Изобретение относится к машиностроению и может быть использовано в производстве зубчатых колес.
Известен способ чистовой обработки зубчатых колес, осуществляемый за несколько проходов в условиях непрерывного обката и возвратно-поступательного движения инструмента, число зубьев которого некратно числу зубьев обрабатываемого зубчатого колеса, при этом последний проход осуществляют в режиме выхаживания 1.
Однако данный способ имеет недостаточную точность обработки, поскольку погрешности инструмента и его базирования переносятся на обрабатываемое зубчатое колесо
Цель изобретения - повышение точности процесса зубообработки.
Поставленная цель достигается тем, что при обработке зубчатых колес за несколько проходов в условиях непрерывного обката и возвратно-поступательного движения инструмента, число зубьев которого некратно числу зубьев обрабатываемого колеса, при осуществлении последнего прохода в режиме выхаживания, перед предпоследним проходом инструмент вводят в зацепление с обрабатываемым колесом после того, как оно совершит п оборотов, определяемое из соотношения
0.5
-1,
п ZJ-XM/ - 22
где7и- число зубьев инструмента;
Z - большее из чисел зубьев пары инструмент -обрабатываемое зубчатое колесо;
Zj-меньшее из чисел зубьев пары инструмент-обрабатываемое зубчатое колесо;
/и/ -целая часть значения передаточного отношения .
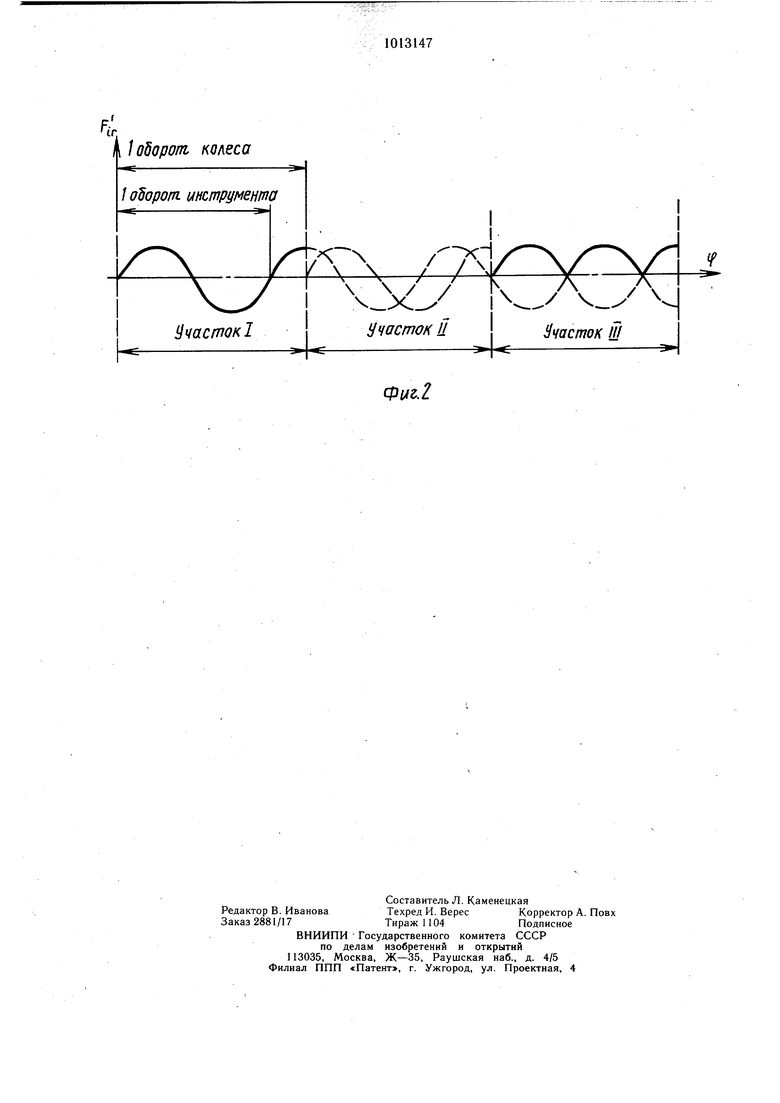
На фиг. 1 изображена схема обработки; на фиг. 2 - график возникающих при зубообработке погрешностей.
Способ осуществляется следующим образом.
Инструментом 1 (фиг. 1) производят обработку зубчатого колеса 2, затем перед предпоследним проходом, когда инструмент выведен из зоны резания, обрабатываемое зубчатое колесо совершает определенное
число оборотов, рассчитанное по вышеприведенной зависимости, при этом кинематическая цепь станка не размыкается. Затем инструмент вновь вводится в зону резания и осуществляется последний чистовой проход в режиме выхаживания.
Пример. Обрабатывается зубчатое колесо с числом зубьев z 25 инструментом с числом зубьев Zj, 20.
Во время обработки (участок I на фиг.2) погрешности инструмента и его базирования переносятся на изделие.
На участке TI фиг. 2, когда инструмент выведен из зоны резания, погрешности, перенесенные на изделие, повторяются без изменения.
Во время последнего чистового прохода, осуществляемого после того, как обрабатываемое зубчатое колесо совершит определенное число оборотов, инструмент вводят в зону резания и его погрешности оказываются при этом (участок III фиг. 2) в противофазе с полученными ранее погрешностями.
