Изобртгение относится к обработке Металлов дашшнием, в чдстности к рабочему инструменту универсальных гибочных штампов.
Наиболее близким к изобретению по технической сушн-ости и достигаемому резулг,тату является пуансон, содержащий устаноШ1енн 1е в пуансонодержателе рабочие элементы, выполненные в виде двух секторов, контактирующих с пуансрнодер)жателем по опорной цилиндрической поверхности и соединенных между собой и пуансонодержателем шарнирно по оси, совпадающей с линией гиба, а также механизм настройки секторов на заданный угол гибки, состоящий из звеньев, шар- 1шрно связанных с секторами и в свою очередь шарнирно связанных с пуансонодержателем псюредством резьбового соединения t
Недостатком конструкции является то, что сектора могут устанавливаться только симметрично относительно вертикальной оси пуансона, что не позволяет производить гибку детали в положении, обеспечивающем вывод удлиненной полки в свободную зону штампа.
Цель изобретения - расширение технологических возможностей путем осуществления гибки деталей, имеющих одну полку неограниченной длины.
С этой целью в универсальном пуансоне для гибки, содержащем установленные в пуансонодержателе рабочие элементы, выполненные в виде двух щарнирно связанных секторов, кон так тиру кших с пуансонодержателем по оперной цилиндрической поверхности, и механизм настройки секторов на заданный угол гибки, состоящий из звеньев, шарнирно связанных с секторами и в свою очередь щарнирно связанных с пуансонодержателем посредством резьбовых соединений, механизм настройки выполнен в И1де не связанных между собой звеньев, образующих с секторами отдельные шарнирные двузвенники
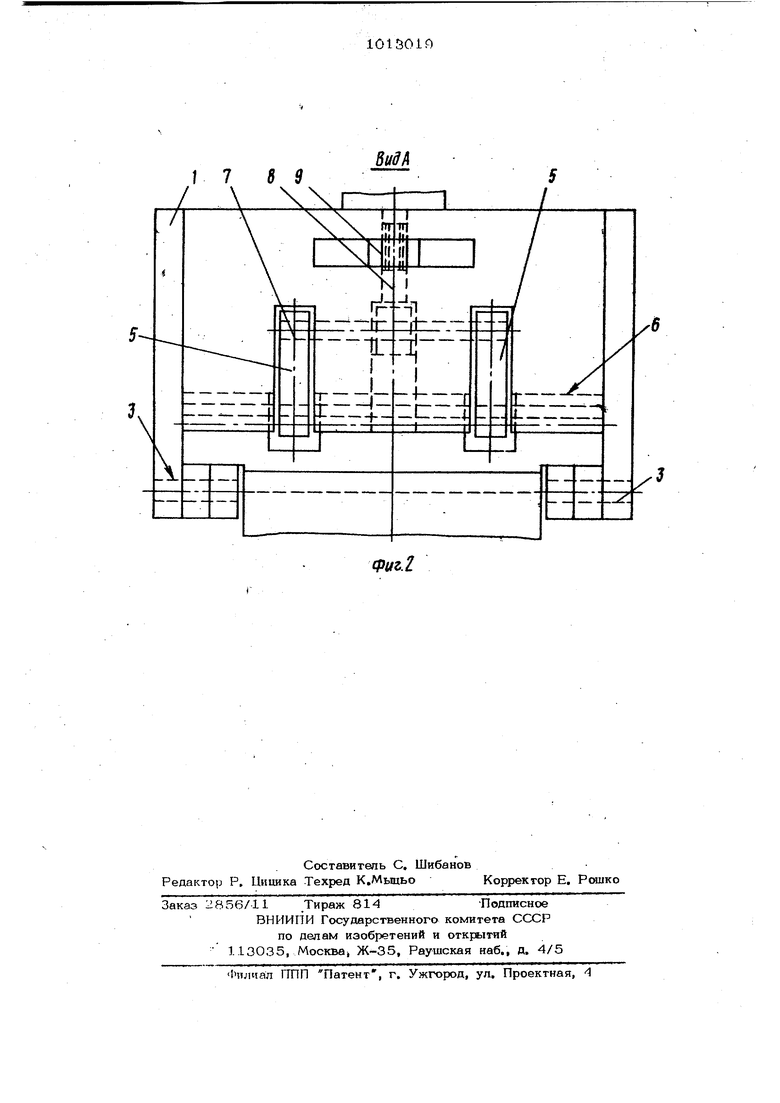
На фиг. 1 изображен предлагаемый пуансон; на фиг. 2 - вид. Л на фиг. 1.
Пуансон содержит пуансонодержатель 1, в котором размещены рабочие элементы-сектора 2, соединенные между собой шарниром по оси, совпадающей с линией гиба, контактирующих по опорной цилиндрической поверхности 4 с пуансонодержателем 1.
А еханизм настройки секторов 2 на заданный угол гибки выполнен в виде двух, не связанных между собой звеньев 5, образующих с секторами 2 при помощи шарниров 6 два отдельных шарнирных двузвенника, в свою очередь при помощи шарниров 7 связанных с пуансонодержателем посредством самостоятельных резьбовых пар: винтов 8 и гаек 9.
В пуансонодержателе 1 размещены стопорные винты 10, Пуансон снабжен хвостовиком 11 дпя крепления к ползуну пресса 12
Настройка пуансона на заданный угол гибки осуществляете и следующим образом.
