I Изобретение относится к машиностроению и может быть использовано при механической обработке цилиндри ческих деталей с некруглыми попереч ными сечениями, как лезвийным, так и абразивным инструментами. Цель изобретения - повышение точ ности обработки деталей некруглого сечения путем обеспечения правильности формы поперечного сечения деталей.; На чертеже преведена схема устройства для реализации предлагаемого способа. Обрабатываемой заготовке Id радиУсом (,p. сооб| ается вращательное движение с частотой и об/мин. Режущий инструмент 2, например резец, закрепленный на планке-шатуне 3 получает синусоидальные колебания от вибратора 4 посредством тяги 5 и каретки 6, перемещающейся по кри.вошипу 7. Вибратор установлен В кронштейне 8, перемещающемуся по колонке 9. Изменяя расстояние i по оси качания кривошипа в основании приспособления до каретки 6 за счет ее подъема вдоль кривошипа 7, ампли туда перемещений инструмента, определяемая расстоянием мёлду точками В и С в месте контакта с заготов кой, в P/i раз больше амплитуды колебаний вибратора. Таким образом изменяют глубину резания в ходе обработки. Частота синусоидальных колебаний инструмента fO в и/ раз больше час тоты вращения заготовки, что характеризует получение Af -гранных проф лей детали tO. В ходе обработки горизонтальноколеблющаяся вершина (точка С) инструмента получает вертикальное смещение & , перемещаясь по oKpj ноСти 11 с радиусом И . В результате вершина инструмента из точки С будет попадать не вточку В, смещаться ниже оси симметрии детали в точку К и врезаться в ее попёреч ный контур, т.е. снимать больший на величину S припуск, чем положено, что приводит к искажению форм поперечного сечения детали. 71ля получения точных поперечных контуров необходимо, чтобы вершина инструмента находилась всегда на го ризонтальной оси симметрии детали без вертикальных смещений С этой 1.2 целью инструменту сообщают дополнительные колебательные движения VK . по круговой траектории с той же частотой и переменной амплитудой А, равной по величине вертикальным смещениям 4 и направленным в обратную сторону, т.е. при горизонтальном движении по круговой траектории, инструмент за счет колебаний Vj. будет возвращаться из точки К в точку В, не снимая лишнего металла, и тем самым повысить точность Изготовления некруглых поперечных сечений детали. . Для реализации колебаний V на осях Т2 качания кривошипов 8 установлены кулачки 13, профили которых при их повороте поднимают планку-шатун 3 с инструментом 2 на величину вертикальных смещений.От ненужных горизонтальных смещений из-за поворота кривошипа с кулачком, планкушатун удерживает вертикальный направлг1ющий паз 14 в корпусе 15 шарнира, в котором расположена и перемещается ось 12 качания. При этом корпус 15 вместе с планкой-шатуном поднимается под действием кулачка 13 на величину вертикальных смещений д отвосительно оси 12, находящейся в направляющем пазе 14, а сам кривошип 7 жестко связан с кулачком .13 и осью 12. Два кулачка 13 вертикальных смещений могут иметь одинаковые профили. Учитывая, чТо инструменту при обработке некруглых поперечных сечений для повьш1ения точности обработки сообщают еще и качательные движения вокруг его вершин, с целью сохранения постоянных углов резания, более дальний от детали кулачок профилируют так, что тоРец -резца поднимается или опускается сообщая инструменту нормальное расположение относительно изготавливаемой детали. Описанное устройство при реализации предлагаемого способа может ус;танавливаться в суппорте токарно-винторезного станка. Источником синусоидальных колебаний может быть гидравяичеСкий, электрический или любой другой известный вибратор. 6 результате использования предлагаемого способа появляется возможность обработки деталей с некруглыtta поперечны сечениями, которые можно использовать, в частности, в качестве профильных соединений валов и втулок взамен труднообрабатываемых
3
шглицевых соединений, тогда отпадает необходимость в использовании дорогостоящих, сложных шлицёфрезерных и тпицешлифовальных станков, снижаются расходы на электроэнергию, высвобождаются произво;чственные , уменьшается заработная плата рабочих вследствие снижения их квалификации, облегчаются условия труда из-за устранения малоэффективного ручного труда - слесарной подгонки соединений.
