со
-sj
00
on
Изобретение относится к ювелир- ной промышленности, а именно к оборудованию для огранки ювелирных изделий.
Известен станок для огранки ювелирных изделий методом врезного шлифова:ния, содержащий станину с кареткой и шпиндельным узлом с шлифовальньм кругом, кассету с оправками для укрепления заготовок, установленную на каретке, и приводы шпиндельного узла, каретки и опрабок 1.
Недостаток такого станка заключается в необходимости частой и интенсивной правки шлифовального круга, что снижает производител; ;ность огранки.,,
Наиболее близким к предлагаемому станку является станок для огранки ювелирных изделий, содержащий станину с направляющими, каретку со шпинделем и обрабатывающим инстру;Ментом, установленную с возможность перемещения в направляющих, кассетодержатели .с оправками для закрепления ювелирных вставок, установленные в опорах с возможностью поворота, и приводы перемещений каретки, шпинделя и оправок 2 3Недостаток этого станка заключается в низкой точности обработки, вызванной неравномерностью съема прпуска с ювелирных вставок по длине кассеты, что снижает коэффициент использования сырья.
Целью изобретения является увеличение коэффициента использования сырья за счет повышения точности огранки ювелирных изделий.
Поставленная цель достигается те что в станке для огранки ювелирных изделий, содержащем станину с направляющими, каретку со шпинделем и обрабатываклцим инструментом, установленную с возможностью перемещения в направляющих, кассетодержатели с оправками для закрепления ювелирных вставок, установленные в опорах с возможностью поворота, и приводы перемещений каретки, шпинделя и оправок, каретка выполнена в виде карусели, направляющие - круговыми с осью, параллельной оси шпинделя, а опоры кассетодержателей в виде цапф, оси которых совмещены с прямой, лежащей в плоскости кассетодержателя на расстоянии от торца оправок, определяемом размером ювелирных вставок, опоры кассетодержателя расположены симметрично относительно оси круговых направляющих, а ось шпинделя удалена от оси круговых направляющих на расстояние, равное полусумме расстояний наиболее и наименее удаленных оправок от оси круговых направляющих.
Такое выполнение станка обеспечивает равномерность съема припуска всех ювелирных вставок подлин кассеты и cнижeJ ия величин деформации кассетодержателя, что обеспечивает повышение точности огранки ювелирных изделий и, как следствие, увеличение коэффициента использования сырья за счет снижения брака с 25 до 8%.
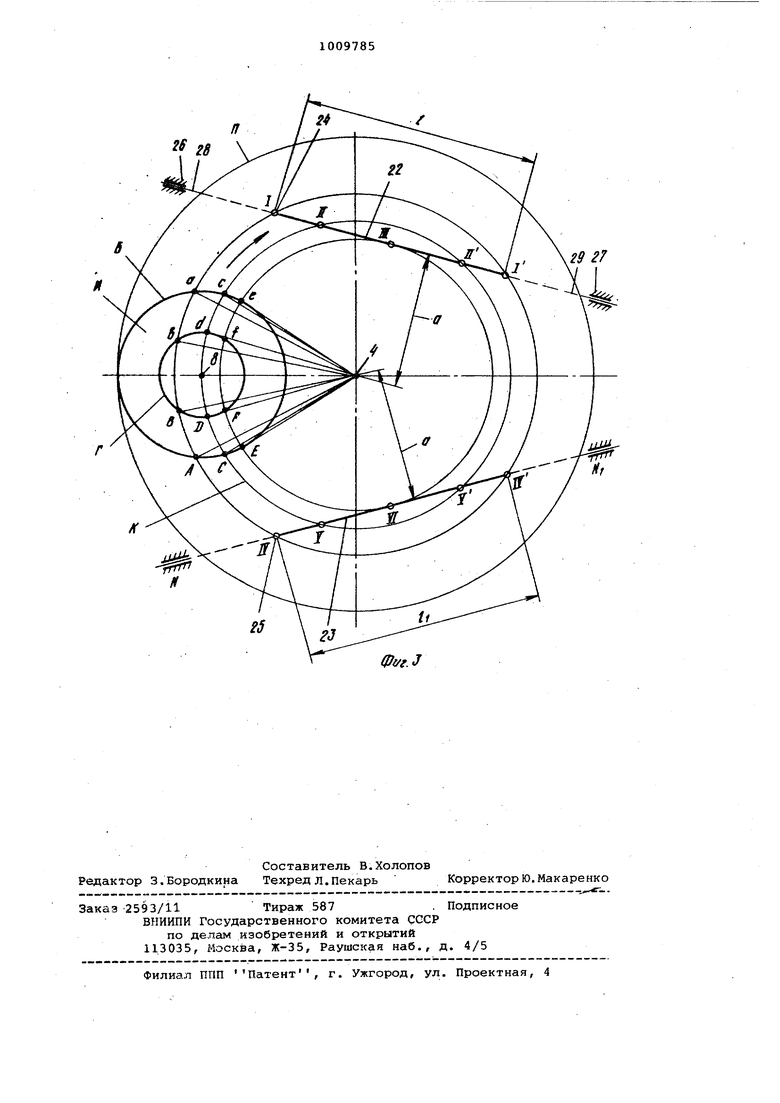
На фиг.1 изображен общий вид станка для огранки ювелирных изделий; на фиг.2 - кассетодержатель с кассетой; на фиг.З - схема расположения опор кассетодержателей и обрабатывающего инструмента относительно оси круговых направляющих.
