приваренного контакта. При последующем перемещении стола прижим 17 раскрывается от копира 19
и пружина с приваренным контактом удаляется. Поворотный механизм и стол неподвижны, когда совершают работу м-еханизм-ы, управляемые однооборотными муфтами 14 и 16.
Предмет изобретения
Автомат для изготовления контактов, преимущественно посеребренных с отогнутым
концом, содержащий сварочную головку с механизмом, подачи контактной проволоки, релсущее устройство, механизм формовки- и многопозиционный транспортирующий (;трл, отличающийся тем, что, с целью повыщения
качества изготовления контактов, режущее устройство выполнено, в виде рдцого нецодвижного ножа, встроенного в механизм- додачи проволоки, и нескольких подвижных вджей, число KOTopbix равно числу позицвд (;тР.
ла, при этом каждьш из ножей установлен на столе, при помощи подпружидецно.гр поворотного в цлоскости, параллельной столу, рычага с отверстием, взаимод€Й.ствую.щим, с ф.иксатором. Е. .2В
| название | год | авторы | номер документа |
|---|---|---|---|
| РОТОРНО-ЦЕПНАЯ МАШИНА | 1970 |
|
SU259717A1 |
| УСТРОЙСТВО для СВАРКИ | 1973 |
|
SU377219A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЖАТЕЛЕЙ ТИПА СКОБ, | 1967 |
|
SU195576A1 |
| Автомат для сварки кольцевых швов в среде защитных газов | 1974 |
|
SU519294A1 |
| Автомат карусельного типа для монтажа ножек люминесцентных ламп | 1959 |
|
SU123623A2 |
| УСТРОЙСТВО ДЛЯ ПРИВАРКИ КОНТАКТОВ к КОНТАКТОДЕРЖАТЕЛЯМ | 1973 |
|
SU385695A1 |
| Автомат для приварки контактов к держателям | 1976 |
|
SU642116A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| МАШИНА для ИЗГОТОВЛЕНИЯ КОНТАКТНЫХ ПРУЖИН | 1973 |
|
SU365190A1 |
| УСТАНОВКА ДЛЯ ПРИВАГ»КИ ПРОВОЛОЧНЫХ ВЫВОДОВ | 1971 |
|
SU297090A1 |

Физ. 2
:
В-Ё
л /№S
SXXXXXXVvVV
v
fus.3
8-в
PtJS ч
fu3.5
Физ.З
