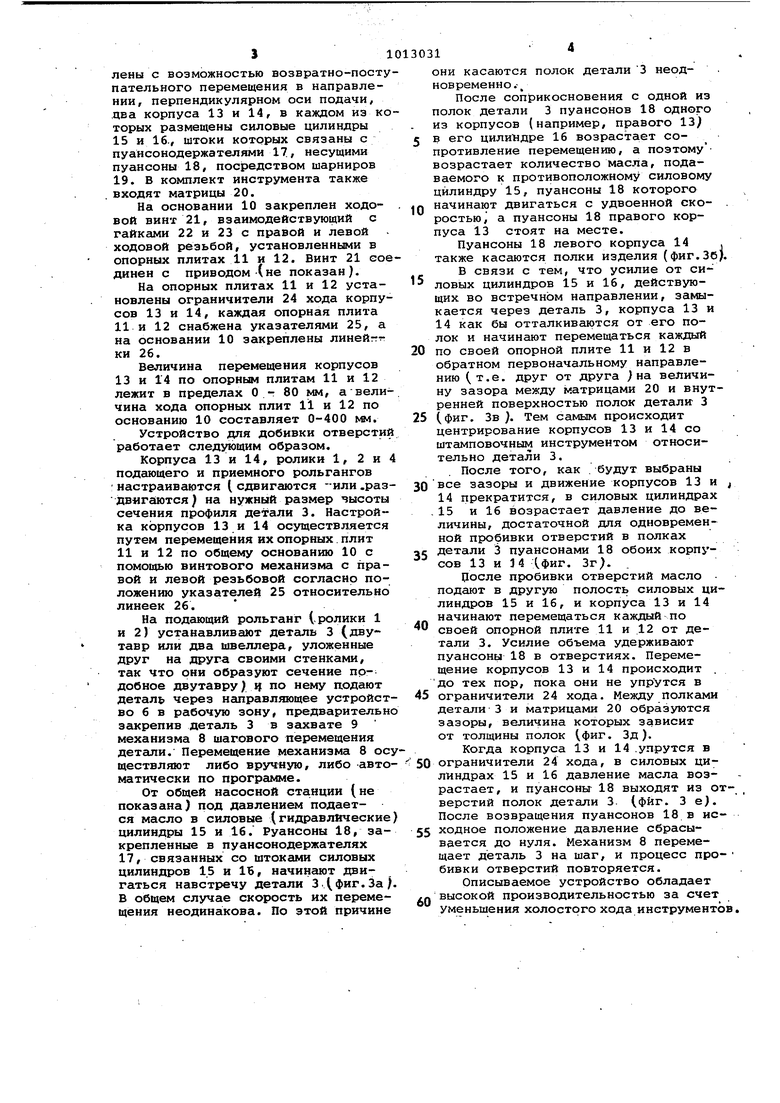
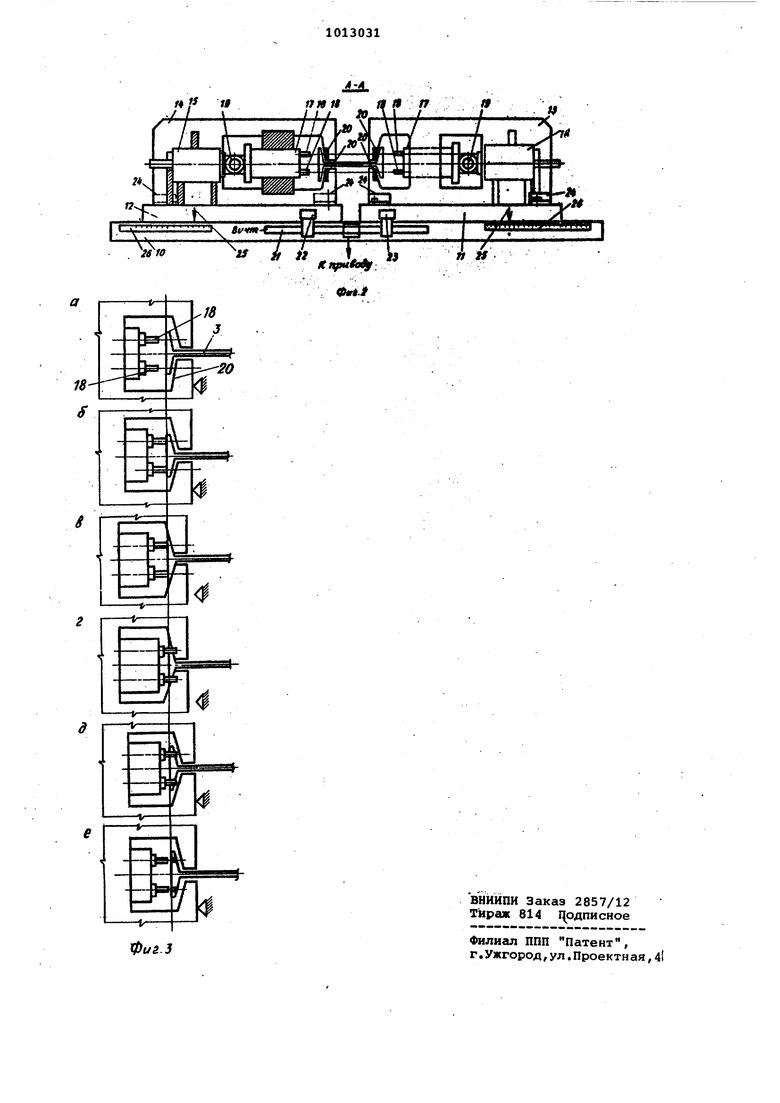
Изобретение относится к перфорирующим устройствам, в частности для пробивки отверстий в длинномерных д талях типа швеллеров и двутавров, и может быть использовано в машиностроении. Известно устройство для пробивки в стенках полых деталей отверстий, содержащее станину, на которой уста новлена матрица, взаимодействующая с двумя комплектами пуансонов, пере мещающихся во встречных направления и силовой, в частности пневматический цилиндр, со штоком которого связан по меньшей мере один из комплектов, при этом корпус цилиндра установлен с возможностью осевого перемещения относительно станины и кинематически связан с другим ком плектом пуансонов fllНедостатком известного устройства является то, что в нем отсутству ют средства, механизирующие подачу и удаление изделия из рабочей зоны, и поэтому низка производительность. ,Кроме того, устройство затруднитель но использовать при пробивке отверстий в длинномерных деталях типа- швеллеров и двутавров. Известно также устройство для производства разделительных операций в деталях типа уголков, швеллеров и двутавров, содержащее основание со смонтированными на нем узлом перемещения профилей на позицию обработки, двух корпусов, выполненных в виде рамы и размещенных по разные-стороны от подачи детали и смещенных друг относительно др,уга в направлении оси подачи, в корпусах установлены приводные штамповочные инструменты 23. Недостатком этого устройства является то,что в нем нет возможности одновременно пробивать отверстия в обоих полках профиля, а это значительно снижает производительность. Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство для пробивки отверстий в длинномерных деталях типа швеллеров и д}вутавров, содержащее основание, на котором смонтирован узел пробивки отверстий, включающий в себя два размещенные по разные стороны от подачи детали корпуса с установленными Б каждом из них |:омплектами штамповочных инструментов и приводами перемещения инструментов, вьшолненными в виде силовых цилиндров , а также содержащее подающий и приемный механизм шагового перемещения деталей с подающего рольганга в рабочую зону узла пробивки Гз.. Недостатком этого устройства является то, что для центрирования де тали требуется специальный прижим, устройство недостаточно прЪизводительно, из-за продолжительного холостого хода инструментов. Целью изобретения является 11рвыШение производительности за счет уменьшения холостого хода инструментов. Для достижения этой цели устройство для пробивки отверстий в длинномерных деталях типа швеллеров и 1двутавров, содержащее