В результате этого наибольший съем металла происходит там, где погрешности, возникшие от первых проходов, максимальные 0 и практически нет съема там, где эти погрешности минимальны. Таким образом, достигается повышение точности обработки.
Технический эффект от применения способа возникает в результате повышения точности изделий без применения прецизионного оборудования, а производительность увеличивается за счет ускоренных движений при холостой обкатке.
Экономический эффект, возникающий в результате предлагаемого способа обработки, может быть оценен сравнением с зубошлифованием, которым обычно достигается подобная точность обработки.
F,
iC.
1о5о/уо/л колеса
I / оборот, инстрдменгла
f
.2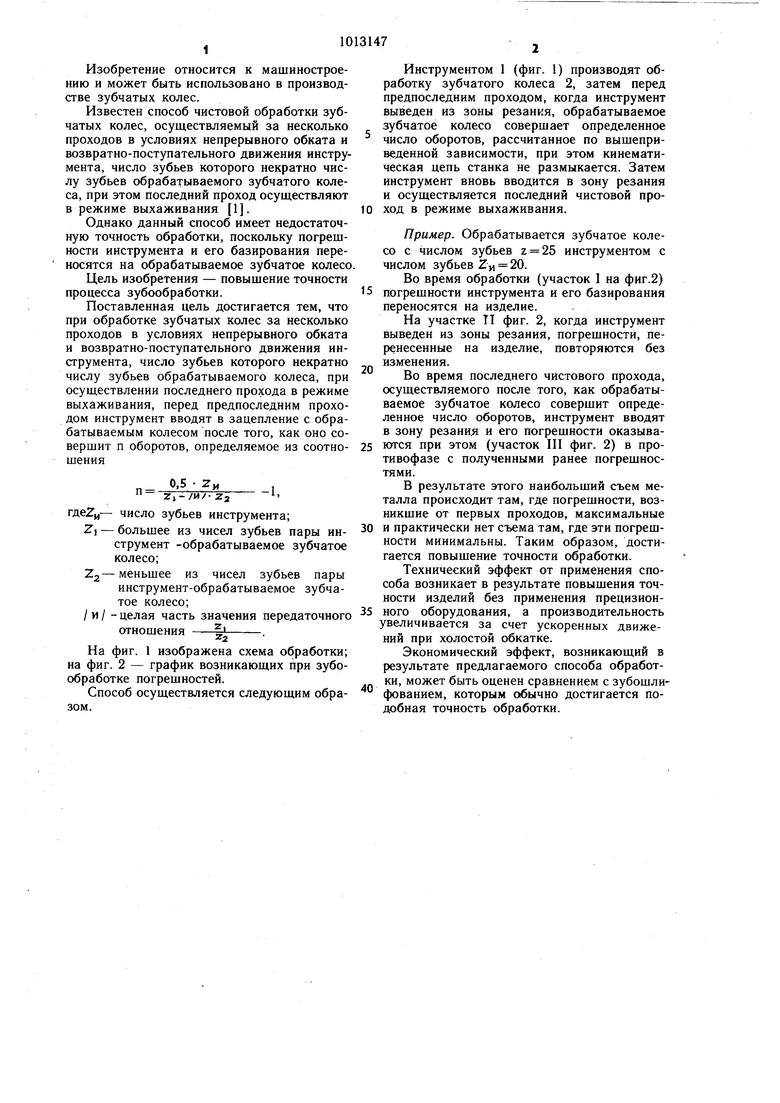
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки зубчатых колес | 1987 |
|
SU1433662A2 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС ШЕВИНГОВАНИЕМ-ПРИКАТЫВАНИЕМ | 2011 |
|
RU2479389C1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2006 |
|
RU2314183C1 |
| УСТРОЙСТВО ДЛЯ ШЕВИНГОВАНИЯ ЗУБЧАТЫХ КОЛЕС | 1999 |
|
RU2176178C2 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2446923C1 |
| Способ нарезания конических зубчатых колес | 1979 |
|
SU887090A1 |
| АБРАЗИВНО-АЛМАЗНЫЙ ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2003 |
|
RU2231427C1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1989 |
|
RU2029663C1 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2003 |
|
RU2231426C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС ШЕВИНГОВАНИЕМ-ПРИКАТЫВАНИЕМ | 2011 |
|
RU2483845C1 |
СПОСОБ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС, выполняемый за несколько проходов в условиях непрерывного обката и возвратно-поступательного движения инструмента, число зубьев которого некратно числу зубьев обрабатываемого зубчатого колеса, при этом последний проход осуществляют в режиме выхаживания, отличающийся тем, что, с целью повышения качества обработки, перед предпоследним проходом инструмент вводят в зацепление с обрабатываемым зубчатым колесом после того, как оно совершит п оборотов, определяемое из соотношения n -5&L-i г,-/и/гг гдеЗу,- число зубьев инструмента; Zj- большее из чисел зубьев пары ииструмент-обрабатываемое зубчатое колесо; Zy- меньшее из чисел зубьев пары инструмент-обрабатываемое зубчатое колесо; / и / - целая часть значения передаточного отношения .
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Калашников С | |||
| Н | |||
| и др | |||
| Изготовление зубчатых колес | |||
| М., «Высшая школа, 1980, с | |||
| Раздвижной паровозный золотник с подвижными по его скалке поршнями между упорными шайбами | 1922 |
|
SU148A1 |
