1
Изобретение относится к обработке металлов, в частности к оснастке для листовой штамповки.
Известен штамп, содержащий эластичную матрицу, заключенную в контейнер, и жесткий пуансон. Он обеспечивает плоскостность полок штампуемых деталей, а компенсация распружинивания достигается подбором пуансона с соответствующим углом 1
Недостатком этого штампа является невозможность точно компенсировать распружинивание детали в соответствии с упругими свойствами материала заготовок данной партии. Это вызывает необходимость иметь комплект пуансонов с разными углами между рабочими гранями пуансона, что увеличивает затраты на изготовление штампа и требует дополнительного времени на его переналадку для получения деталей с требуемым углом гибки. Кроме того, поскольку каждый из пуансонов комплекта имеет определенный угол между рабочими гранями, не всегда удается подобрать пуансон, полностью компенсирующий распружинивание, чтобы получить на детали угол в пределах допуска чертежа.
Наиболее близким к изобретению является штамп, содержащий шарнирную матрицу и пуансон, выполненный из двух шарнирно связанных секторов, образующих, рабочими гранями угол гиба 2 .
Однако в штампе не обеспечивается установка пуансона на заданный угол.
Цель изобретения - обеспечение
10 бесступенчатой регулировки угла гиба.
Для достижения этой цели штамп снабжен пуансонодержателем с червячным винтом, одна половина которого выполнена с левой, а другая с правой
15 резьбой, а -на цилиндрической поверх- нести каждого сектора выполнен выступ с резьбой, образующей с упомянутым винтом червячное зацепление.
Для уменьшение осевых нагрузок на
20 червячный винт, на цилиндрической поверхности секторов и сопряженной с ней поверхности пунасонов выполнены продольные риски.
Для увеличения универсальности
25 штампа о-ба сектора выполнены сменными и взаимозаменяемыми.
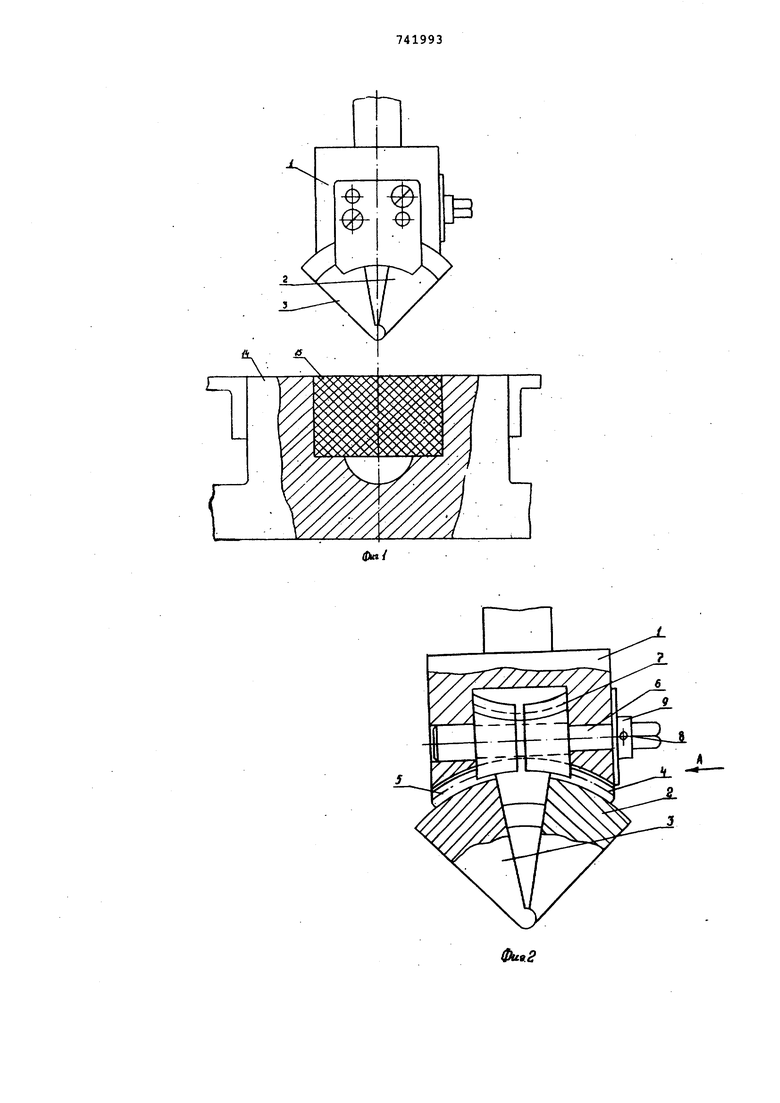
На фиг.1 показан штамп, общий вид; на фиг.2 - пуансон штампа, частично в разрезе; на фиг.З - вид А пуанг иа.
30
также частично в разрезе, на фиг.4 - пуансон, вид сбоку; на фиг.5 показан в косоугольной проекции нижняя часть одной из секций пуансона..
На фиг.б - вариант исполнения одной из боковых частей пуансона, резрез; на фиг.7 - сечение А-А фиг.6.
