Известны установки для изготовления из ленты тонкостенных вкладышей подшииников, содержащие устройство для шаговой подачи ленты, жестко связанные с иолзуно.м пресса штамповочные инструменты для надрезки-разметки ленты с обеих сторон по всей ширине, обрезки краев, предварительной и окончательной гибки, а также взаимодействуюш.ие с ползуном пресса инструменты для пробивки смазочных отверстий, формования фиксируюших выступов п полного отделения вкладыша от ленты.
Предлагаемая установка отличается от известной тем, что инструменты для пробивкн смазочных отверстий и полной отрезки детали от ленты связаны с ползуном через двуплечие рычаги, взаимодействующие одним концом с ползуном пресса, а другим с соответствующим инструментом и шарнирно установленные на нижней плите, закрепленной на станине пресса.
Такая конструкция установки обеспечивает повышение точности - обработки при последовательном осуществлении операций частичной отрезки, гибки, пробивки смазочных отверстий и полной отрезки.
тельной гибки, установленные последовательно, выполнены в одном штамповочном блоке. Инструмент для полной отрезкн вкладыша
от ленты выполнен в одном блоке с инструментом для формования фиксирующих выступов.
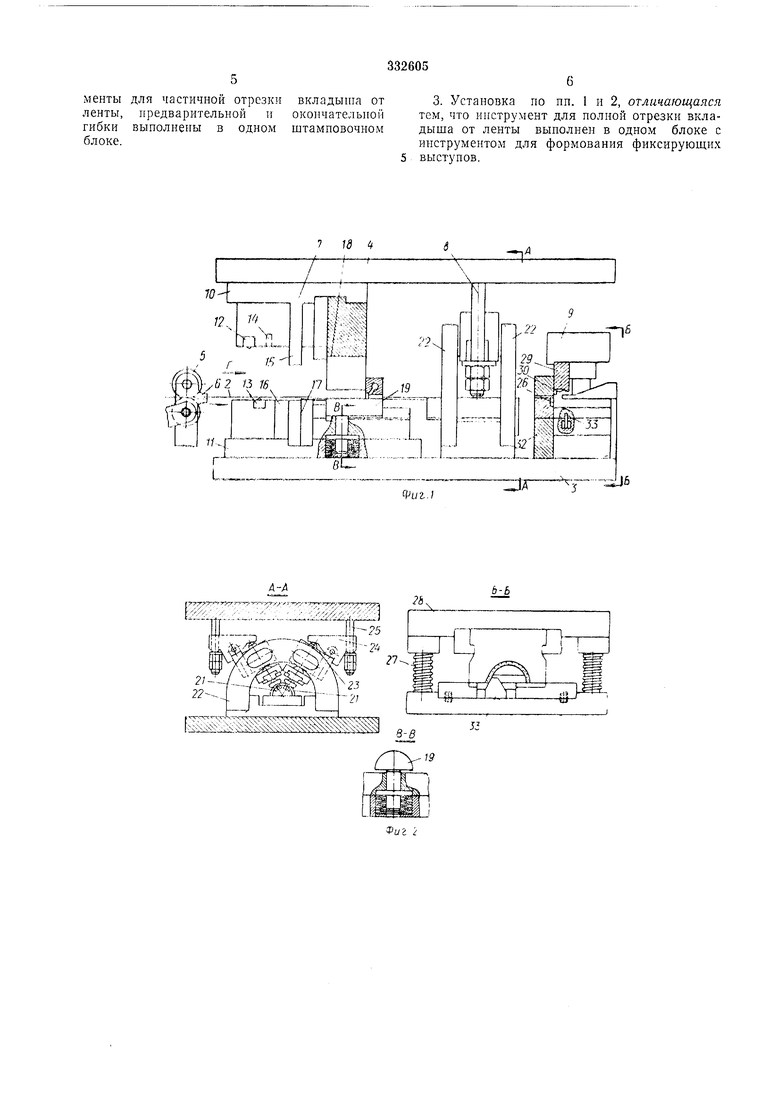
На фиг. 1 схематично нзображеиа предлагаемая установка; на фиг. 2 -разрезы по
А-А, Б-Б и В-В на фиг. 1; на фиг. 3 - вид сверху на ленту в ироцессе изготовления вкладышей; на фиг. 4 - вид сверху на узлы обрезки краев иолосы, частичной отрезки ее и предварительной гибки; на фиг. 5 - часть
узла полной отрезки вкладыша; на фиг. 6 -
вкладыш, изготавливаемый на этой установке.
Установка предназначена для изготовления
вкладышей / из миогослойной металлической
ленты 2, имеющей промежуточпый слой пз
свинцовобронзового нли алюмиииевооловянного сплава и рабочий слой из оловяииого или свинцового сплава. В частности, вкладыши могут быть изготовлены из однослойной биметаллической ленты или из металлической
обозначен) и верхнюю плиту 4, жестко связанную с его нолзуном. На плитах смонтирован ряд блоков со штамповочными инструментами.
Металлическая лента прерывисто подается по стрелке Г при помощи подающих ролпков 5, размещенных на станине пресса. Она проходит через направляющее устройство 6 и последовательно через ряд съемных штамповочных блоков 7-9, обеспечивающих ее обработку.