Станок содержит станину 1 с колонной 2, наружная поверхность которой выполнена в виде круговых направляющих 3 с осью 4 (фиг.1). На направляющих 3 соосно уставовлена карусель 5 со шпинделем 7, ось 8 которого параллельна оси 4.
Привод перемещения карусели 5 выполнен в виде ходового винта 9, взаимодействукщего с гайкой 10 червячного колеса 11, смонтированного с возможностью вращения на станине 1 и соединенного посредством червяка 1 с валом двигателя 13.
Привод вращения карусели 5 выполнен в виде закрепленного на этой карусели зубчатого колеса 14, соединенного посредством зубчатого колеса 15 червячного редуктора 16 и ременной передачи 17 с двигателем 18.
Привод вращения шпинделя б выполнен в виде ременных передач 19 и 20, соединенных с двигателем 21.
Кассетодержатели 22 и 23 с оправкс1ми 24 и 25 для закрепления ювелирных вставок установлены в опорах 26 и 27 в виде цапф, оси 28 и 29 которых совмещены с прямой, лежащей в плоскости кассетодержателя на расстоянии от торца оправок, определяемом размером ювелирных вставок (фиг.2) .
Опоры 26 и 27 кассетодержателя расположены симметрично относительно оси 4,а ось 8 шпинделя 6 удалена от оси 4 на расстояние,равное полусумме расстояний наиболее и найме нее удаленных оправок от оси 4 (фиг.3).
Станок работает следующим образом.
Устанавливают оправки 24 и 25 с ювелирбыми. вставками в кассетодержатели 22 и 23. Включают двигатель привода, вращения шпинделя 6, двигатель 18 привода вращения карусели 5 приводы йассетодержателей 22, 23 и оправок 24, 25 (на фигурах не показаны) и двигатель 13 привода перемещения карусели 5.
Инструмент 7 совершает вращательное движение вокруг оси 8, круговое , планетарное движение и поступательное г1еремещение относительно оси 4 до контакта с ювелирной вставкой. В дальнейшем осуществляют обработку одной грани на каждой ювелирной вставке, меняют относительное расположение оправок 24 и 25 относительно инструмента 7 и последовательно обрабатывают остальные грани ювелирного изделия до завершения полного цикла обработки.
Расположение опор кассетодержателя симметрично относительно оси круговых направляющих и удаление оси шпинделя от оси круговых направляющих на расстояние, равное полусумме расстояний наиболее и наименее удаленных оправок от оси круговых направляющих обеспечивает равные участки и равные промежутки, времени контактирования каждой ювелирной-вставки с обрабатывающим инструментом, а также равные скорости резания в начале и в конце контактирования, что способствует удалению одинакового припуска с каждой ювелирной вставки.
Выполнение опор кассетодержателей в виде цапф, оси котГЬрых совмещены с прямой, лежащей в плоскости кассетодержателя на расстоянии от торца оправок, определяемом размером ювелирных вставок, обеспечивает снижение деформации кассетодержателя от действий моментов сил резания , что способствует повышению точности огранки.
Ф(/г. J

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для огранки вставок юве-лиРНыХ издЕлий | 1979 |
|
SU808329A1 |
| Станок для обработки ювелирных вставок | 1980 |
|
SU876455A1 |
| Суппорт ограночного станка | 1978 |
|
SU802055A1 |
| ЛИНИЯ НАМОТКИ КАТУШЕК РЕЛЕ | 2004 |
|
RU2262479C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОСРЕДСТВОМ ОБРАБОТКИ РЕЗАНИЕМ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ С ИСПОЛЬЗОВАНИЕМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО ЦЕНТРА | 2010 |
|
RU2446916C1 |
| Агрегатный станок для изготовления стеклопластиковых труб | 1979 |
|
SU921870A1 |
| УНИВЕРСАЛЬНЫЙ БЫТОВОЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1993 |
|
RU2060878C1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ РЕЗАНИЕМ ПОСРЕДСТВОМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО АГРЕГАТА | 2010 |
|
RU2446034C1 |
| МНОГООПЕРАЦИОННЫЙ КАМНЕОБРАБАТЫВАЮЩИЙ СТАНОК | 2004 |
|
RU2261799C1 |
| Устройство для формообразования ювелирных изделий | 1977 |
|
SU654415A1 |
СТАНОК ДЛЯ ОГРАНКИ ЮВЕЛИРНЫХ ИЗДЕЛИЙ, содержащийстанину с направляющими, каретку со шпинделем .и обрабатывающим инструментом, усСтанов ленную с возможностьюпереме, щения в направляющих, кассетодержа тели с оправками для закрепления ювелирных вставок, установленные в опорах с возможностью поворота, и приводы перемещений , шпинделя и оправок, отличающийся тем, что, с целью увеличения .коэффициента использования сырья за счет повышения точности огранки ювелирных изделий, каретка выполнена в виде карусели, направля1сщиё-кругов{ 1и с осью,параллель.ной оси , а опоры кассетодержателей - в виде цапф, оси которых совмещены с прямой, лежащей в плоскости кассетодержателя на расстоянии от торца оправок, определяемом размерен ювелирных вставок, опоры кассетодержателя расположены симметрично относительно оси круСО говых направляющих, ai ось шпинделя удалена от ос,и круговых направляющих на расстояние,.равное полусумме расстояний наиболее и наименее удаленных оправок от оси круговых направляющих.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автоматическое устройство для укладывания досок с торфинами, поступающими с торфяного пресса на канатный транспортер | 1923 |
|
SU919A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
