Изобретение касается дальнейшего улучшения способов вырезки образ цов из сварных швов трубопроводов, коллекторов и др. деталей для производства металлографических исследований и механических испытаний материала сварочного шва, а также свариваемых материалов, расположенных в зоне сваркн и подвергшихся термическил воздействиям.
Сушествуюидие способы вырезки образцов путем вырезки шва по всей окружности трубы с последующей вваркой в этом месте патрубка или иутем вырезки ториовой фрезой образца цилиндрической формы с последующей заваркой образовавшегося отверстия имеют ряд недостатков. Первый из иих является трудоемким и, кроме того, увеличивает количество сварных соединений на изделии, а второй дает образец небольших размеров с узкой областью исследования зоны основиого материала около свариого шва и усложняет заварку образовавшегося отверстия ил . месте вырезанного образца.
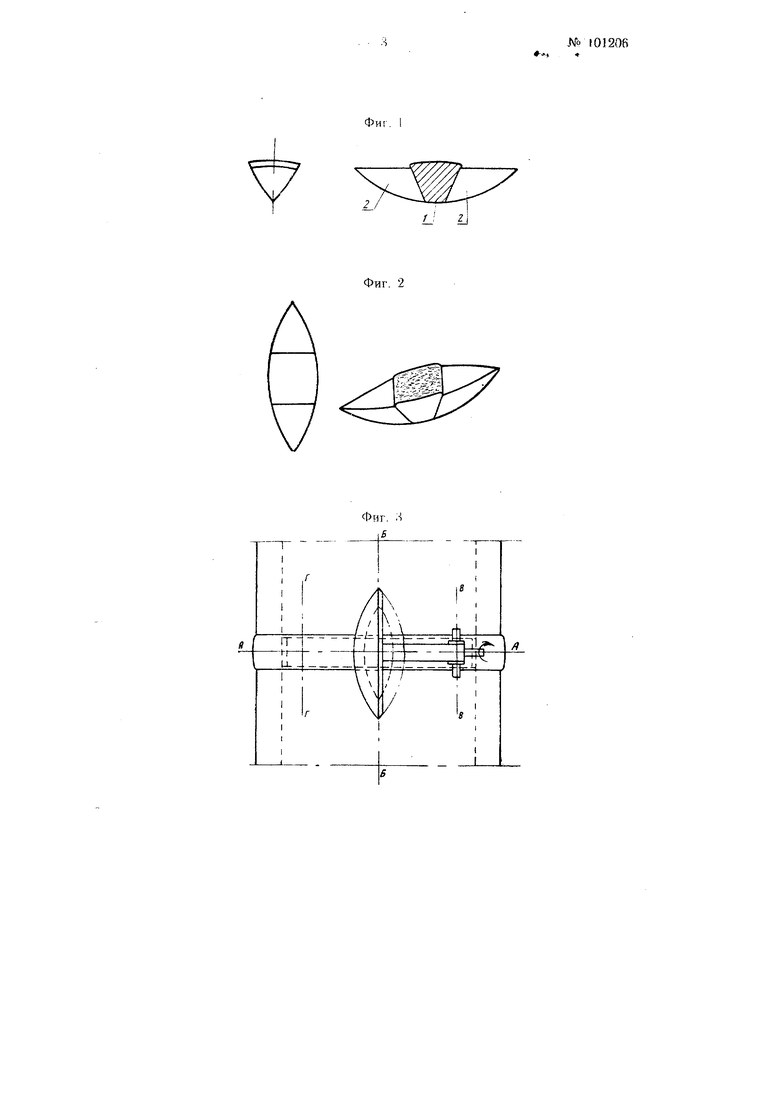
По предлагаемому способу эти недостатки устраняются тем, что обраseu вырезается в форме лодочки.
ось которой пер;ен;ц,ику,чярма 1ч сварному шву. Вырезка производится сферическо фрезой и, если это требуют местные условия, с примемонием переносного приспособления д. 1|)резеровю1.