Поворотом винтов 8 устанавливают каждый из секторов 2 на требуемый угол, а затем фиксируют винты 8 cтoпopны ffl винтами 10.
Изменение угла гибки должно производиться таким образом, чтобы был обес0 печен контакт секторов 2 с пуансонодержателем 1 по опорной цилиндрической поверхности 3. Требуемый угол может устанавливаться с помощью мерительного инструмента или указателей углов в 5 штампе (не показаны). После настройки пуансона его закрепляют на прессе и при помощи матрицы осуществляют гибку деталей обычным способом.
По сравнению с известным предлага0 емый пуансон имеет следующие преимущества: осуществление гибки деталей, имеющих одну из полок неограниченной длины; возможность исключить при независимой установке секторов на требуе5 мый угол влияние погрешности изготовления пуансона.
Фиг.2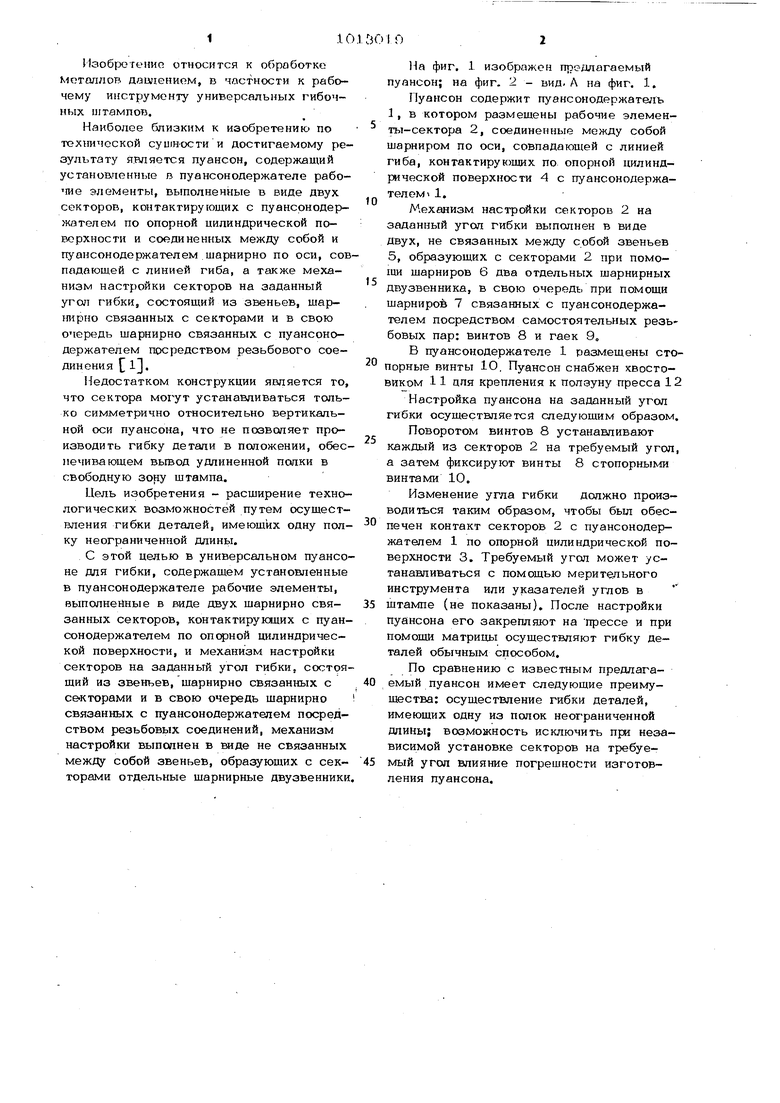
| название | год | авторы | номер документа |
|---|---|---|---|
| Пуансон к универсальному гибочному штампу | 1987 |
|
SU1518049A1 |
| Гибочный штамп | 1978 |
|
SU741993A1 |
| Узел универсального пуансона для гибки | 1984 |
|
SU1196070A1 |
| Штамп для п-образной гибки деталей | 1979 |
|
SU784967A1 |
| Узел универсального пуансона для гибки | 1986 |
|
SU1391761A1 |
| ЛИСТОГИБОЧНЫЙ ПРЕСС | 1999 |
|
RU2150343C1 |
| Устройство для насечки рифлений на цилиндрической поверхности | 1990 |
|
SU1819194A3 |
| Пуансон для гибки листовых заготовок | 1977 |
|
SU626859A1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Листогибочный пресс | 1977 |
|
SU733776A1 |
УНИВЕРСАЛЬНЫЙ ПУАНСОН ДЛЯ ГИБКИ, содерж аший уствновленнью в пуаисоводержателе рабочиеэлементы, выпоянекйые в виде двух шарнирно съяза ных секторов, контактирующих с пуансонодержателем по опорной цилиндрической поверхности, и механизм настройки секторов на заданный угол гибки, состоящий из звеньев, шарнирно связанных с секторами и в свою очередь шарнирно связанных с .пуанс1жодержателем посредством резьбовых соединений, отличаюш и и с я тем, что, с целью расширения технологических возможностей обеспечения деталей, имеющих одну попку неограниченной длины, механизм настрсЛки выполнен в виде не связанных между собой звеньев, образукяцих с секторами отдельные шарнирные авуз&ен
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 1979 |
|
SU825237A1 | |
| Способ добывания бензина и иных продуктов из нефти, нефтяных остатков и пр. | 0 |
|
SU211A1 |
