Изобретение сугносится к области машиностроения и может быть использовано при обработке атверсткй, и предназначено для усовершенствова дая креплений сверлильных расточных инструментов на борштангах.
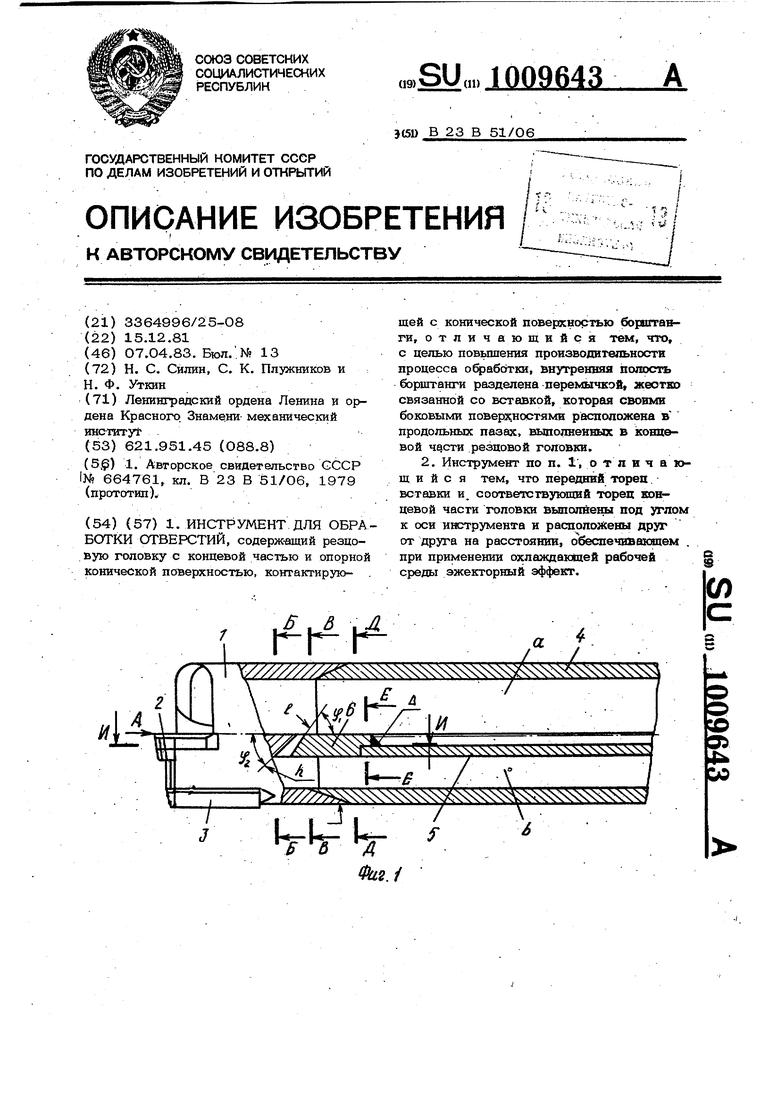
Известен инструмент IJ для обработки отверстий, который содержит толовку с закрепленными в нем режущими и направляющими элементами, корпус (борштангу) с хвостовиком и втулку, сечение которой по форме близко к форме основания усеченной пирамиды головки. Головка с борштангой жестко связаны посредством сварки или пайки. Головка и боригтанга содержит отверстия для подвода , СОЖ. Подобное соединение несколько упрощает технологию изготовления инструмента, но не гарантирует от поломок в процессе сверления в местах сварки головки, сечение которой близко к ф ме основания усеченной пирамиды, с бр щтангой- по опорным поверхностям. Надежность крепления снижается издефектов сварного соединения и ограниченной протяженности опорных поверхно стей головки с борштангой. Кроме того, в таком инструменте трудно готовить места под сварку и вы полнять несоосность головки с установленньпут в ней направляющими и режущи ми элементами с борштангой. Целью изобретения является повьпдение производительности процесса обрабо ки отверстий путем повьпиения жесткости соединения резцовой головки с борштангой и улучшения условий стружкоотвода. Эта цель достигается тем, что в инструменте для обработки отверстий, содержащем резцовую головку с концевой частью и опорную коническую поверхнос контактирующую с конической поверхностью борштанг, внутри борштанги в диаметральной плоскости установлена перемычка , жестко связанная с вставкой, которая своими боковыми поверхностями расположена в продоль ных пазах Концевой части резцовой головки. При этом передний торец вставки и соответствующий торец концевой части головки выполнены под углом относи тельно оси инструмента и расположены дру от друга на расстоянии, обеспетеваюшем при применении охлаждающей рабочей среды эжекторный эффект. На фиг. 1 изображен инструметгт, общий вид с разрезом.
