Изобретение относится к области машиностроения и может быть использовано при механической обработке цилиндрических деталей с некруглыми сечениями лезвийным инструментом.
Цель изобретения - повышение точности обработки.
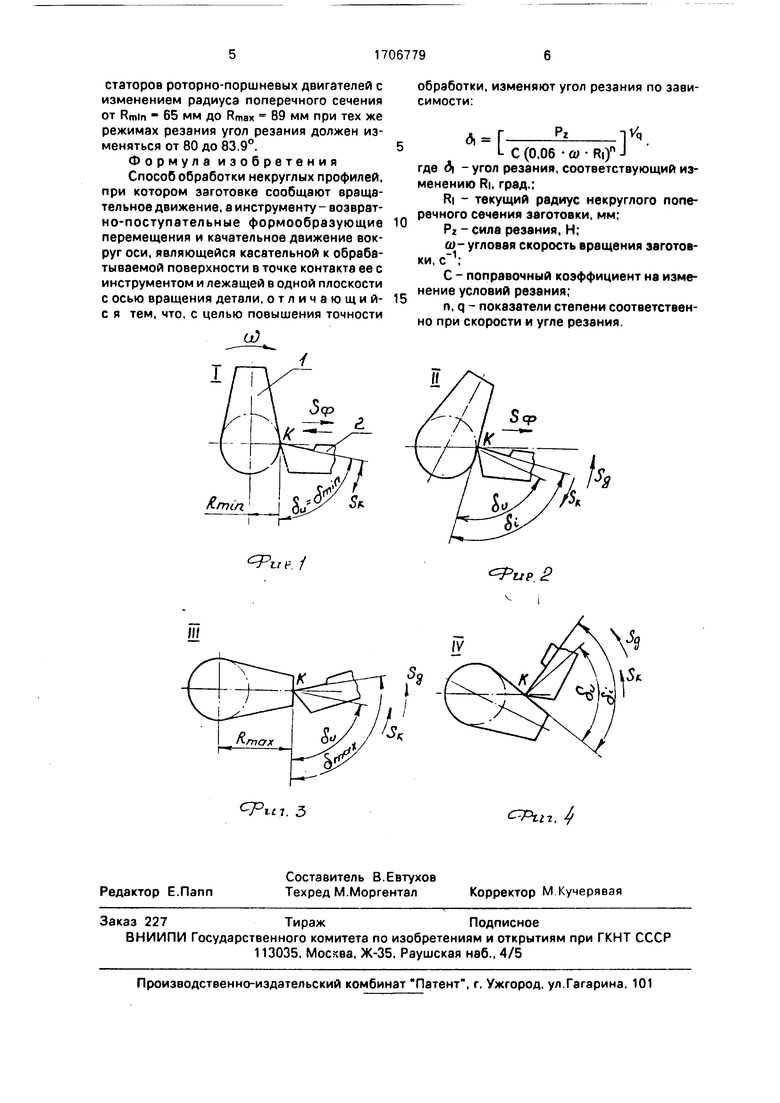
На фиг.1-4 представлены последовательные положения I, И, III и IV заготовки и инструмента в процессе обработки.
В процессе обработки цилиндрических поверхностей с некруглыми поперечными сечениями заготовка 1 вращается с постоянной угловой скоростью ш . В свою очередь лезвийный инструмент 2 получает продольную подачу вдоль обрабатываемой поверхности Snp, формообразующее возвратно-поступательное движение 5ф, зависящее от формы обрабатываемого профиля заготовки, качательное движение S вокруг оси, являющейся касательной к обрабатываемой поверхности в точке К контакта ее с инструментом и лежащей о одной плоскости
с осью вращения детали, дополнительный поворот 5д вокруг этой же оси, а также движение радиальной подачи Sp, обеспечивающее сьем требуемого припуска (глубины резания) с заготовки.
Режимы резания для реализации перечисленных движений, в частности выбор геометрических параметров (углов) и материала режущей части инструмента, глубины резания t (величины подачи Sp), продольной подачи Snp, скорости резания V и силы резания PZ определяют по общеизвестным методикам и нормативам. Однако угловую скорость вращения заготовки определяют для заданной скорости резания V на минимальном радиусе некруглого поперечного сечения заготовки Rmin.
(Л
С
vj
О
о
VI VJ Ю
О) -
V
0,06 FUn
0)
Формообразующее (профилирующее) возвратно-поступательное движение инструмента задают в зависимости от формы некруглого поперечного сечения заготовки при помощи соответствующего исполнительного органа, например копира, кинематически связанного с вращением заготовки. Аналогично задают качательные движения инструменту Зк и Зд в зависимости от характера обрабатываемого профиля некруглого сечения заготовки для обеспечения требуемого угла резания д.
Учитывая, что при увеличении скорости Vi силы резания уменьшаются, а при увеличении д , наоборот, силы резания растут, можно стабилизировать силы резания вдоль всего контура некруглого сечения заготовки. Поэтому в предлагаемом изобретении минимальное исходное значение угла (5и -(определенное на стадии выбора геометрических параметров режущей части инструмента) устанавливается при наименьшем радиусе заготовки Rmin. Указанному значению радиуса Rmin соответствует скорость резания V Vmin и величина силы резания Р2.
Для повышения точности обработки необходимо сохранить постоянным значение сил резания, несмотря на изменение (возрастание) скорости резания вследствие изменения (роста) текущего радиуса некруглого поперечного сечения заготовки RI, в связи с чем инструменту и сообщают дополнительный поворот Зд, обеспечивающий необходимое увеличение угла резания д,
Закон изменения угла резания 6 можно определить из следующих соображений. Известно,что
Pz CptxSyVinKp.
