(54) СТАНОК дан ОБРАБОТКИ ЮВЕЛИРНЫХ ВСТАЮК
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для огранки вставок юве-лиРНыХ издЕлий | 1979 |
|
SU808329A1 |
| Станок для огранки ювелирных изделий | 1981 |
|
SU1009785A1 |
| Суппорт ограночного станка | 1978 |
|
SU802055A1 |
| МНОГООПЕРАЦИОННЫЙ КАМНЕОБРАБАТЫВАЮЩИЙ СТАНОК | 2004 |
|
RU2261799C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КАБОШОНОВ СО СЛОЖНОПРОФИЛЬНОЙ ПОВЕРХНОСТЬЮ ИЗ ПОЛУДРАГОЦЕННЫХ КАМНЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2705828C1 |
| СПОСОБ ПОЛУЧЕНИЯ МОНОКРИСТАЛЛОВ КВАРЦА ДЛЯ ЮВЕЛИРНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2066717C1 |
| СТАНОК ДЛЯ ГИБКИ ИЗДЕЛИЙПРОКАТА | 1971 |
|
SU320326A1 |
| Станок-автомат для обработки плоских поверхностей | 1988 |
|
SU1553393A1 |
| Устройство для формообразования ювелирных изделий | 1977 |
|
SU654415A1 |
| Кассета для полирования ювелирных вставок | 1981 |
|
SU990477A1 |
I
Изобретение относится к станкост)роению, а конкретно к оборудованию для обработки вставок из ювелирных камней, и предназначено для использования преимущественно в ювелирной промьппленности.
Известен станок для обработки ювелирных камней, включающий станину с плитой, несущей вертикально расположенный шпиндель с обрабатывающим инструментом и, два суппорта с кассетодержателями для закрепления кассет с заготовками, суппорты снабжены механизмами, обеспечивающими их установку вместе с кассетами относительно инструмента в положений, .необходимое для получения заданных формы и размеров обрабатываемых изделий 1}.
Известный станок предназначен для ограночных работ и позволяет осуществлять установку заготовок относительно инструмента лишь в несколько . определенных положений, фиксируемых на весь период обработки. Эта конструктивная особенность станка не позволяет обрабатывать с его помощью вставки со сложной-криволинейной конфигурацией, например встаёки типа кабошон.
Наиболее близким техническим решением к предлагаемому я|ляется станок для обработки ювелирных вставок, включающий обрабатывающий инструмент, станину с направляющими, в которых установлена подпружиненная каретка с приводом возвратно-поступательного перемещения ее в плоскости, перпендикулярной оси инструмента, кассетодержатель, закрепленную на нем кассету с заготовками и копиром, привод синхронного вращения заготовок и копира, привод вращения кассетодержателя и упор, взаимодействующий с копиром 2.
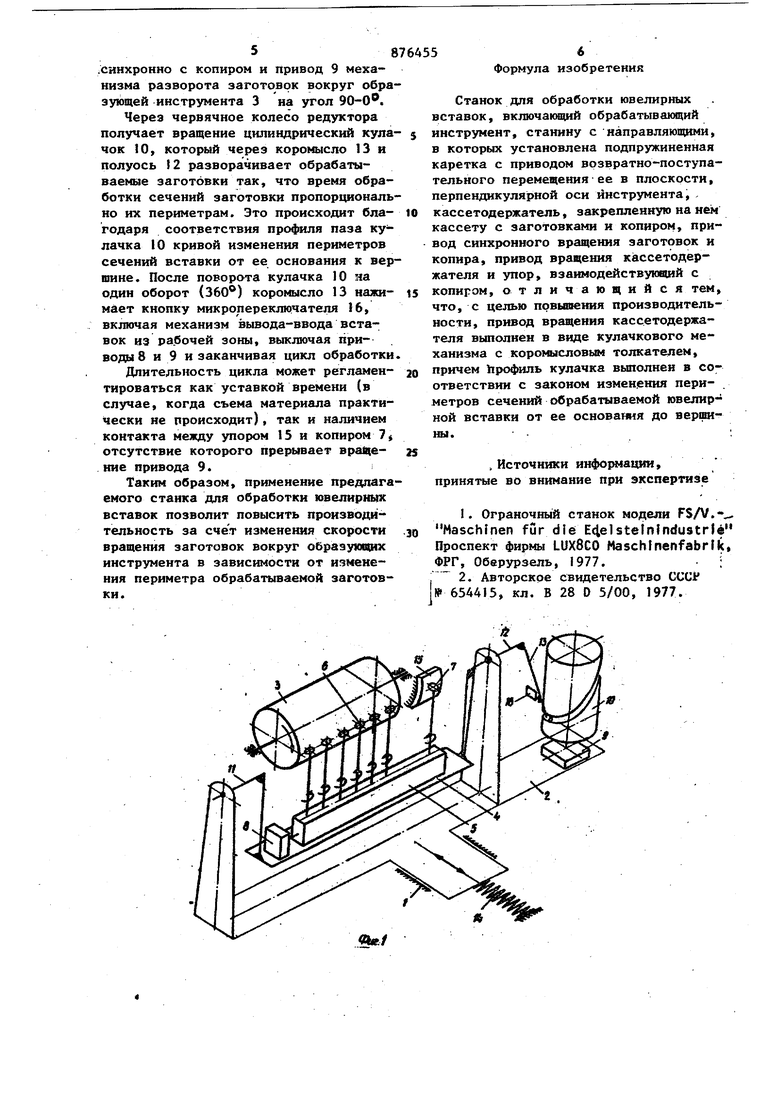
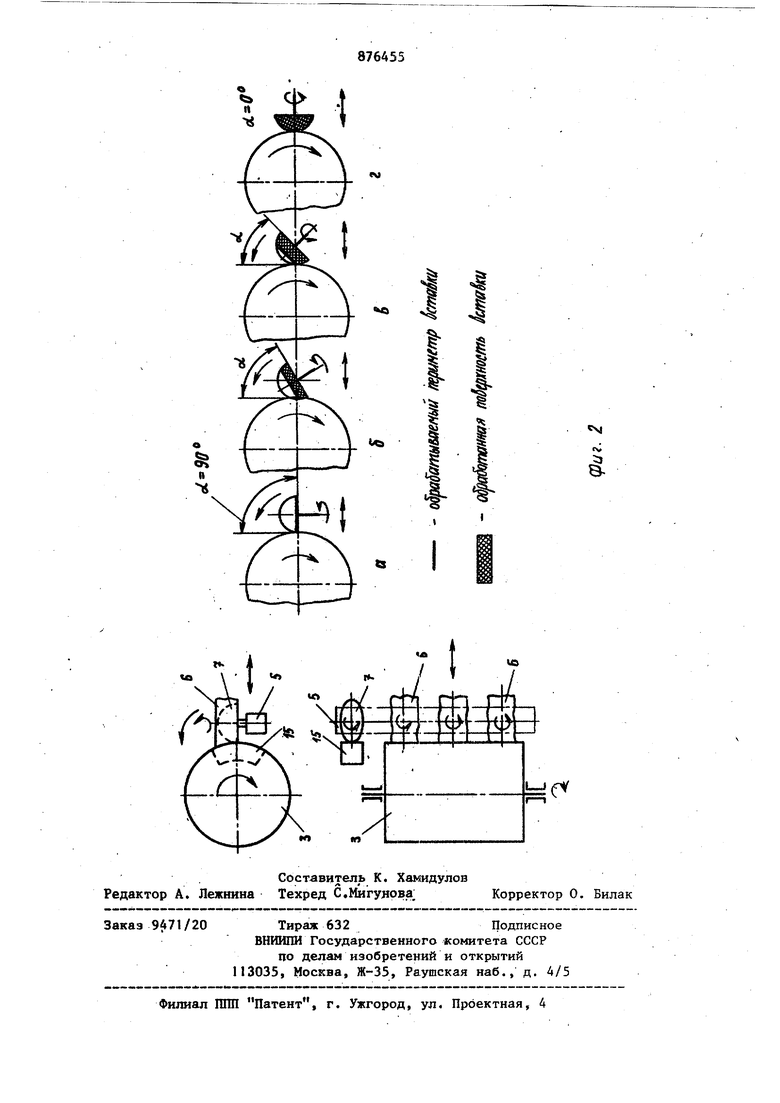
Недостатком известного станка является то, что при финишной обработке вставок типа кабошон, имеюишх в основании овал,разворот заготовок вокруг образующей инструмента на угол 90-0 , определяющий время обработки поверхности вставок в различных сечениях заготовки, параллельных ее основанию гроисходит равномерно при различной длине периметров овалов в этих сечениях. Длины периметров упомянутых сечений исчисляются приближенно по формуле расчета