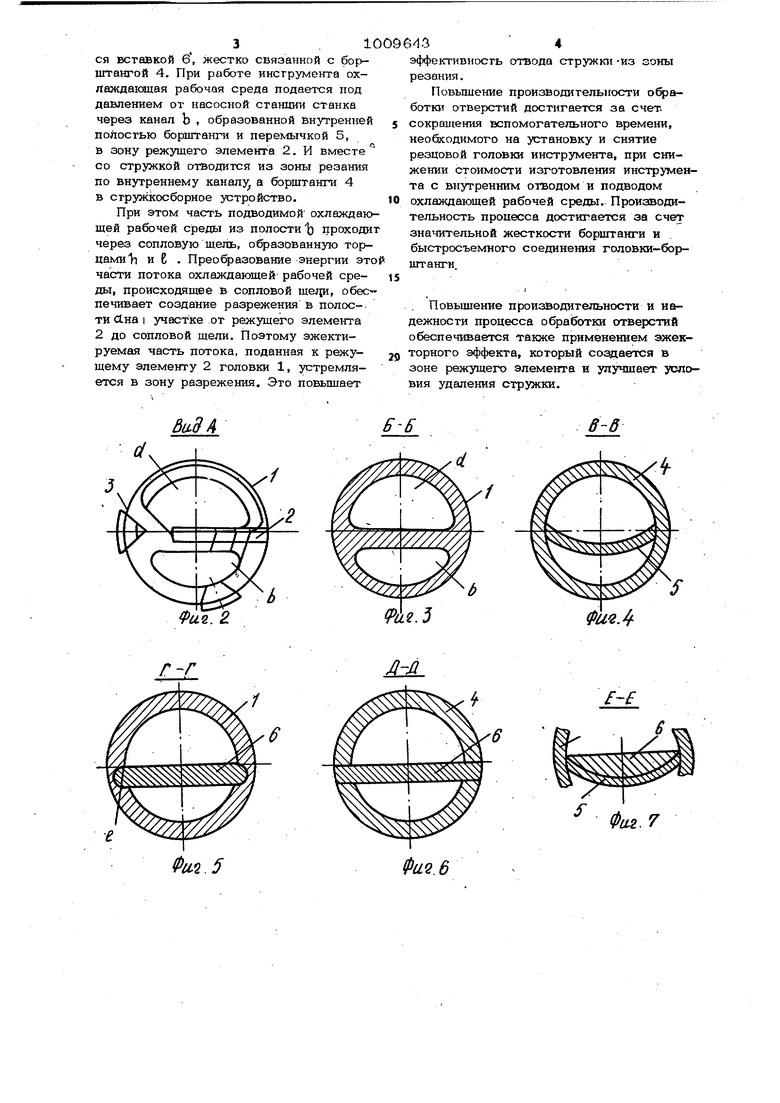
На фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3-8 - разрезы Б-Б, &ЭД, Г-Г., Д-Д, и И-И инструмента фиг. 1 соответственно. 5 Инструмент для обработки отверстий состоит из головки 1 с закрепленными в ней режущими 2 и направляющими 3 элементами, боригтанги 4, внутренняя полость которой разделена перемычкой
5, и вставки 6, установлешюй в диаметральной плоскости борщтанги 4. Посредством перемычки 5 и вставки образованы Q и t) для подвода и отвода из зоны резания рабочей охлаждающей среды. В передней части гборштанги 4 въшолнена наружная коническая поверхность d с несамотормозяш 1мся УГЛОМ и установлена жестко вставка 6, которая имеет в выступающей части относительно торца борщтанги 4 параллельные поверхностиС . В концевой части головки 1 аналогично вьтолнены конусная Поверхность и продольные пазы, имеющие идентичную форму поверхности как и боковые поверхности вставки 6. Передний торец В выступающей части вставки 6 и торец tl резцовой головю 1 выполнены под углом относительно оси инструмента. Угол Я наклона торца Е вставки 6 вьшолнен большим, чем угол наклоиа дна головки 1. Таким образом выполнена сопловая щeль сужающаяся в направлении канала а для отвода рабочей охлаждающей среды и стружки из зоны резания режущего элемента 2 головки 1. Ориентировочно верхний зазор может быть вьшолнен в пределах 0,1-0,5 мм. Перед обработкой отверстий продольные пазы Е головки 1 совмещают с вставкой 6, жестко связанной посредством сварки или пайки с борщтангой 4, и далее перемещением головки 1 вдоль оси инструмента упирают ко1шческую поверхность 6 концевой части головки 1 в поверхность наружного конуса борштанги 4. При этом передний торец Е вставки 6 устанавливается на некотором расстоянии от торца /Н концевой части головки 1. Силы