У У У
1У lif /У
уу м утлмлмц
-J-7-Г
12 11 10
РежуЦ я часть
1-1-/-7-/ Т-
Изобретение относится к механической обработке и предназначено для протягивания профильных поверхностей. Известна наружная протяжка для обработки поверхностей, включающая режущие и калибрующую группы с зубцами, режущие кромки которых расположены перпендикулярно направлению протягивания, причем в пределах одной группы зубья имеют одинаковую геометрическую характеристику и равную высоту, а каждая последующая группа имеет превыщение над предыдущей на величину среза I. Надостатком этих протяжек является их ограниченное применение, так как отсутствует возможность формообразования профильных поверхностей. Целью изобретения является расщирение технологических возможностей за счет обработки профильных поверхностей. Цель достигается тем, что в протяжке для обработки поверхностей, включающей режущие и калибрующую группы с зубъями, режущие кромки которых расположены перпендикулярно направлению протягивания, а в пределах одной группы зубья имеют одинаковую геометрическую характеристику и равную высоту, и каждая последующая группа имеет превыщение над предыдущей на величину среза, зубья расположены с одинаковым щагом, их количество в группе соответствует числу граней обрабатываемой профильной поверхности, а параметры калибрующих зубьев идентичным параметрам зубьев последней режущей группы На фиг. 1 изображена конструкция наружной протяжки для обработки 3-гранной профильной поверхности; на фиг. 2 - схема обработки 3-гранной профильной поверхности; на фиг. 3 - схема обработки 4гранной профильной поверхности; на фиг. 4 - схема расположения припусков, снимаемых каждым зубом протяжки. Наружная протяжка для обработки профильных поверхностей устроена следующим образом: зубья 1-3 объединены в группу I; зубья 4-6 объединены в группу II; зубья 7-9 обьединены в группу III; зубья 10-12 объединены в группу IV; зубья 13-15 обьединены в группы V-калибрующую. Все режущие кромки зубьев расположены перпендикулярно направлению протягивания. В каждой группе I-V все зубья одинаковы, имеют одинаковые углы резания, геометрию стружечных канавок, а их количество соответствует числу граней обрабатываемой пр9фильной поверхности. Количество групп зубьев на режущей части определяется отнощением эксцентриситета е профильной поверхности к толщине среза а - подъему на группу зубьев. В зависимости от длины обрабатываемой поверхности толщина среза имеет значения а 0,2-0,8мм. Шаг зубьев t определяется в зависимости от диаметра обрабатываемого вала D и расстояния Н от центра заготовки до ближайщей точки профиля (фиг.2 и 3). Вследствие изменения величины Н для каждой режущей группы I-IV на величину а значение щага t в них будет различное, увеличиваясь от первой группы к последней. Однако для обеспечения постоянного значения скорости протягивания и вращения заготовки величину-t принимаем одинаковой для всех групп- зубьев и равной щагу последней режущей группы. Калибрующая часть содержит одну группу зубьев. Протяжка