Штамп содержит установленный в пуансонодержателе 1 пуансон, состоящий из секторов 2 и 3, связанных шарнирно и имеющих на цилиндрической поверхности выступы 4 и 5 с резьбой. В пуансонодержателе установлен на оси б винт 7, одна половина которого выполнена с правой, а другая - с левой резьбой. Резьбы винта 7 и выступов 4 и 5 образуютчервячное зацепление..
На оси 6 закреплен штифтом 8 лимб 9, торцы секторов 2 и 3 пуансона снабжены дугообразными выступами, с помощью которых накладки 10 соединяют их с пуансонодержателем 1. Накладки 10 прикреплены к пуансонодержател
1винтами 11 и штифтами 12. На секторах 2 и 3 предусмотрены штифты 13,. ограничивающие их взаимное раскрытие . Штамп снабжен также установленной в корпусе 14 матрицей 15 в виде эластичного блока секторов.
Рабочая часть каждого из секторов
2и 3 пуансона имеет чередунмциеся цилиндрические и желобообразные участки, которые образуют цилиндрическую поверхность соответствующего радиуса.
Регулировка угла между рабочими гранями секторов 2 и 3 производится следующим образом.
Оь 6 поворачивают с помощью ключа (не показан) в обусловленное положение, соответствующее делению на лимбе 9. Это положение может быть зафиксировано одним из известных способов, например зажимом лимба 9 винтом (не показан) , входящим в резьбовое отверстие в пуансонодержателе 1.
В условиях мелкосерийного производства для получения деталей с различным радиусом гиба дан вариант соединения секторов 2 и 3 с пуансонодержателем 1, показанный на фиг.6 и 7. К пуансонодержателю с обоих концов винтами 16 прикрепляются шпонки 17 (показана одна из них), а в накладках 18 предусмотрены вертикальцые пазы под эти шпонки. Накладки 18 снабжены горизонтальными ребрами прямоугольного сечения, входящими s горизонтальные пазы на торцах пуансонодержателя 1. Накладки 18 прикреплены к пуансонодержателю 1 винтами (не показаны).
Смена секций при варианте конструкции, показанном на фиг.6 и 7, производится путем снятия накладок 18, после чего вынимают оба сектора 2 и 3, ставят на их место другие и вновь J устанавливают обе накладки 18.
Для случая гибки деталей увеличенной толщины или из материалов повышенной прочности на цилиндрические опорные поверхности секторов 2
Q и 3 и на сопрягаемую с ними поверхность пуансородержателя 1 могут быть нанесены продольные риски, что уменьшает осевые нагрузки на червячный винт 7.
Штамп работает следующим образом.
5 Отрегулированный на заданный угол пуансон, спускаясь на заготовку, деформирует ее. Заготовка принимает форму пуансона.
Технико-экономический эффект, создаваемый описанным штампом, заключается в повышении точности деталей, снижении трудоемкости изготовления деталей, так как отпадают операции их доработки, например подгибки до заданного угла.
Формула изобретения
1.Гибочный штамп, содержащий D матрицу ,и пуансон, выполненный из
двух шарнирно связанных секторов, образующих рабочими гранями угол гиба, отличающийся тем, что, с целью обеспечения -бесступен5 чатой регулировки угла гиба, он
снабжен пуансонодержателем с червячным винтом, одна половина которого выполнена с левой, а другая с правой резьбой, а на цилиндрической поверхQ МОСТИ каждого сектора выполнен выступ с резьбой, образующей с упомянутым винтом червячное зацепление.
2.Гибочный штамп по п.1, о т личающийся тем, что для уменьшения осевых нагрузок на червячный винт, на цилиндрической поверхности секторов и сопряженной с ней поверхности пуансонов выполнены продольные риски.
3.Гибочный штамп по п.1, о т 0 личающийся тем, что, с
целью увеличения его универсальности оба сектора выполнены съемными и взаимозаменяемыми.
Источники информации, 5 принятые во внимание при экспертизе
1.Вайнтрауб Д.А. и Клепиков Ю.М. Холодная штамповка в мелкосерийном производстве. Л., Машиностроение, 1975, с.150-151, рис.57.
2.Авторское свидетельство СССР
359082, кл. В 21D 22/02, 1967.

| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальный пуансон для гибки | 1981 |
|
SU1013019A1 |
| Штамп для гибки листовых заготовок | 1985 |
|
SU1291243A1 |
| Штамп для п-образной гибки деталей | 1979 |
|
SU784967A1 |
| Штамп для гибки деталей | 1985 |
|
SU1287967A1 |
| Штамп для получения цилиндрических обечаек гибкой | 2022 |
|
RU2802880C1 |
| Способ гибки заготовок и устройство для его осуществления | 1988 |
|
SU1806031A3 |
| Штамп для отрезки и гибки | 1981 |
|
SU980898A1 |
| Штамп для получения деталей из листового материала вырубкой по контуру | 1975 |
|
SU558738A1 |
| Универсальный штамп для обрезки углов по радиусу | 1974 |
|
SU627890A1 |
| Многопозиционный штамп для пробивки,надрезки,последовательной гибки и отрезки | 1981 |
|
SU1007788A1 |

фа.гЗ
Фиг11
/« { 6