резания, действующие на режущий элемент 2 головки 1, прижимают направляющие элементы 3 к поверхности обработанного участка отверстия заготовки. Осевая составляющая силы резания оспринимается головкой п через коническую поверхн(х;ть передается бор11 тнне 4, а крутящий MONfoiu пог ирпниглае--ся вставкой 6, жестко связанной с борштангой 4. При работе инструмента охлаждающая рабочая среда подается под давлением от насосной стагаши станка через канал b , образованной внутренней полостью борштанги и перемычкой 5, в зону режущего элемента 2. И вместе со стружкой отводится из зоны резания по внутреннему какапу а борштанги 4 в стружкосборное устройство.
При этом часть подводимой охлаждающей рабочей среды из полости IQ проходит через сопловую щель, образованную торцами Ь и 6 . Преобразование энергии aTo части потока охлаждающей рабочей среды, происходящее в сопловой щeJpI, обеспечивает создание разрежения в полос-. ти Лна I участке от режущего элемента 2 до сопловой щели. Поэтому эжектируемая часть потока, поданная к режущему элементу 2 головки 1, устремляется в зону разрежения. Это повьш1ает
Saff4
эффективность отвода стружки -из зоны резания.
Повьш1ение производительности обработют отверстий достигается за счет, сокращения вспомогательного времени, необходимого на установку и снятие резцовой головки инструмента, при снижении стоимости изготовления инструмента с внутренним отъодом и подводом охлаждающей рабочей среды. Производительность процесса достигается за счет значительной жесткости борштанги и . быстросъемного соединения головки-борштанги
. Повышение производительности и надежности процесса обработки отверстий обеспечивается также применением эжекjjj торного эффекта, который создается в зоне режущего элемента и улучшает условия удаления стружки.
6-6
Б-6
Фаъ. 2
т.5
.