Первый блок 7 содержит верхиий /О п У/ держатели инструментов, установленные с возможностью относительного поступательного перемещения в вертикальпом нанравленнн и связанные направляющими (на чертеже не обозначены). В этом блоке смонтированы последовательно пуансон 12 для надрезки-разметки верхней поверхпостп ленты, закрепленный в верхнем держателе, пуансон 13 для надрезкп-разметкн нижней поверхности полосы, закрепленный в пижнел держателе, нуаисон 14 для маркировки, верхние п нижние ножи 15, 6 для обрезки краев ленты до величины, соответствующей длине дуги окружности вкладыша. Далее расположены инструменты для шстичной отрезки вкладыша от ленты, предварптельно и окончательной гибки.
При маркировке ц напесенни надреза на верхней поверхности полосы последняя удерживается нижним держателем, а ири панесении надреза на нижней поверхности - верхним держателем.
Ножи 15, 16 имеют пересекающиеся под ирямым углом две режущие кромки и обеспечивают образование иа полосе заплечиков, которые при взаимодействии с уиором 17, жестко связанным с ножом 16, и фиксируют полосы во время обработки. Подача ее производится по мере отрезки участков края. Первый блок, обеспечивающий нредварнтельную гибку, содержит матрицу 18 и пуансон 19, профиль рабочпх поверхностей которых образован дугой окружности и сопряженными с ней с обеих сторон наклонными прямыми.
Рабочие кромки выстуиающнх наружных участков матрицы являются режущими и обеспечивают частичную отрезку вкладыша при взаимодействии с режуну1ми кромками 20 ножа. Этот блок обесиечивает также окончательную гибку, калибровку торцов с получением заданной длииы дуги вкладыша и заданного качества наружной .поверхности. После первого блока но ходу ленты установлены узлы пробивки смазочных отверстий, полной отрезки вкладыша от ленты и формования фиксирующего выступа.
Узел пробивки смазочных отверстий содержит закрепленные на нижней плите нробивные матрицы 21 и два дугообразных элемента 22, между которыми установлены в направляющих под углом один к другому радиально по отнощению к вкладыщу пробивные иуансоны 23. Рабочий ход пуансонов осуществляется при перемещении вверх .ползуна пресса, воздействующего на концы двуплечих рычагов 24, шарнирно связанных с дугообразными элементами и взаимодействующих концами с пуансонами. Соединение рычагов с верхней плитой осуществляется при помощи тяг 25, входящих в иазы рычагов. Узлы для
пробивки могут обеспечить формование выемок для масла вокруг нробиваемых отверстий.
Узел отрезки содержит неподвижный нож 26 н закрепленный на перемещающейся ио
направляющим 27 верхией плите 28 подвижный нож 29. Па плите закренлен палец 30, входящ)й прн штамповке в смазочное отверстие вкладыша и обесиечивающий его фиксацию. Узел снабжен двумя Г-образпыми выталкивателями 31, установленными в кронштейне 32, закрепленном па нижней плите. Инструмент 33 обеспечивает формованне фнксирующего выступа 34. Плита 28 блока отрезки вкладыша н формования фиксирующего выступа ириводится в действие при поMonui кулиспо-рычажпой передачи, аиалогичной нередаче, ириводящей в действие узел
пробивки отверстий.
Эти передачи позволяют осуществлять операции пробивки, отрезки и формования фиксирующего выступа в разное время с операцией гибки, вызывающей изменение длины ленты в осевом наиравлеиии. Раздельное выполнение указанных операций приводит к повышеПИЮ точности изготавливаемых деталей.
Предмет изобретения
1. Установка для изготовления вкладышей подшипников из ленты, содержан1,ая устройство для шаговой иодачи ленты, жестко связаииые с иолзуном пресса штамповочные ииструмеиты для падрезкп-разметки лепты с
обеих сторон но всей ширине, обрезки краев, предварительной и окончательной гибки, а также содержаидая взаимодействующие с ползуном инструменты для пробивки смазочных отверстий, формования фиксирующих
выступов и иолного отделения вкладыша от ленты, отличающаяся тем, что, с целью повыиюния точиости обработки ирн иоследовательном осуп.1ествлепии операций частичной отрезки, гпбки, пробивки смазочных отверстий и иолной отрезки детали от ленты, инструменты для пробивки, отрезки и формования фиксирующих выступов связаны с ползуном через двуплечне кулисные рычаги, взаимодействующие одиим кондом с нолзуном пресса, а другим с соответствующим инструментом и шариирно установленные на нижней нлите, закреплеппой на станине пресса. 2. Установка по п. 1, отличающаяся тем,
менты для частичной отрезкивкладыша от
ленты, предварительной нокончательной
гибки выполнены в одномштамновочиом блоке.
3. Установка по пп. 1 н 2, отличающаяся тем, что инструмент для полной отрезки вкладыша от ленты выполнен в одном блоке с инструментом для формования фиксиру1ош,их выступов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Устройство для параллельной штамповки деталей из листового материала | 1979 |
|
SU1118457A1 |
| Автоматическое устройство для изго-ТОВлЕНия СВЕРТНыХ ВТулОК из лЕНТОч-НОгО МАТЕРиАлА | 1978 |
|
SU827220A1 |
| Универсально-гибочный автомат для изготовления деталей малых серий | 1988 |
|
SU1637891A1 |
| Способ изготовления гнутых профилей и линия для его осуществления | 1991 |
|
SU1796311A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| Устройство для последовательной штамповки | 1988 |
|
SU1532143A1 |
| Штамп для реверсивной вырубки-пробивки | 1990 |
|
SU1761346A1 |
| Штамп последовательного действия | 1990 |
|
SU1808444A1 |
| Устройство для штамповки листового материала | 1990 |
|
SU1784360A1 |

7 W f
г:
А-А
;iJ6
Фиг.;
6-6
tli
/r v/л фи