периметра эллипса 3ia±bl J где L - длина периметра сечения; а и b полуоси овала, величины которых от основания к вершине кабошона изменяют ся по закону синусов: а а. S i noL, b b. s i угол разворота вставки (о cL 90); b - полуоси овала в данном сечении. В результате поверхности у вершины вставки, имеющие минимальные пери метры, находятся в обработке столько же времени, сколько и нижние, близкие к основанию вставки поверхности, имеющие максимальш 1е периметры, что приводит к нерациональному использованию машинного времени, а в конечном счете - к снижению производитель ности на финишных операциях. Цель изобретения - повышение про изводительности при обработке заготовок вставок сложной конфигурации, например типа кабошон. Для достижения поставленной цели в станке для обработки ювелирных вставок, включающем обрабатывающий инструмент, станину с направляющими в которых установлена подпружиненная каретка с приводом возвратно-поступательного перемещения ее в плоскост перпендикулярной оси инструмента, ка сетодержатель, закрепленную на нем кассету с заготовками и копиром, при вод синхронного вращения заготовок и копира, привод вращения кассетодержа теля, и упор, взаимодействующий с копиром, привод вращения кассетодержателя выполнен в виде кулачкового мех низма с коромысловым толкателем, при чем профиль кулачка выполнен в соответствии с законом изменения перимет ров сечений обрабатываемой ювелирной вставки от -ее основания до вершины. На фиг. 1 изображена кинематическая схема станка для обработки ювелирных вставок i на фиг. 2 схемы об работки ювелирных вставок, где а - начальное положение обработки, бив промежуточные положения, г - конечное положение. Станок для обработки ювелирных вставок состоит из станины 1, на которой установлена каретка 2, имеющая возможность перемещения в плоскости, перпендикулярной оси цилиндрического инструмента 3. Каретка 2 несет на себе кассетодержатель А с кассетой 5, на которой закрепляются заготовки 6, подлежащие обработке, и копир 7, а также привод 8 синхронного вращения вставок и копира вокруг собственных осей., и механизм разворота заготовок на угол 90-0 вокруг образующей инструмента, состоящий из привода 9 с червячным редуктором и цилиндрического кулачка 10. Кассетодержа ель 4 связан с кареткой 2 через полуоси II и 12 вращения, которые соосны меаду собой. На полуоси 2 укреплено коромысло 13, связывающее каретку 2 с цилиндрическим кулачком 10. На основании (не показано) укреплена пруасина 14, прижимающая обрабатываемые заготовку 6 через каретку 2 к инструменту 3. За инструментом 3 расположен упор 15 копира 7, установленный на станине и имеющий рабочую поверхность, имитирующую продолжение рабочей nor верхности инструмента 3. Под коромыслом 13 расположен микровьтключатель 16. Механизм ввода-вывода заготовок в рабочую зону и из нее на чертеже не показан. Паз кулачка 10 имеет вид кривой, эквивалентной кривой убывания периметров сечений вставки от