2. Устройство для осуществления способа изготовления проводной монтажной платы, содержащее соединенный с приводом координатный стол, механизм подачи и отрезки провода, укладочную головку, включающую ультразвуковой преобразователь, концентратор и инструмент для вдавливания Провода в термопластичную пленку, отличающееся тем, что
оно снабжено прижимом провода, выполненным в виде плоской пружины, на свободном конце которой закреплен роли к, при этом ролик установлен выше рабочей плоскости инструмента для вдавливания провода в термопластичную пленку на 0,6-0,8 диаметра провода, а рабочая плоскость инструмента для вдавливания провода выполнена клинообразной.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционное устройство для ультразвуковой сварки | 1982 |
|
SU1098719A1 |
| Способ соединения изолированного проводника с выводной деталью | 1979 |
|
SU856716A1 |
| Устройство для ультразвуковой сварки | 1982 |
|
SU1018827A1 |
| Способ изготовления монтажной платы | 1981 |
|
SU1005331A1 |
| МОНТАЖНАЯ ПЛАТА С ЭЛЕКТРИЧЕСКИМИ И ОПТИЧЕСКИМИ МЕЖСОЕДИНЕНИЯМИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2577669C2 |
| Способ изготовления монтажной платы | 1980 |
|
SU869084A1 |
| Устройство для монтажа проводов на печатной плате | 1981 |
|
SU1095470A1 |
| Способ изготовления монтажной платы | 1981 |
|
SU1056483A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ ТЕРМОПЛАСТИЧНЫХ СВЯЗУЮЩИХ С ПРИМЕНЕНИЕМ ПРОМЫШЛЕННЫХ ЛАЗЕРОВ | 2015 |
|
RU2600762C1 |
| Способ изготовления монтажной платы | 1980 |
|
SU930775A1 |

Изобретение относится к радиоэлектронному приборостроению, а именно, к устройствам для изготовления схемных плат, в которых в качестве пpoвoдн fkoв используется изолированный провод, например медный.
В настоящее время в современной электронике наблюдается тенденция дальнейшего увеличения плотности монтажа, вызванного необходимостью повышения быстродействие, помехоустойчивости, степени интеграции, стремле нием создать (разместить) на одной , плате функционально законченные узлы прибора, системы, заст авляет совершенствовать, искать (разрабатывать) новые технологические методы монтажа.
Известны способ и устройство для изготовления монтажной платы, в котором укладка проводников в полимерный материал выполняется с помощью ультразвукового инструмента в виде конуса, при этом ультразвуковые колебания в зону соединения вводятся to стороны проводника tO
Недостатком данных способа и устройства укладки является низкое качество изготовления схемных плат из-за нарушения диэлектрической изоляции провода, подвергнутого значительным температурным и .механическим воздействиям от инструмента, а также низкая плотность укладки прово да. Наиболее- близким к предлагаемому
являются.способ изготовления проводной монтажной платы, включающий нанесение термопластичной пленки на основание платы, укладку провода по
топологии рисунки и присоединение провода к контактным элементам.
Известно устройство для реализации способа,содержащее, соединенный с приводом координатный Ьтол, механизмы подачи и отрезки провода, укладочную головку, включающую ультразвуковой преобразователь, концентраТОР и инструмент для вдавливания провода в термопластичную пленку 2 . К недостаткам известных способа и устройства монтажа схемных плат следует отнести низкую прочность схватывания изолированного провода с адгезионным слоем, низкое качество изготовления схемных плат из-за нарушения диэлектрической изоляции провода, подвергнутого одновременно тепловым и механическим воздействиям от ультразвукового инструмента, а также небольшую плотность укладки, так как после процесса на адгезионном покрытии остаются канавки, значительно превышающие диаметр укладочного шарика.
Цель изобретения - повышение качества монтажа и плотности укладки провода. .