(2)
С другой стороны известна зависимость
Рг Cn 5i q .
(3)
Тогда, объединяя зависимости (2) и (3), можно получить
Pz - СФУ|П 3i q txSyKp.
Учитывая, что для заданных условий обработки значения Sy,tx, Сф, Кр постоянны, получают
Pz С V,n 5, ч.
(4)
Значения показателей степени в зависимости (4) можно определить из литературы, а коэффициент С можно рассчитать из уравнения (4) для ранее определенного значения PZ из зависимости (2) при Vmin и бц.
Тогда из зависимости (4) с учетом (1) определяют
Pz
С (0,06 ш RI)
VQ
При этом, как уже отмечалось ранее, исходное значение угла резания 5и 3min устанавливается при Rmin. так как при увеличении RI растет Vi и уменьшается сила PZ). В результате для компенсации измене ния PZI необходимо увеличивать значение 5i. В противном случае, например, при компенсации Pzi за счет уменьшения д., когда исходное значение би 5тах и устанавливается при Rmax, необходимо было бы
0 уменьшать значение заданного угла инструмента а , что при больших перепадах RI могло бы привести к прекращению процесса резания.
Предлагаемый способ может быть реа5 лизован в известных конструкциях станков и устройств для обработки цилиндрических поверхностей с некруглыми поперечными сечениями, у которых обеспечивается кача- тельное движение инструмента для сохраQ нения постоянным угла резания. При этом привод качательных движений остается прежним и лишь регулируется некоторое увеличение угла резания д., рассчитанное по зависимости (5).
5 Например, необходимо обработать цилиндрические поверхности бесшпоночных соединений, поперечное сечение которых определяется гипоциклоидным трехгранным контуром, а текущий радиус заготовки
0 изменяется от Rmin 45 мм до Rmax 50 мм.
Выбирают угол резания инструмента
(5и 80°, t 1.5 мм, S 0,2 мм/об, Vmin м/мин. В этом случае по зависимостям
(1) и (2) находят Ш- ,22.. Рг 676Н.Иэ
5 формулы (4) определяют, что для данных условий обработки поправочный коэффициент С 15,6. Тогда из уравнения (5) определяют значение угла резания д. в зависимости от изменения текущего радиуса
0 заготовки RI. В частности, для значения Rmax 5max 81,3°. Таким образом, при обработке бесшпоночных соединений с указанными размерами инструмент должен совершать качательное движение в зависимости от
5 формы поперечного сечения заготовки, обеспечивая изменение угла резания д. от 80 до 81,3°. В случае обработки цилиндрических поверхностей с направляющей линией в виде эпитрохоиды в деталях типа
статоров роторно-поршневых двигателей с изменением радиуса поперечного сечения от Rmin - 65 мм до Rmax 89 мм при тех же режимах резания угол резания должен изменяться от 80 до 83,9°.
Формула изобретения Способ обработки некруглых профилей, при котором заготовке сообщают вращательное движение, а инструменту - возврат- но-поступательные формообраэующие перемещения и качательное движение вокруг оси, являющейся касательной к обрабатываемой поверхности в точке контакта ее с инструментом и лежащей в одной плоскости с осью вращения детали, отличающий- с я тем, что, с целью повышения точности
обработки, изменяют угол резания по зависимости:
PZ
|Va
С (0,06 СУ Ri)n J где д - угол резания, соответствующий изменению RI, град.;
RI - текущий радиус некруглого поперечного сечения заготовки, мм;
Рг - сила резания, Н;
ш- угловая скорость вращения заготовки,
С - поправочный коэффициент на изменение условий резания;
п, q - показатели степени соответственно при скорости и угле резания.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ механической обработки и устройство для его осуществления | 1989 |
|
SU1838047A3 |
| Способ управления обработкой детали резанием | 1990 |
|
SU1811986A1 |
| Способ обработки некруглых деталей | 1981 |
|
SU1009612A1 |
| Способ обработки деталей некруглого сечения | 1983 |
|
SU1159721A1 |
| ФОТОТЕНЗОМЕТРИЧЕСКИЙ СПОСОБ ИЗМЕРЕНИЯ ХАРАКТЕРИСТИК БЫСТРОПРОТЕКАЮЩИХ ПРОЦЕССОВ | 2004 |
|
RU2277037C1 |
| ИЗМЕРИТЕЛЬНО-ВЫЧИСЛИТЕЛЬНЫЙ ФОТОТЕНЗОМЕТРИЧЕСКИЙ КОМПЛЕКС ДЛЯ РЕГИСТРАЦИИ ХАРАКТЕРИСТИК БЫСТРОПРОТЕКАЮЩИХ ПРОЦЕССОВ | 2004 |
|
RU2277036C1 |
| Способ обработки деталей из заготовок с неравномерным припуском | 1981 |
|
SU1000155A2 |
| Способ обработки некруглых валов | 1990 |
|
SU1764859A1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ | 1995 |
|
RU2094206C1 |
| СПОСОБ ОБРАБОТКИ НЕКРУГЛЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2214889C1 |
Изобретение относится к области машиностроения и может быть использовано при механической обработке цилиндрических деталей с некруглым сечением лезвийным инструментом, Целью изобретения является повышение точности обработки. Заготовке сообщают вращательное движение, инструменту - возвратно-поступательные формообразующие перемещения и кача- тельное движение вокруг оси, являющейся касательной к обрабатываемой поверхности в точке контакта ее с инструментом и лежащей в одной плоскости с осью вращения детали. В процессе обработки инструменту сообщают дополнительный поворот, обеспечивающий изменение угла резания. 4 ил.
Фие.1
ш
РиР.2
| Способ обработки кулачковых деталей | 1974 |
|
SU529007A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