ее основания к вершине. Станок работает следующим образом. В исходном положении каретка 2 максимально удалена от инструмента 3 с целью беспрепятственного осуществлкния установки или съема кассеты 5 с обрабатываемыми заготовками 6 и копиром 7. Включается механизм ввода- вывода заготовок в зону обработки, который дает возможность пружине 14 прижать заготовки 6 к инструменту 3. Пефемещение каретки 2 пружиной 14 осуществляется с целью ограничения усилия максимального прижима заготовок 6 к инструменту 3, а также в связи с постоянным изменением расстояния от оси заготовки до инструмента в процессе обработки. В момент соприкосновения заготовок 6 с инструментом 3 включаются привод 8 вращения заготовок вокруг соб ;твенной оси 5 .синхронно с копиром и привод 9 механизма разворота заготовок вокруг обра зующей инструмента 3 на угол 90-0. Через червячное колесо редуктора получает вращение цилиндрический кула чок 10, который через коромысло 13 и полуось I2 разворачивает обрабатываемые заготовки так, что время обработки сечений заготовки пропорциональ но их периметрам. Это происходит благодаря соответствия профиля паза кулачка 10 кривой изменения периметров сечеиий вставки от ее основания к вер шине. После поворота кулачка 10 яа один оборот (360) коромысло 13 нажимает кнопку микропереключателя 16, включая механизм вывода-ввода вставок из рабочей зоны, выключая приводы 8 и 9 и заканчивая цикл обработки Длительность цикла может регламентироваться как уставкой времени (в случае, когда съема материала практически не происходит), так и наличием контакта между упором 15 и копиром 7 отсутствие которого прерывает вра1цение привода 9. Таким образом, применение предлага емого станка для обработки ювелирных вставок позволит повысить производительность за счет изменения скорости вращения заготовок вокруг образуподах инструмента в зависимости от изменения периметра обрабатываемой заготовки. 5 Формула изобретения Станок для обработки ювелирных вставок, включакиций обрабатывающий инструмент, станину с направляющими, в которых установлена подпружиненная каретка с приводом возвратно-поступательного перемещения ее в плоскости, перпендикулярной оси инструмента, , кассетодержатель, закрепленную на нем кассету с заготовками и копиром, привод синхронного вращения заготовок и копира, привод вращения кассетодержателя и упор, взаимодействующий с копиром, отличающийся тем, что, с целью првьовения производительности, привод вращения кассетодержателя выполнен в виде кулачкового механизма с коромысловым толкателем, причем профиль кулачка выполнен в соответствии с законом изменения периметров сечений обрабатываемой ювелирной вставки от ее основания до вершины. , Источники информащш, принятые во внимание при экспертизе I. Ограночный станок модели FS/V. Maschrnen fur die E4elstelnfndustrle Проспект фирмы LUX8CO Maschtnenfabrik, ФРГ, Оберурзель, 1977.; 2. Авторское свидетельство CCCF (P 654415, кл. В 28 D 5/00, 1977.