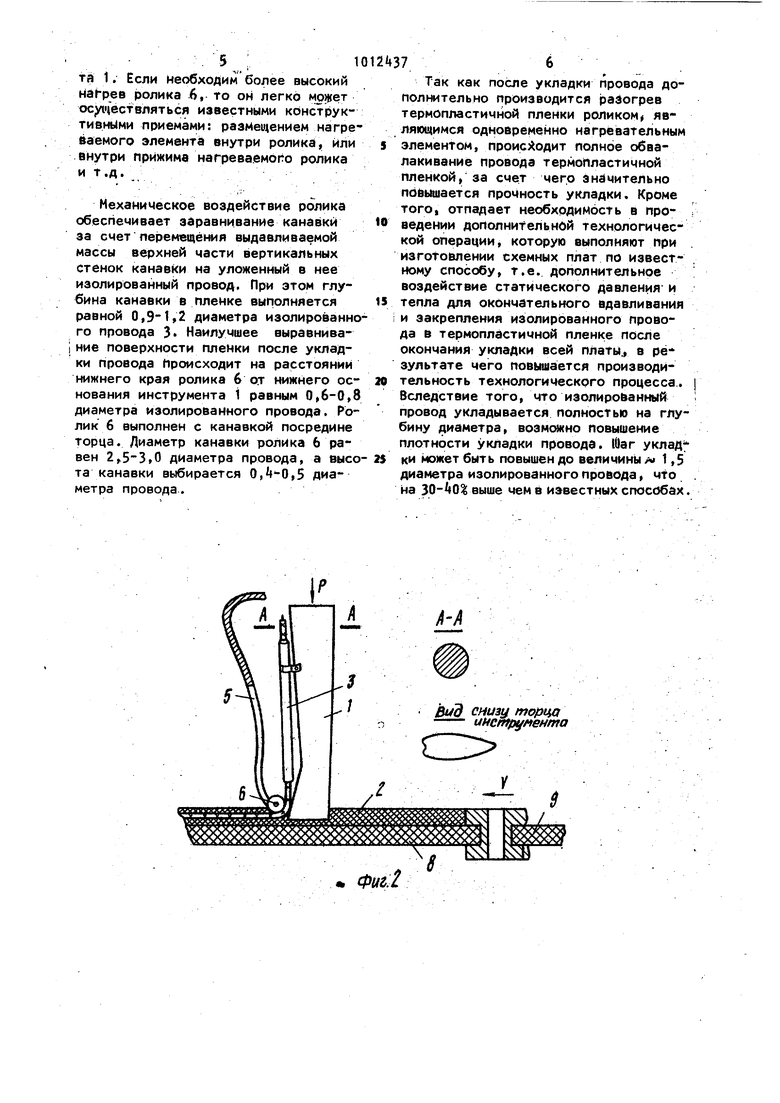
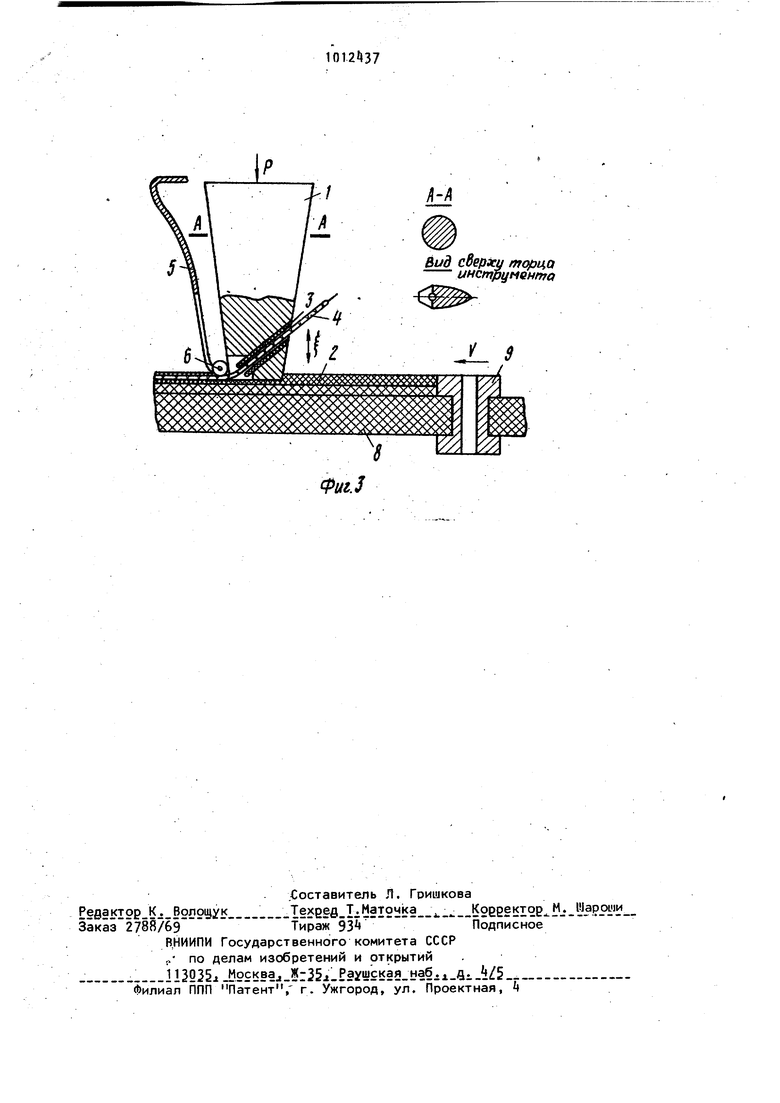
Цель достигается тем, что согласно способу изготовления проводной мoнtaжнoй платы, включающему нанесение термопластичной пленки на основание платы, укладку провода по топологии рисунка схемы и присоединение провода к контактным элементам, перед укладкой провода по топологии рисунка схемы в термопластичной пленке выполняют канавки для провода, а после его .укладки по топологии рисунка схемы канавки завальцовывают. Устрюйство для реализации способа изготовления проводной монтажной пла ты, содержащее соединенный с приводом координатный стол, механизмы подачи и отрезки провода, укладочную головку, включающую.ультразвуковой преобразователь, кояцентратор и ин струмент для вдавливания провода в термопластичную пленку, снабжено при жимом провода, выполненным в виде плоской пружины, на свободном конце которой закреплен ролик, при этом ролик установлен :выше рабочей плоскости инструмента для вдавливания провода в термопластичную пленку на ,8 диаметра провода, а рабочая плоскость инструмента для вдавливания провода выполнена клинообразной На фиг. 1 представлено устройство для изготовления проводной монтажной платы, общий вид; на фиг. 2 инструмент для вдавливания провода в термопластичную плеНку и прижим Провода; на фиг. 3 - то же, вариант. Устройство содержит инструмент 1 для вдавливания провода в термопластичную пленку 2, фторопластовую втул ку 3 через которую проходит изолированный провод k, прижим провода, выполненный в виде плоской пружины 5 на свободном конце которой закреплен ролик 6. На координатном столе 7 размещено основание 8 платы, на кото рый нанесена термопластичная масса и в котором размещен контактный элемент -в виде пистона 9. Устройство со держит также механизмы 10 и 11 приво да для перемещения координатного сто ла, механизм 12 создания статическог давления, укладочнуюголовку 13 с ультразвуковь1Ь преобразователем , механизм 15 подачи и отрезки провода Способ осуществляется следу ощим образом. По программе, заложенной в компью тер блока управления (не показан), выдаются команды на приводы перемеще ния основания 8 платы по взаимно перпендикулярным осям х и у. В результате этого основание начинает перемещаться по запрограммированной топологии схемы со скоростью у относительно укладочной, головки, в которой размещен ультразвуковой преобразователь , концентратор которого за канчивается инструментом .1.