По сравнению с известным в процессе резания предлагаемым способом
214
вершина режущего инструмента всегда находится на оси симметрии детали и точно передает синусоидальные, перемещения инструмента на съём припуска с-заготовки. В итоге вершина инструмента не врезается излишне в поперечный контур детали и вносить этим искажения: в ее профиль, что повьш1ает точность обрабатьгеаемых.поверхностей. С повышением точности процесса появляется возможность уменьшения припусков под обработку, снижаются, трудозатраты и сокращается время на изготовление
деталей.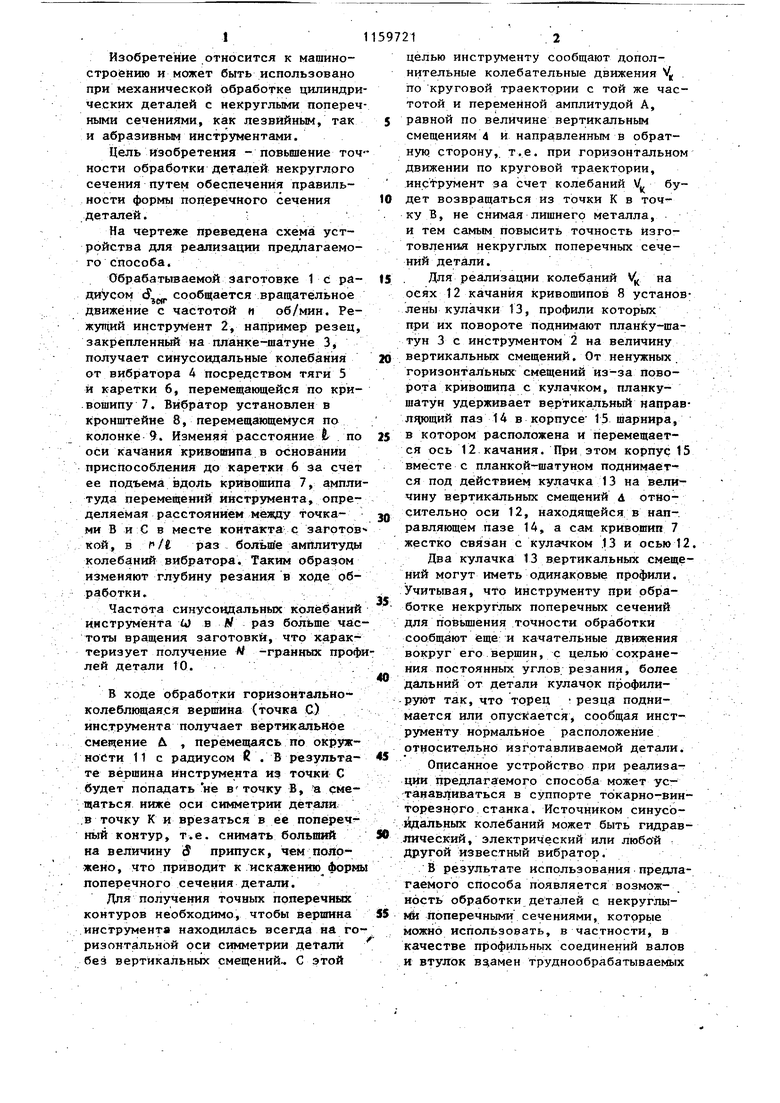
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки цилиндрической детали с многогранным поперечным сечением | 1981 |
|
SU1009726A1 |
| Способ обработки некруглых деталей | 1981 |
|
SU1009612A1 |
| Способ обработки деталей из заготовок с неравномерным припуском | 1981 |
|
SU1000155A2 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО РЕЗАНИЯ | 2001 |
|
RU2212309C2 |
| Токарный станок | 1982 |
|
SU1085676A1 |
| Устройство для шлифования деталей круглого сечения из древесины | 1981 |
|
SU1007934A2 |
| Способ обработки внутренней фаски | 1985 |
|
SU1271662A1 |
| СПОСОБ ОБРАБОТКИ ТЕЛ ВРАЩЕНИЯ НЕКРУГЛОГО СЕЧЕНИЯ | 2001 |
|
RU2211118C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ С КРУГЛОЙ ВИНТОВОЙ ПОВЕРХНОСТЬЮ | 2006 |
|
RU2306199C1 |
| Способ обработки деталей из заготовок с неравномерным припуском | 1980 |
|
SU900990A1 |
СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ НЕКРУГЛОГО СЕЧЕНИЯ, при котором инструменту задают поступательное движение по круговой траектории в . плоскости, Перпендикулярной оси заготовки, и дополнительное колебательное движение,- согласованное С поступательньм движением по круговой траектории, от ли ч а ю.щ и йс я тем, что, с целью повышения точности обработки дополнительное колебательное движение осуществляют по круговой траектории.
| Способ обработки деталей некруглого сечения | 1981 |
|
SU986599A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
