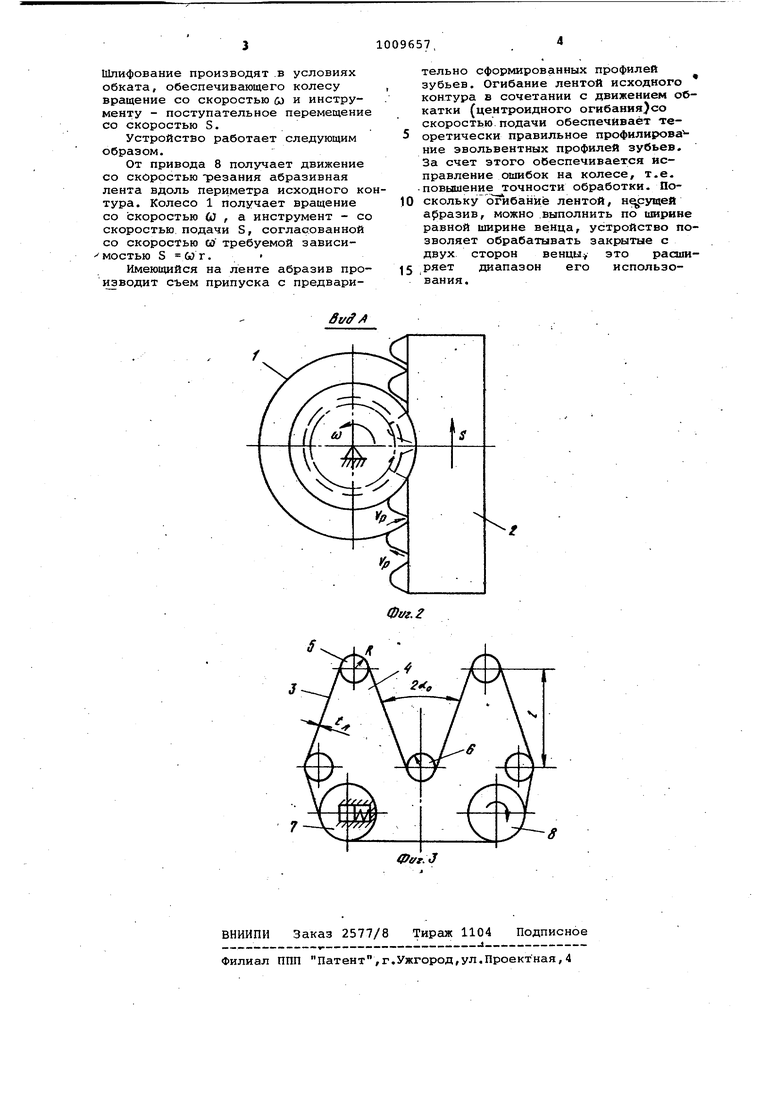
Йс«. / Изобретение относится к области механической обработки в частности к устройствам для шлифования эволь вентных зубчатых колес с прямыми зубьями с использованием абразивно ленты. Известно устройство для шлифования эвольвентных зубчатых колес, . содержащее корпус, направляющие и натяжной ролики, а также гибкую абразивную ленту . Это устройство позволяет обрабатывать зубчатые колеса с закрыты ми венцами. Недостатком устройства является низкая точность обрабатываемых колес, обусловленная, тем, что в процессе обработки периметр абразивно ленты имеет свою форму. Цель изобретения - повышение то ности обработки. Цель достигается тем, что устрой ство для шлифования эвольвентных зубчатых колес в условиях обката абразивной лентой, размещенной в корпусе и выполненной посредством направляющих элементов и подпружиненного натяжного ролика в виде реечного исходного контура, снабжено приводом перемещения гибкой абразив ной ленты со скоростью резания, а направляющие элементы представляют собой ролики, которые расположены таким образом, что взаимодействующие с ним рабочие ветви абразивной ленты образуют удвоенный угол профиля исходного контура, а радиусы не менее.двух направляющих роликов и проекцию межосевого расстояния дв направляющих роликов, взаимодейству ющих с одной и той же рабочей ветвь абразивной ленты на плоскость, перпендикулярную средней линии реечног исходного контура, образованного пе риметром абразивной ленты, выбраны из соотношения R г - t/,; , Ji h + R - R - 1д, где R - .радиус направляющего ролика, установленного у вершины зуба исходного контура г - требуемый радиус кругления вершины зуба исходного конт ра; tA - толщина абразивной ленты; I - проекция межосевого расстоя ния двух направляющих роликов, взаимодействующих с о ной и. той же рабочей ветвью абразивной ленты на плоскос перпендикулярную средней ли нии реечного исходного конт ра, образованного периметро абразивной -ленты; h - высота зуба шлифуемого колеса; радиус направляющего ролика, расположенного у основания исходного контура. На фиг. 1 показано предложенное . устройство, общий вид; на фиг. 2 вид А на фиг. 1; на фиг. 3 - схема установки абразивной ленты. Устройство для шлифования эвольвентных зубчатых колес 1 включает инструмент, представляющий собой корпус 2, несущий абразивную ленту 3. Для обеспечения наивысшей производительности шири11а инструмента перекрывает ширину венца Вц обрабатываемого колеса. Абразивная лента 3 установлена таким