При по-, даче электрического напряжения на ультразвуковой преобразователь инструмент совершает вертикальные колебания с амплитудой колебаний . Под воздействием ультразвуковых колебаний происходит размягчение термопластичной пленки 2. Основание торца инструмента 1 опускаетсяна глубину 0, диаметра изолированносо провода. Торец выполнен Клинообразным, наиболее острый - двухгранный угол, которого противоположен направлению движения основания 8 платы. Таким образом, инструмент при возбуждении его ультразвуковыми колебаниями, как ножом, выполняет канавку в термопластичной пленке 2. За счет одновременного воздействия тепла и механической, силы образуется канавка трапецеидальной формы с крутыми вертикальными стенками . Изолированный провод k можно пропускать в канавку способами, указанными на фиг. 2 и 3. По способу (фиг. Т) изолированный провод k пропускают через фторопластовую (или термостойкую) втулку 3 в основании инструмента 1.;Фторопластовая втулка 3 необходима для исключения непосредственного воздействия механических колебаний на изолированный провод, а значит и для исключения разрушения металлическим инструментом 1 наружной поверхности диэлектрической изоляции провода Ц, На фиг. 3 показан другой вариант укладки изолированного провода 3 в канавку, выполненную инструментом 1, по которому изолированный провод пропускают за инструментом 1. .В этом варианте также исключается непосредственное ультразвуковое воздействие твердого инструмента 1 на поверх- ность изолированного провода. 