.
fe.:f
Фa.6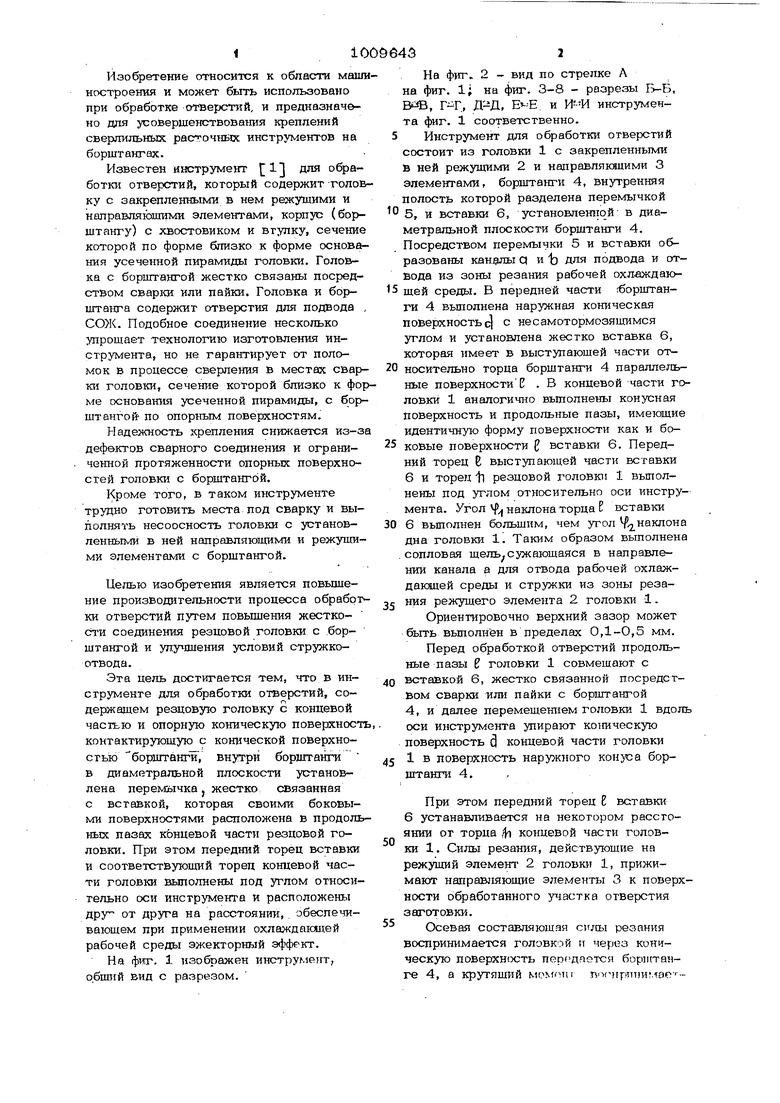
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для обработки глубоких отверстий | 1987 |
|
SU1521536A2 |
| Борштанга для обработки отверстий | 1983 |
|
SU1093408A1 |
| Инструмент для обработки отверстий | 1982 |
|
SU1127702A1 |
| Эжекторное сверло | 1982 |
|
SU1077718A1 |
| Эжекторное сверло | 1983 |
|
SU1111851A1 |
| Устройство для эжекторного сверления глубоких отверстий | 1989 |
|
SU1673307A1 |
| Инструмент для обработки отверстий | 1986 |
|
SU1472187A1 |
| Динамометрическая борштанга дляглубОКОгО СВЕРлЕНия ОТВЕРСТий | 1979 |
|
SU841799A1 |
| Расточная головка | 1973 |
|
SU545417A1 |
| Стенд для измерения статических и динамических характеристик инструмента в процессе механической обработки | 1981 |
|
SU975333A1 |
1. ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ, содержащий резцо. вую головку с концевой частью и опорной конической поверхностью, контактируюi Kt щей с конической поверхностью бориггавги, отличающийся тем, что, с целью повьппения производительности процесса обработки, внутренняя полость борштанги разделена переколчкэй ясеотко связанной со вставкой, которая своими боковыьли поверх.ностями расположена в продольных пазах, выполненных в концевой части резцовой головки. 2. Инструмент по п. 1, отличающийся тем, что передний торец вставки и. соответствующий торец концевой части головки выполнены под углом к оси инструмента и расположены друг от друга на расстоянии, (эбеспечивакхцем . § при применении охлаждакхцей рабочей среды эжекторный эффект. (Л а