образом, что ее периметр огигбает (воспроизводит) исходный контур 4. Одновременно может воспроизводиться одна или несколько исходного реечного контура. Для обеспечения постоянства формы периметра абразивной ленты и, следовательно, правильного профилирования зубьев, направляющее ролики 5, установленные в корпусе инструмента, имеют радиус R, меньший рарадиус Гц закругления вершин зубьев рейки (на чертеже н.е обозначен) -на величину толщины гибкой абразивной ленты (t). При этом направляющие ролики расположены таким образом, что взаимодействующие С ними рабочие ветви гибкой абразивной ленты обрат „зуют удвоенный угол профиля исходного контура 2 об, а радиусы не менее ; двух направляющих роликов и проекция; межосевого расстояния двух направляющих роликов 5 и б, взаимодействующих с одной и той же рабочей ветвью абразивной ленты, на плоскость , перпендикулярную средней линии реечного исходного контура. образованного периметром абразивной ленты, выбраны из соотношений R г - гд ; + R, -R-t. -I -Л Для обеспечения нaтяжeн я абразивной ленты устройство имеет натяжной ролик .7, выполненный . подпружиненным, а для обеспечениядвижения ленты со скоростью резания вдоль периметра исходного контура устройств.о снабжено приводом 8. Продольная форма направляющих роликов зависит от продольного профиля обрабатываемых колес. Например, при шлифовании прямозубых колеС; ролики имеют цилиндрическую форму колес с бочкообразньлми зубьямивогнутую (например, ролики 5 и выпуклую (например, ролики 6).
Шлифование производят .в условиях обката, обеспечивающего колесу , вращение со скоростью (У и инструменту - поступательное перемещение со скоростью S.
Устройство работает следующим образом.
От привода 8 получает движение со скоростью -резания абразивная лента вдоль периметра исходного контура. Колесо 1 получает вращение со скоростью CJ , а инструмент - со скоростью, подачи S, согласованной со скоростью со требуемой зависимостью S (Уг.
Имеющийся на ленте абразив производит съем припуска с предварительно сформированных профилей зубьев. Огибание лентой исходного контура в сочетании с движением обкатки (центроидного огибания}со скоростью подачи обеспечивает теоретически правильное профилировав ние эвольвентных профилей зубьев. За счет этого обеспечивается исправление ошибок на колесе, т.е. -повышение точности обработки. Поскольку огибание лентой, несущей
0 арразив, можно выполнить по ширине равной ширине венца, устройство позволяет обрабатывать закрытые с двух сторон венцЫу это расширяет диапазон его использо5вания.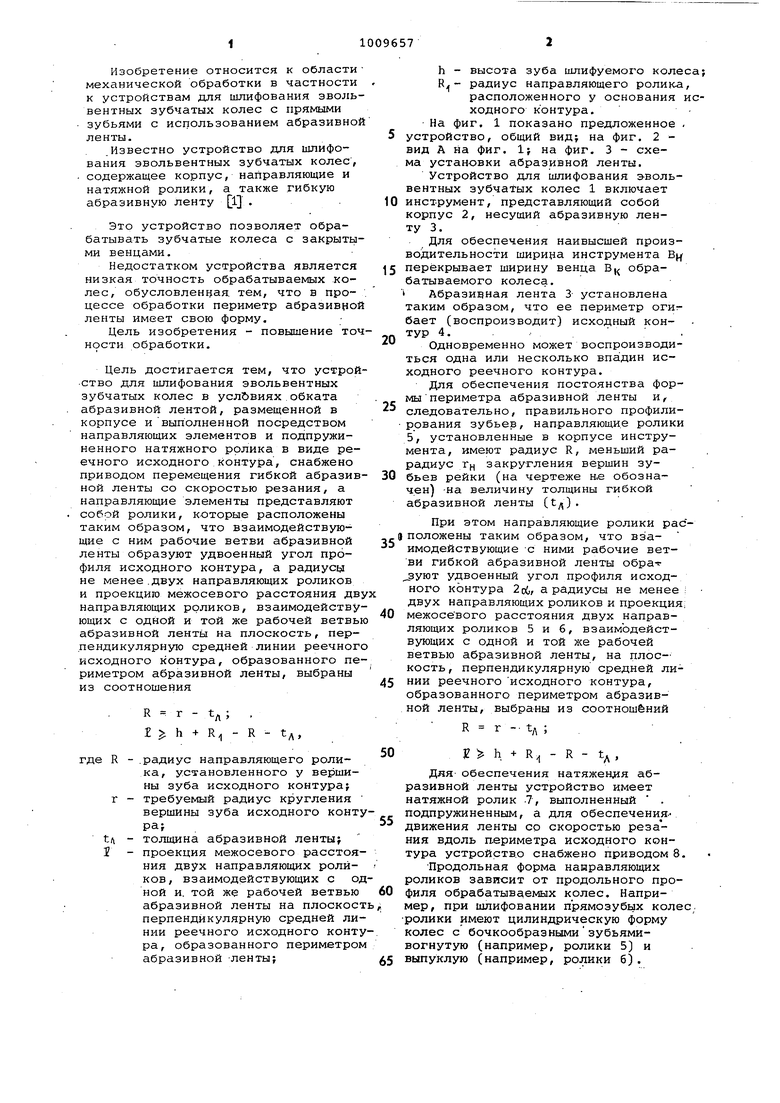