работает следующим образом. Обработка осуществляется на токарном станке. При наладке протяжка устанавливается на поперечных салазках токарного станка так, чтобы ее последние режущие 10-12 или 9-12 и калибрующие зубья 13-15 или 13-16 находились на расстоянии Н ниже линии центровки. Протяжке 1 сообщается поступательное движение со скоростью Vnp, а детали 2 - вращательное со скоростью Уе в указанных на схеме направлениях. Для обработки 3-гранной профильной поверхности используется протяжка, в которой каждая группа состоит из 3-х зубьев. Каждый зуб группы снимает припуск толщиной о на-определенном участке периметра поперечного сечения вала, соответствующий длине одной грани профильной поверхности. Следующий слой припуска толщиной а снимается зубьями второй группы и т.д. На фиг. 4 показано расположение припусков, снимаемых каждый зубом протяжки. Принятое обозначение показывает, что данный припуск срезается зубом протяжки, имеющим такой же номер (фиг. 2). Формирование профиля заверщается работой группы калибрующих зубьев, геометрическая характеристика которых идентична зубьям последней рабочей группы. Применение предлагаемой конструкции режущего инструмента обеспечивает: возможность обработки профильных поверхностей; снижение трудоемкости наладки станка; повыщениё производительности; повыщение точности формообразования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОТЯГИВАНИЯ УШКОВ ДЕТАЛИ ТИПА "ВИЛКА РУЛЕВОГО УПРАВЛЕНИЯ" И ПРОТЯЖНОЙ БЛОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2321477C1 |
| СПОСОБ ПРОТЯГИВАНИЯ ПАЗОВ И ПРОТЯЖНОЙ БЛОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2151031C1 |
| ПРОТЯЖКА ДЛЯ ОБРАБОТКИ ПАЗОВ | 1992 |
|
RU2047429C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2018416C1 |
| Сборная протяжка | 1987 |
|
SU1504018A1 |
| Круглая протяжка с винтовыми зубьями | 1977 |
|
SU738788A1 |
| Секционная протяжка | 1982 |
|
SU1151383A1 |
| Резцовая головка-протяжка | 1976 |
|
SU618220A1 |
| МЕТЧИК-ПРОТЯЖКА | 1992 |
|
RU2008146C1 |
| Протяжка для обработки плоскостей | 1985 |
|
SU1263452A1 |

НАРУЖНАЯ ПРОТЯЖКА ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТЕЙ, включающая режущие и калибрующую группы с зубьями, режущие кромки которых расположены перпендикулярно направлению протягивания, причем в пределах одной группы зубья имеют одинаковые углы резания, геометрию стружечных канавок и равную высоту, а каждая последующая группа имеет превышение над предыдущей на величину среза, отличающаяся тем, что, с целью расширения технологических возможностей путем обработки профильных поверхностей, зубья протяжки расположены с одинаковым шагом, их количество в группе соответствует числу граней обрабатываемой профильной поверхности, а параметры калибрующих зубьев идентичны параметрам зубьев последней режущей группы.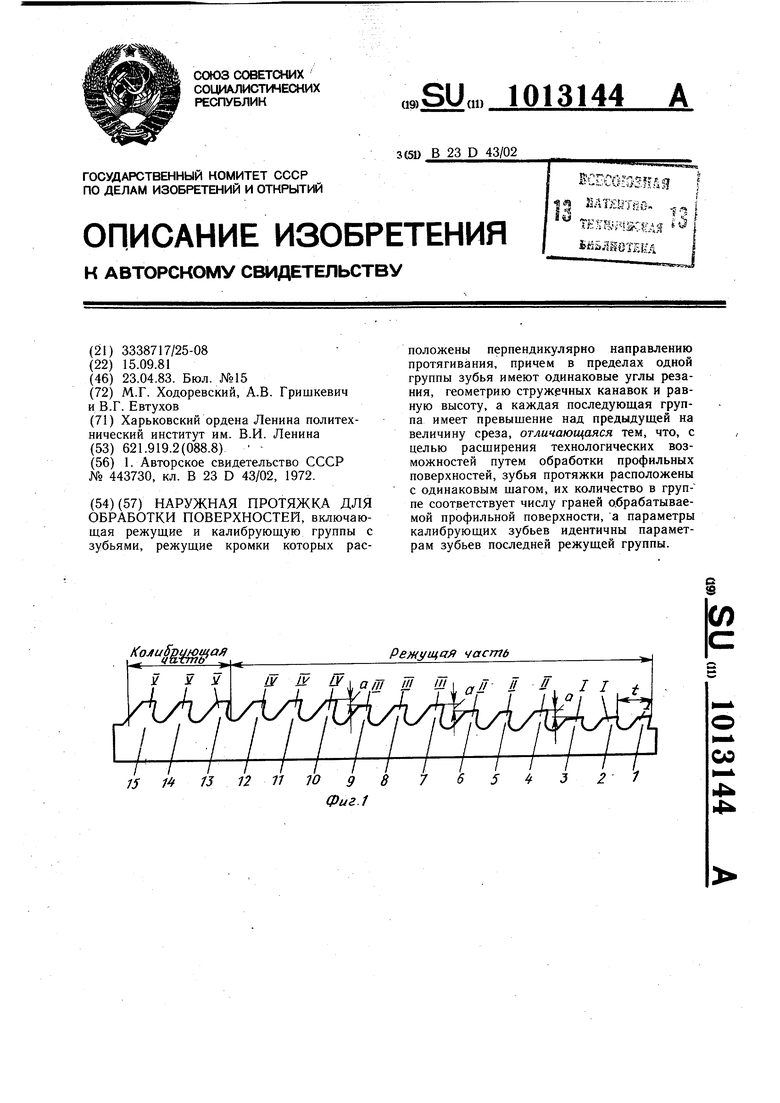
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Секционная протяжка | 1972 |
|
SU443730A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