основание, на котором смонтирован узел пробивки отверстий, включающий в себя два размещенные по разные стороны от оси подачи детали корпуса с установленными в каждом из них комглектами штамповочных инструментов и приводами перемещения инструментов, выполненными в виде силовых цилиндров , а также содержащее подающий и приемный рольганги и механизм шагового перемещения деталей с подающего рольганга в рабочую зону узла пробивки, снабжено двумя опорными плитами, размещенными на основании с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном оси подачи, а корпуса установлены на ник также с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном оси подачи. На каждой опорной плите установлены ограничители хода корпуса, взаимодействующие с ним. На фиг. 1 изображено устройство в плане, общий вид; на фиг. 2 - разрез А-А на фиг. 1,(узел пробивки отверстий); на фиг. 3 - последовательность положения штамповочного инструмента левого корпуса при пробивке отверстий. Устройство для пробивки отверстий в длинномерных деталях типа швеллеров и двутавров содержит подающий рольганг с вертикально и горизонтально расположенными роликами 1 и 2, по которым перемещают деталь 3 и приемный рольганг 4, между которыми установлен узел 5 пробивки отверстий. Для точного направления деталей 3 перед узлом 5 пробивки расположено направляющее устройство б, а за узлом 5 пробивки установлен механизм 7 доделочных операций, механизм 8 шагового перемещения детали с зах ватом 9. Узел 5 пробивки отверстий включает в себя основание 10, на котором с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном оси подачи, размещены две опорные плиты 11 и 12. На опорных плитах 11 и 12 по разные стороны от оси подачи установлены с возможностью возвратно-пост пательного перемещения в направлении, перпендикулярном оси подачи, два корпуса 13 и 14, в каждом из к торых размещены силовые цилиндры 15 и 16., штоки которых связаны с пуансонодержателями 17, несущими пуансоны 18, посредством шарниров 19. В комплект инструмента также . входят матрицы 20. На основании 10 закреплен ходовой винт 21, взаимодействующий с гайками 22 к 22 с правой и левой ходовой резьбой, установленными в опорных плитах 11 и 12. Винт 21 со динен с приводом (не показан). На опорных плитах 11 и 12 установлены ограничители 24 хода корпу сов 13 и 14, каждая опорная плита 11 и 12 снабжена указателями 25, а на основании 10 закреплены линейг-г ки 26. Величина перемещения корпусов 13 и 14 по опорным плитам 11 и 12 лежит в пределах 0-80 мм, а вели чина хода опорных плит 11 и 12 по основанию 10 составляет 0-400 ым. Устройство для добивки отверсти работает следующим образом. Корпуса 13 и 14, ролики 1, 2 и подающего и приемного рольгангов настраиваются ( сдвигаются -или .