8 дальнейшем изолированный провод укладывают в канавку. За счет энергии тепла термопластичная пленка частично размягчается и происходит (Схватывание ее с изоляцией провода 4 при помощи прижима, оканчивающегося роликом 6, температура которого выбирается такой, чтобы происходи- ло дополнительное размягчение пленки. Температуря дополнительного разогрева роликазависит от теплофизических свойств применяемой пленки и может колебаться от 50 до 120 С. При том нагрев ролика до 80° С произвоится конвекционными потоками от на- . греваемого до 120 -150 С инструмента 1. Если Необходим более высокий нагрев ролика 6, то оН легко может осу1чествляться известными конструктивными приемами: размещением нагреваемого элемента внутри ролика, или j внутри прижима нагреваемого ролика и т.д.
Механическое воздействие ролика обеспечивает заравнивание канавки to за счет перемещения выдавливаемой массы верхней части вертикальных стенок канавки на уложенный в нее изолированный провод. При этом глубина канавки в пленке выполняется 15 равной 0,9-t,2 диаметра изолированного провода 3 Наилучшее выравнивание поверхности пленки после укладки провода Происходит на расстояний нижнего края ролика 6 от нижнего ос- 20 нования инструмента 1 равным 0,6-0,8 диаметра изолированного провода. Роик б выполнен с канавкой посредине торца. Диаметр канавки ролика 6 равен 2,5-3,0 диаметра провода, а высо- 2$ та канавки выбирается 0,|0,5 диаметра провода.
Так как после укладки провода дополнительно производится jaadorpeB термопластичной пленки роликом являющимся одновременно нагревательным элементом, происходит полное обвалакивание провода термопластичной пленкой, за счет чего значительно повышается прочность укладки. Кроме того, отпадает необходимость в про- ведении дополнительной технологической операции, которую выполняют При изгotoвлeнии схемных плат по известному способу, т.е. дополнительное воздействие статического давления и тепла для окончательного вдавливания и закрепления изолированного провода в термопластичной пленке после окончания укладки всей платы., в рё- зультате чего повышается производительность технологического процесса.. Вследствие того, что изолированный провод укладывается полностью на глуину диаметра, вознслкно повышение плотности укладки провода. Шаг уклад ки может быть повышен до величины 1,5 диаметра изолированного провода, что На 30-40% выше чем в известных способах.
Ut.J
Вид сдержи тфца инструмента