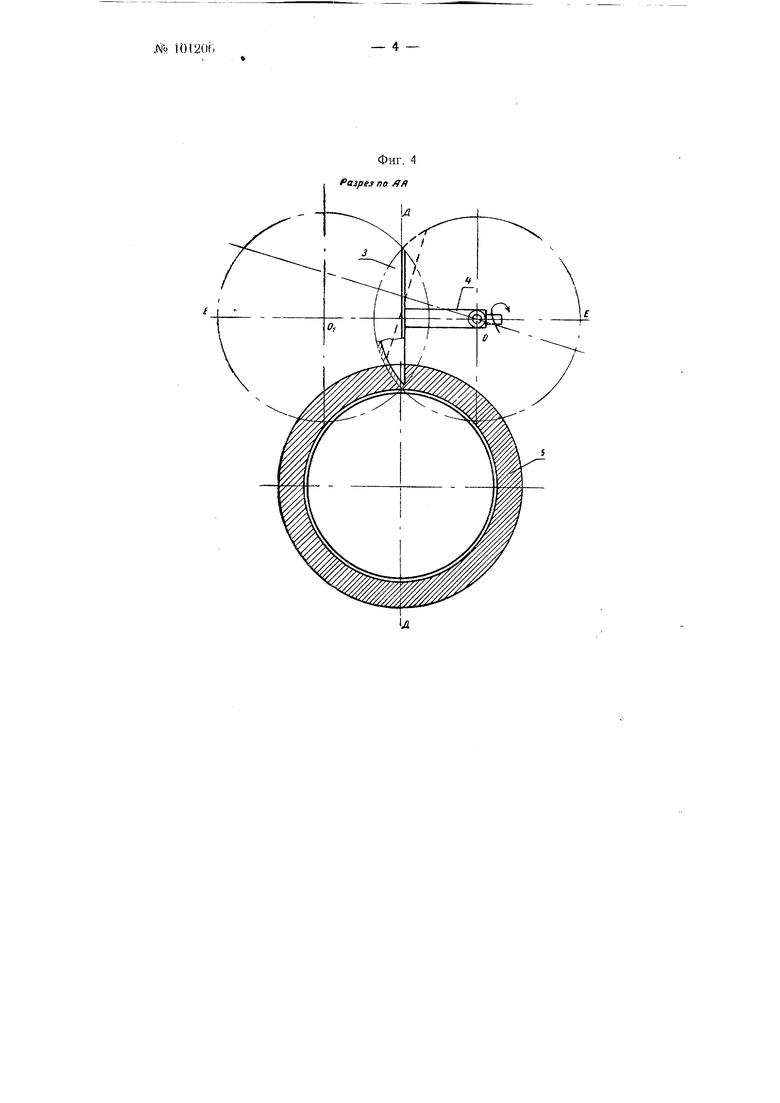
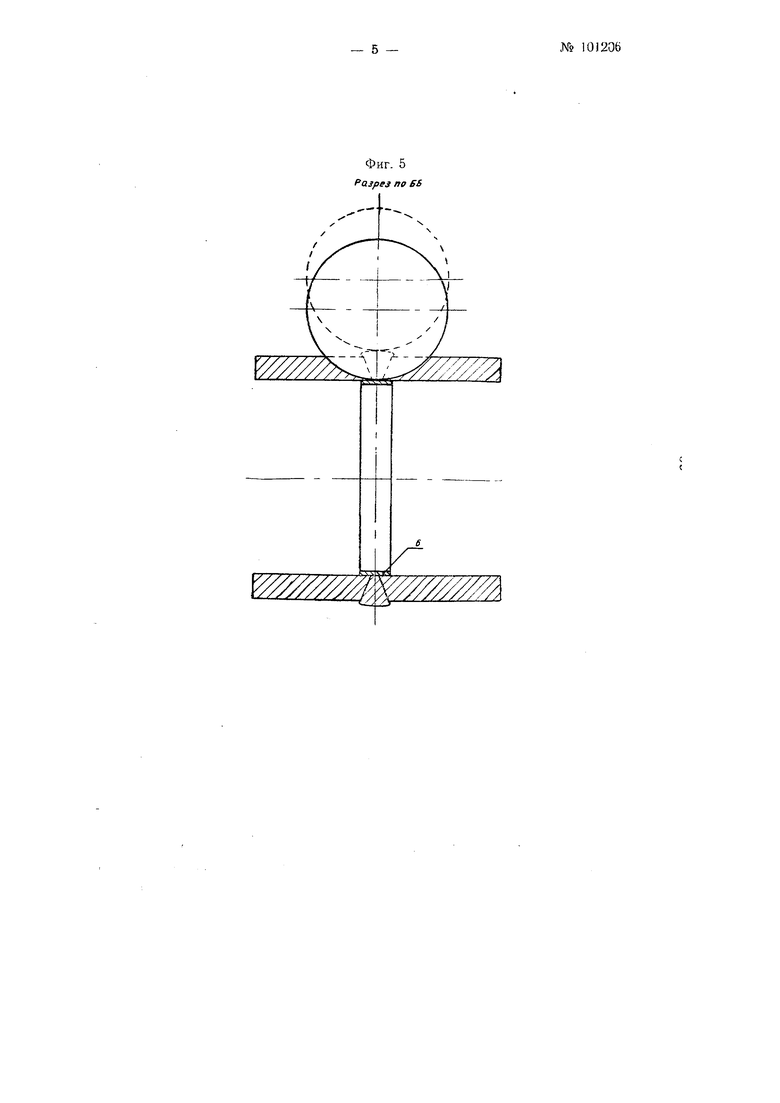
H;i фиг. 1 11зобра ь;ен вырезанный из трубопровода образец ло.:1,очкообразной формы, содержащий не только сварочный шов 1, но и необходимый для исследования материал изделия 2, расг оложе ИИ51й около этого 1ива; на . 2 - вырезанный образец в аксонометрическо проекции; фиг. 3, 4 и о поясняют способ вырезки (образца из сварного соединения трубопрО зода, причем на фиг. 3 изображен вид трубы сверху; на фиг. 4 поперечный разрез трубопровода по АА на фиг. 3; иа фиг. 5- продольный разрез трубопровода по ББ иа фиг. 3.
Вырезка образца 1грО113 од;1гся сферической фрезой, которая выполнена в виде сегмента ио.того niapa 3. Кромка сегмента срезана по образующей шарового сектора с центром в точке О. На кромке сегмента нареза ны зубья как на обычной днсковой фрезе. Фреза крепится иа оправке 4. Вырезка образца и, трубопровода 5
(W|t,. ,
|фоиаводцтся юоуереднон фрезеров } OR (ейаю цихся шаровых пазов, в .плоскости .юрмалыюй чертежу и проходящей через оеевую линию ДД при расположении центра фрезы в точках О и Oi па осевой липии ЕЕ, где О центр шаровой фрез.1 при вырезке второго паза.
ЕЕ - осевая линпя, проходящая через цептр шаровой фрезы, вокруг которой вращается фреза;
ВВ - осевая .тиния, проходягцая через центр О шаровой фрезы, воivpyr которой поворачиг5ается фреза для подачи при резянин нервого паза;
АЛ осевая линия, вокруг которой фреза должпа быть повернута на 180° так, чтобы центр шаровой фрезы оказался на оси ЕЕ в точке О,;