раз двигается) на нужный размер чысоты сечения профиля детали 3. Настройка корпусов 13 и 14 осуществляется путем перемещения их опорных плит 11 и 12 по общему основанию 10 с помощью винтового механизма с правой и левой резьбовой согласно положению указателей 25 относительно линеек 26. На подающий рольганг (.ролики 1 и 2) устанавливают деталь 3 (двутавр или два швеллера, уложенные друг на друг своими стенками, так что они образуют сечение по-добное двутавру) ч по нему подают деталь через направляющее устройст во 6 в рабочую зону, предварительн закрепив деталь 3 в захвате 9 механизма 8 шагового перемещения детали. Перемещение механизма 8 ос ществляют либо вручную, либо авто матически по программе. От общей насосной станции (не показана) под давлением подается масло в силовые (гидравлические цилиндры 15 и 16. Руансоны 18, закрепленные в пуансонодержателях 17, связанных со штоками силовых цилиндров 15 и 1В, начинают двигаться навстречу детали З.(фиг.За) В общем случае скорость их перемещения неодинакова. По этой причине 1 они касаются полок детали 3 неодновременно.-. После соприкосновения с одной из полок детали 3 пуансонов 18 одного из корпусов (например, правого 13) В его цилиндре 16 возрастает сопротивление перемещению, а поэтомувозрастает количество масла, подаваемого к противоположному силовому цилиндру 15, пуансоны 18 которого начинают двигаться с удвоенной ско- . ростью а пуансоны 18 правого корпуса 13 стоят на месте. Пуансоны 18 левого корпуса 14 . также касаются полки изделия (фиг.36/. В связи с тем, что усилие от силовых цилиндров 15 и 16, действующих во встречном направлении, замыкается через деталь 3, корпуса 13 и 14 как бы отталкиваются от его полок и начинают перемещаться каждый по своей опорной плите 11 и 12 в обратном первоначальному направлению ( т. е. друг от друга ) на величину зазора между матрицами 20 и внутренней поверхностью полок детали- 3 (фиг. Зв ). Тем самым происходит центрирование корпусов 13 и 14 со штамповочньгм инструментом относительно детали 3. После того, как будут выбраны все зазоры и движение корпусов 13 и 14прекратится, в силовых цилиндрах 15и 16 возрастает давление до величины, достаточной для одновременной пробивки отверстий в полках детали 3 пуансонами 18 обоих Kopnsсов 13 и J4 Хфиг. Зг). Цосле пробивки отверстий масло подают в другую полость силовых цилиндров 15 и 16, и корпуса 13 и 14 начинают перемещаться каждый по своей опорной плите 11 и 12 от детали 3. Усилие объема удерживают пуансоны 18 в отверстиях. Перемещение корпусов 13 и 14 происходит до тех пор, пока они не упрутся в ограничители 24 хода. Между полками детали-3 и матрицами 20 образуются зазоры, величина которых зависит от толщины полок фиг. Зд). Когда корпуса 13 и 14 .