1
Изобретение касается порционного 7;озирования и может найти применение в угольной, горнорудной и других отраслях промышленности.
Известен спЬсоб дозирования, при котором в процессе погрузки материала в единичные емкости измеряют по данным за несколько предшествующих срабатьшаний среднее вреця срабатывания механизма, например шибера, перебрасывающего материал из одной заполненной емкости в другую которую предстоит заполнить, опре- . деляют разность между временем прохождения материала по конвейеру от грузоприемного устройства конвейерных весов до шибера и средним временем срабатывания шибера, задерживают на время этой разности сигналы с выхода конвейерных весов, сравнива-ют задержанный сигнал с сигналом, соответствующим величине заданной .для данного полувагона массы дозы, в момент равенства сравниваемых сигналов формируют сигйал на прекращение подачи материала в данный полувагон и начинают измерение массы материала,iзагружаемого в следующий полувагон ,11.
Недостатком такого способа является сравнительно низкая точность измерения, обусловленная нестабильностью времени срабатывания затвора и потока материала.
Наиболее близким по технической сущности к изобретению является дозатор сыпучих и кусковых материало содержащий конвейерные весы, датчик производительности которых через блок формирования временных задержек и интегратор включен на блок сравнения, на второй вход которого включен задатчик, а выход блока сравнения подключен к блоку управления пpивoдo затвора и вычислителю времени задержки, а также управляюще-цифропечатающий узел 23 .
Недостатком такого устройства
J является также низкая.точность, обус
ловленная неравномерностью потока материала и времени срабатывания затвора.
Цель изобретения - повьш1ение точности дозирования за счет изменения момента окончания измерения массы выдаваемой дозы и начала измерения массы следующей дозы.
U)I
Для этого п .аозатпр nriexuJiF.i дапо; нительньп интегратор и блок рагиюстл, причем первьй вход блока разности через дополнительньп интегратор соединен с дополнительным выходом блока формирования временных задержек, второй - с выходом первого интегратора, а третий - с управляюще-цифропечатающим узлом, выход которого подключен к интеграторам, а второй вход - к первому входу блока разности выход которого соединен с вторым входом первого интегратора.
На чертеже схематически изображено предлагаемое устройство.
Устройство содержит установленные на непрерывно движущемся конвейере 1 конвейерные весы 2, включающие в себя грузоприемный узел 3, а также, в общем случае, датчик 4 скорости, датчик 5 угла наклона конвейера, автокомпенсатор 6 и индикатор 7 производительности.
Выход весов 2 подключен через блок 8 .формирования временных задер-жек и интеграторы 9 и 10 к входам блока сравнения 11 и разности 12, причем другой вход блока 11 подключен к задатчику 13 дозы, а другой вход блока 12 - к выходу интегра-. тора 9.
Блок 8 содержит вычислительный элемент 14, в котором рассчитывается время прохождения материала по конвейеру от грузоприемного устройства конвейерных весов до затвора, а также время задержки. Входы элемента 14 подключены к датчикам 4 и 5. Выходы элемента 14 соединены с входами элемента временной задержки 15.
Выход блока 11 подключен к входу блок 16 управления приводом затвора 1 7 .
К одному из входов блока 12 подключен один из выходов управляющецяфропечатающёго узла 18, один из входов которого соединен с выходом датчика 19 промежуточного положения затвора 17, а другой - с выходом интегратора 10.
Другой выход узла 18 соединен с соответствующими входами обоих интеграторрв, а выходблока 12 соединен с одним из входов интегратора 9.
Устройство работает следующим образом.