AT осевая .чиния, проходящая через центр Oi шаровой фрезы, вокруг которой поворачивается фреза для полачи при |)езании второго паза.
Вырезка oopaarui производится но толщине стенки трубы до подкладного кольца 6.
Вырезанный образец гюзволяет произвести исследовапие не только материала сварочного нпза, по и материала трубы, расположещ-юго около шва. Место вырезки образца в изделии получается также лодочкообразной формы. BecbfvTp удобной и
дссгупцоп для надежной запарки без снятия фасок.
При вырезке образца на .месте может быть применено переносное приспособление для фрезеровки, приводимое во вращепие -),чектрнческим пли пневматическим моторами. Это приспособление прикрепляется к изделию с помощью цепей или другим кя ки м -.Г ибо способом.
Пред м е т и з о б р е i с н и я
1.Способ вырезки образцов из сварных соединений трубопроводов, оллекторов и др. деталей д,1я производства металлографических исследований и механических и др. исиытаний материала шва и материала трубы, о т л и ч а ю ш и и с я тем, что, с целью получеция об)азца достаточных для исследований раз.меров, а также удобства последуюп1ей заварки .места его 1ырезки, он вырезается лодочкообразной формы, образованной поочередной фрезеровкой в трубе двух пересекающихся сферических пазов, расположепных перпепдикзлярно к сварному щву.
2.Для осу1пествлепия способа по п, 1, примепение сферической фрезы, выполненной в форме сегмента пустотелого шара.
3.Для осущесгвления способа по п. применение переносного приспособления для фрезеровки, прикрепляемого к трубе помощью цепей и. другим каким-либо способом.