упрутся в ограничители 24 хода, в силовых цилиндрах 15 и 16 давление масла возрастает, и пуансоны 18 выходят из отверстий полок детали 3. (фиг. 3 е). После возвращения пуансонов 18 в исходное положение давление сбрасывается до нуля. Механизм 8 перемещает деталь 3 на шаг, и процесс про- бивки отверстий повторяется. Описываемое устройство обладает высокой производительностью за счет уменьшения холостого хода инструментов,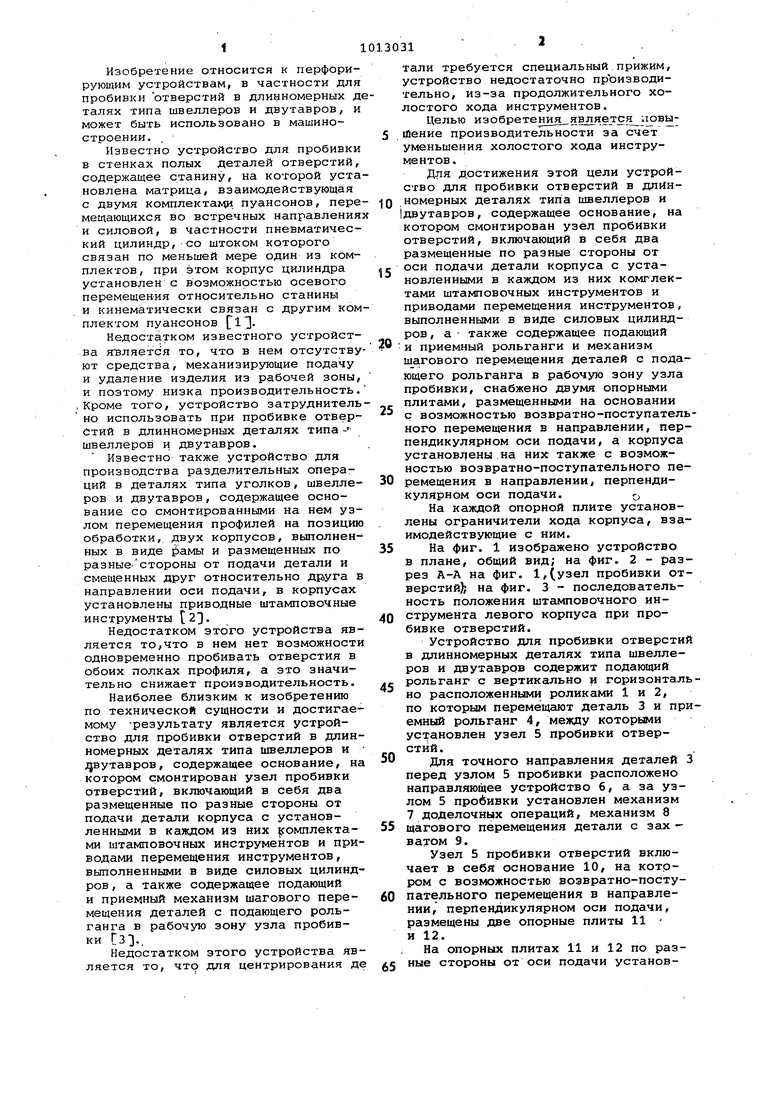
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный технологический комплекс для обработки фасонного и сортового проката | 1987 |
|
SU1511020A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПОЛУСУХОГО ФОРМИРОВАНИЯ СТРУЖЕЧНО-ЦЕМЕНТНЫХ ПЛИТ | 2003 |
|
RU2263025C2 |
| Устройство для обработки длинномерного материала | 1983 |
|
SU1110523A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Установка для производства разделительных операций | 1971 |
|
SU564789A3 |
| Комбинированный штамп для изготовления деталей | 1981 |
|
SU986545A2 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ВКЛАДЫШЕЙ ПОДШИПНИКОВ | 1972 |
|
SU332605A1 |
| Устройство для пробивки отверстий в стенках полых деталей | 1981 |
|
SU1015978A1 |
| Установка для изготовления деталей скобообразной формы | 1977 |
|
SU689759A1 |
| Штамп для реверсивной пробивки-вырубки деталей | 1985 |
|
SU1286321A1 |
1.УСТРОЙСТВО ДЛЯ ПРОВИВКИ ОТВЕРСТИЙ В ДЛИННОМЕРНЫХ ДЕТАЛЯХ ТИПА ШВЕЛЛЕРдВ И ДВУТАВРОВ, содержащее основание, на котором смонти рован узел пробивки отверстий, вкл Чсющий в себя два размещенных по разные стороны от оЬи подачи детал корпуса с установленными в каждом них комплектами штамповочных инстр ментов и приводами перемшцения инструментов, выполненными в внде силовых цилиндров, а также содержащее подающий и рольганги и механизм шагового перемещения деталей с подающего рольганга в рабочую зону узла пробивки, отличающее.с я /тем, что, с целью повышения производительности уменьшения холостого хода°инструментов, устройство снабжено двумя . опорными плитами, размещенными на основании с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном к оси подачи, а корпуса установлены на них также с возможностью. возвратно-поступательного перемеще- Q ния в направлении, перпендикулярном к оси подачи. 2. Устройство по п. 1, отлнч а ю щ е е с я тем, что на каждой опорной плите установлены ограничители хода корпуса, взаимодействующие с ним..