Поток материала, находящегося на ленте конвейера 1, воздействует на узел 3 конвейерных весов 2, с выхода котсфых снимается сигнал, пропорциональньвЧ мгновенной производительности. В общем случае весы 2 учиты вают скорость движения и угол наклон конвейера с помощью датчиков 4 и 5. Сигнал с выхода весов 2 поступает через элемент 15 блока 8 формировани временных заде15жек в интегратор 9. С выхода интегратора 9 сигнал поступает в блок 11, где сравнивается с сигналом, пропорциональным заданной дозе. При равенстве этих сигналов с выхода блока 11 сигнал поступает в блок 16 управления приводом затвора, в котором формируется сигнал на начало перемещения затвора 17. Кроме того, сигнал с выхода весов 2 поступает через элемент 15 временной задержки в интегратор 10. Сигнал с выхода интегратора 10 сравнивается в блоке 12 с сигналом; поступающим с выхода интегратора 9. По сигналу, поступившему из блока управления 16, затвор 17 начинает перемещение. Ito достижении затвором датчика 19 промежуточного положения в датчике формируется сигнал, которы поступает на управляюще-цифропечатающий узел 18. По этому сигналу узел 18 вьщает на печать измеренное интегратором 10 значение массы материала, прошедшего через погрузочную воронку с начала цикла дозирбвания; подает сигнал в блок сравнения 12 на вьщачу величины разности между показаниями интеграторов) 9 и 10, которая непрерывно формируетсяв блоке 12; 30 подает сигнал .на.сброс показаний интеграторов 9 и 10. ,После сброса показаний интеграторов величина разности 4W между показаниями интеграторов вводится в интегратор 9 в качестве поправки для . следующего цикла дозирования. Элемент 15 осуществляет задержку сигнала, поступающего с выхода весов 2 в интегратор 10, на время t,y равное времени прохождения материалоМ расстояния от узла 3 до механизма 17, которое вычисляется в элемен- е 14 по формуле, f J Vsih,f .,|/VsinV IV l л где ,0 - длина конвейера от места установки узла 3 до конца конвейера 1; V - скорость ленты конвейера; 4/ - угол наклона конвейера; j - ускорение силы тяжести; Н - расстояние пр вертикали между Концом конвейера и механиз- мом 17. Кроме того, элемент 15 осуществляет задержку сигнала, поступиощего с выхода весов 2 в интегратор 9, на время - .з,4. Равное разности времени Л,. прохождения материалом расстояния от узла 3 до механизма 17 и времени отсечки потока tj. Время рассчитывается элементом 14 по формуле , , причем ip определяется предварительно по экспериментальным данным для данного типа затвора и вводится в элемент 14.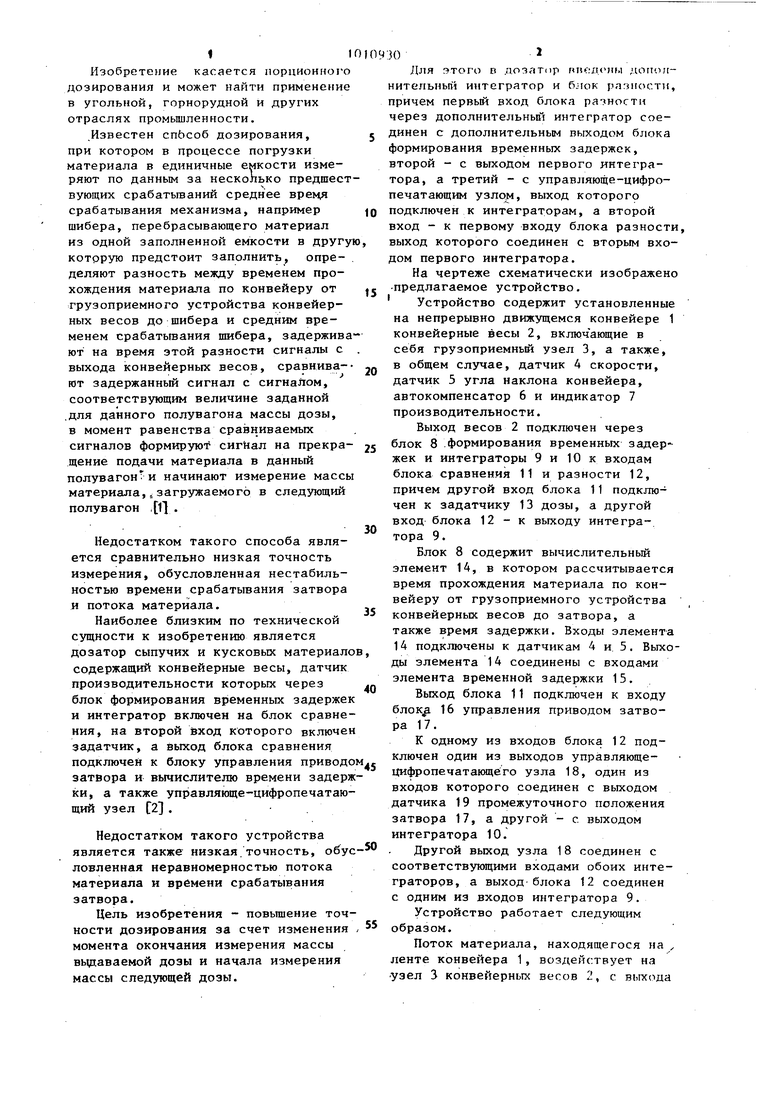
| название | год | авторы | номер документа |
|---|---|---|---|
| Весодозировочное устройство для роторных экскаваторов | 1991 |
|
SU1816969A1 |
| Устройство для погрузки сыпучих материалов в железнодорожные полувагоны | 1980 |
|
SU919964A2 |
| Способ весового непрерывногодОзиРОВАНия СыпучиХ МАТЕРиАлОВ | 1979 |
|
SU815516A1 |
| Устройство для управления загрузкой сыпучего материала в железнодорожные полувагоны | 1976 |
|
SU673570A1 |
| Устройство для дозирования сыпучих и кусковых материалов | 1976 |
|
SU643408A1 |
| Устройство для весового порционного дозирования | 1978 |
|
SU697832A1 |
| Конвейерные весы | 1980 |
|
SU885817A1 |
| Устройство для управления загрузкой сыпучих материалов в железнодорожные полувагоны | 1978 |
|
SU906873A1 |
| Конвейерные весы | 1976 |
|
SU670821A1 |
| Весовой дозатор непрерывного действия | 1980 |
|
SU901837A1 |

ДОЗАТОР СЫПУЧИХ И КУСКОВЫХ МАТЕРИАЛОВ, содержащий конвейерные весы, датчик производительности которых через блок формирования временных задержек и первый интегратор включен на первый вход блока сравнения, на второй вход которого включен задатчик, а выход блока сравнения подключен к блоку управления приводом затвора ц, вычислителю времени задержки, а также управляюще-цифропечатающий узел, приемную воронку с затвором и датчик положения затвора, включенный на управляюще-цифропечатающийузел, отличающийся тем, что, с целью повьшгения дозирования за счет изменения момента окончания измерения массы вьщаваемой дозы и начала измерения массы следующей дозы, в него введены дополниттельньй интегратор и блок разности первый вход блока разности через со дополнительный интегратор соединен с дополнительньм выходом блока формирования временных.задержек, вто-. рой - с выходом первого интегратора, ja третий - с управлякнце-цифропечатаю|щим узлом, выход которого подключен к интеграторам, а второй вход -. k первому входу блока разности, выход которого соединен с вторым со оо входом первого интегратора.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для защиты электроустановок от перенапряжений | 1977 |
|
SU634408A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Дозирующее устройство для погрузки угля в яселезнодорожные вагоны | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