LJ 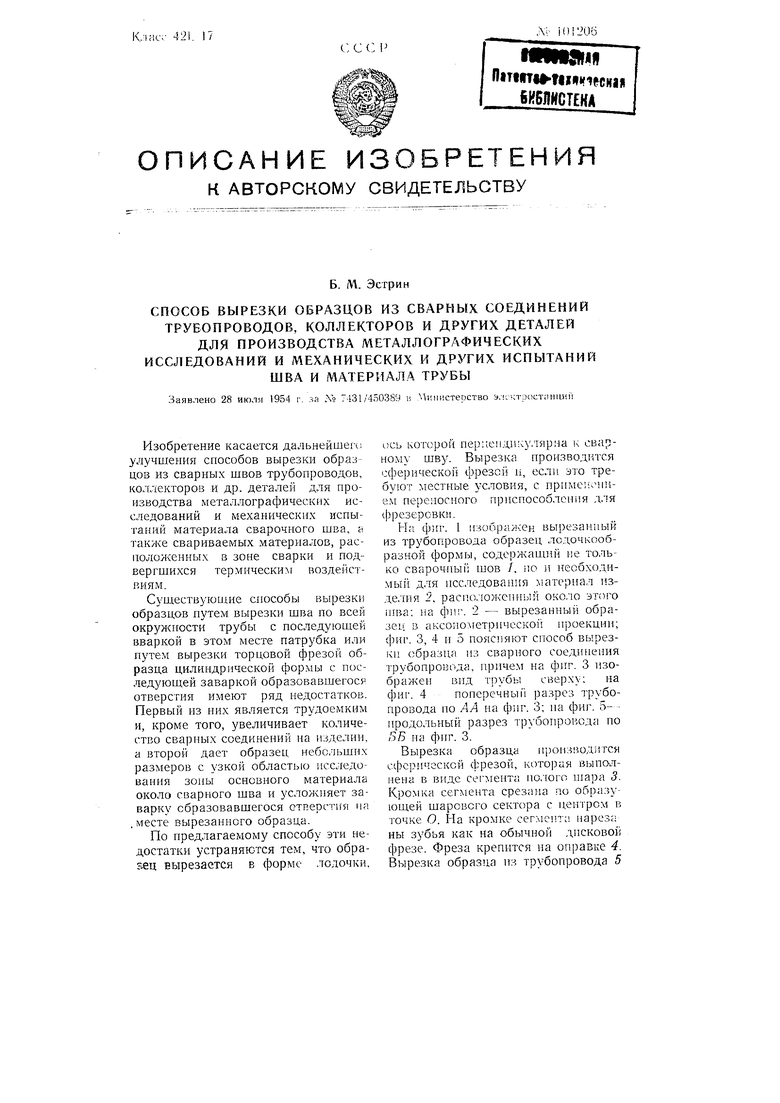

| название | год | авторы | номер документа |
|---|---|---|---|
| Пазовая фреза | 1955 |
|
SU106334A1 |
| СПОСОБ (ВАРИАНТЫ), РЕМОНТНОЕ УСТРОЙСТВО И СИСТЕМА ДЛЯ ИСПРАВЛЕНИЯ КОЛЬЦЕВОГО СВАРНОГО СОЕДИНЕНИЯ И ТРУБОУКЛАДОЧНОЕ СУДНО | 2010 |
|
RU2568856C2 |
| СПОСОБ РЕМОНТА ДЕТАЛЕЙ | 1990 |
|
SU1771161A1 |
| СПОСОБ ОЦЕНКИ ПРОЧНОСТИ СВАРНОЙ КОНСТРУКЦИИ | 1993 |
|
RU2036459C1 |
| СПОСОБ РЕМОНТА МАГИСТРАЛЬНОГО ТРУБОПРОВОДА | 2002 |
|
RU2198340C1 |
| Способ оценки качества сварных стыковых соединений полиэтиленовых труб | 1989 |
|
SU1746248A1 |
| Способ оценки свариваемости материала полуфабрикатов | 1987 |
|
SU1479248A1 |
| Способ оценки качества сварного соединения пластмассовых труб | 1988 |
|
SU1563999A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДОПУСТИМЫХ РЕЖИМОВ ЭЛЕКТРОДУГОВОЙ СВАРКИ АУСТЕНИТНЫХ СТАЛЕЙ И СПЛАВОВ | 2000 |
|
RU2187091C2 |
| Способ дуговой сварки плавлением стыков труб | 1983 |
|
SU1136911A1 |