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1989 |
|
RU2029663C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1997 |
|
RU2123915C1 |
| Устройство Баранова М.К. к станку для обработки конических зубчатых колес | 1989 |
|
SU1734571A3 |
| Гибкая абразивная лента | 1985 |
|
SU1303390A1 |
| СПОСОБ ШЛИФОВАНИЯ ЭВОЛЬВЕНТНЫХ ПРОФИЛЕЙ КРУГОВЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1992 |
|
RU2047430C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| СПОСОБ ОБРАБОТКИ ЭВОЛЬВЕНТНЫХ ПРОФИЛЕЙ КРУГОВЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1992 |
|
RU2049608C1 |
| СПОСОБ ОБРАЗОВАНИЯ ЗУБЧАТЫХ ПЕРЕДАЧ ДВУХПОЗИЦИОННЫМ ОБКАТОМ | 2009 |
|
RU2412026C2 |
| ЭВОЛЬВЕНТНАЯ ЗУБЧАТАЯ КОРРИГИРОВАННАЯ ПЕРЕДАЧА ВНУТРЕННЕГО ЗАЦЕПЛЕНИЯ | 1991 |
|
RU2025614C1 |
| Способ шлифования зубчатыхКОлЕС | 1979 |
|
SU810407A1 |
УСТРЪЙСТВО дая ШЛИФОВАНИЯ ЭВОЛЬВЕНТНЫХ ЗУБЧАТЫХ КОЛЕС,в условиях обката абразивной лентой, размещенной в корпусе и выполненной посредством направляющих элементов и подпружиненного натяжного ролика в виде реечного исходного контура, отличающееся тем, что, с целью повышения точности обработ- , ки, устройство снабжено приводом пе-, ремещенид гибкой абразивной ленты со скоростью резания, а направляющие элементы представляют собой ролики, которые расположены таким образом, что взаимодействующие с ними рабочие ветви абразивной ленты образуют удвоенный угол профиля исходного контура, а радиусы не менее двухiнаправляющихроликов и проек ция межосевого расстояния двух направляющих ррликов, взаимодействующих с одной и той же рабочей ветвью абразивной ленты, на плоскость, пер-: пендикуларную средней линии реечно-, го исходного контура, образованного периметром абразивной ленты,, выбраны из выражений R г - tx ; -Г h + R - R - tft где R -радиус направляющего ролика, установленного у вершины зуба исходного контура} г - требуемый радиус скругления , вершины зуба йсхцдного кон тура tA - толщина абразивной ленты -проекция межосевого расстоя(Л ния двух направляющих роликов, взаимодействующих с одной и той же рабочей ветвью абразивной ленты, на плос-, кость, -перпендикулярную среда с ней линии реечного исходного контура, образованного периметром абразивной ленты; h - высота зуба шлифуемого колеса R - радиус направляющего 1 олика, (Х расположенного у основания зуба исходного контура. о: СП ч|
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 0 |
|
SU261118A1 |
