со со
О)
сх
hO
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ориентации зубчатого колеса на зубошлифовальных станках | 1984 |
|
SU1271688A1 |
| Способ обработки цилиндрических зубчатых колес | 1985 |
|
SU1419830A1 |
| Способ изготовления зубчатых колес | 1988 |
|
SU1764870A1 |
| Способ чистовой обработки цилиндрических зубчатых колес | 1987 |
|
SU1484492A1 |
| Способ чистовой обработки цилиндрических зубчатых колес | 1986 |
|
SU1419833A1 |
| Станок для обработки зубчатых колес | 1990 |
|
SU1759573A1 |
| Способ двухпроходного нарезания цилиндрических зубчатых колес | 1984 |
|
SU1284744A1 |
| Зубошлифовальный станок | 1987 |
|
SU1581488A1 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС ШЕВИНГОВАНИЕМ-ПРИКАТЫВАНИЕМ | 2011 |
|
RU2479389C1 |
| СПОСОБ НАРЕЗАНИЯ КОНИЧЕСКИХ КОЛЕС | 1991 |
|
RU2043186C1 |
Изобретение относится к машиностроению и может быть использовано для повышения точности обработки зубчатых колес на зубодолбежном станке. Целью изобретения является повьште- ние качества обработки. Перед началом обработки, выполняемой за К проходов, определяют закон изменения погрешности обката в зависимости от угла поворота инструмента после выполнения (К-2) прохода, осуществляют первый вывод инструмента 2 из зацепления с обрабатываемым зубчатым колесом. 1, продолжают их взаимосвязанное вращение без обработки и после поворота инструмента на угол, величину которого определяют из условия равенства мгновенных значений погрешности обката ветви штосселя в начальный и конечный моменты (К-1) прохода, производят ввод инструмента 2 в зацепление с зубчатым колесом 1 и выполняют (К-1) проход со снятием припуска,величина которого выбирается большей или равной модулю разности мгновенных значений погрешности обката в начальный и конечный моменты (К-2) прохода. 2 ил. i (Л с
IV)
Изобретение относится к машиностроению и может быть использовано в производстве зубчатых колес.
Цель изобретения - повьшение каче- , ства обработки.
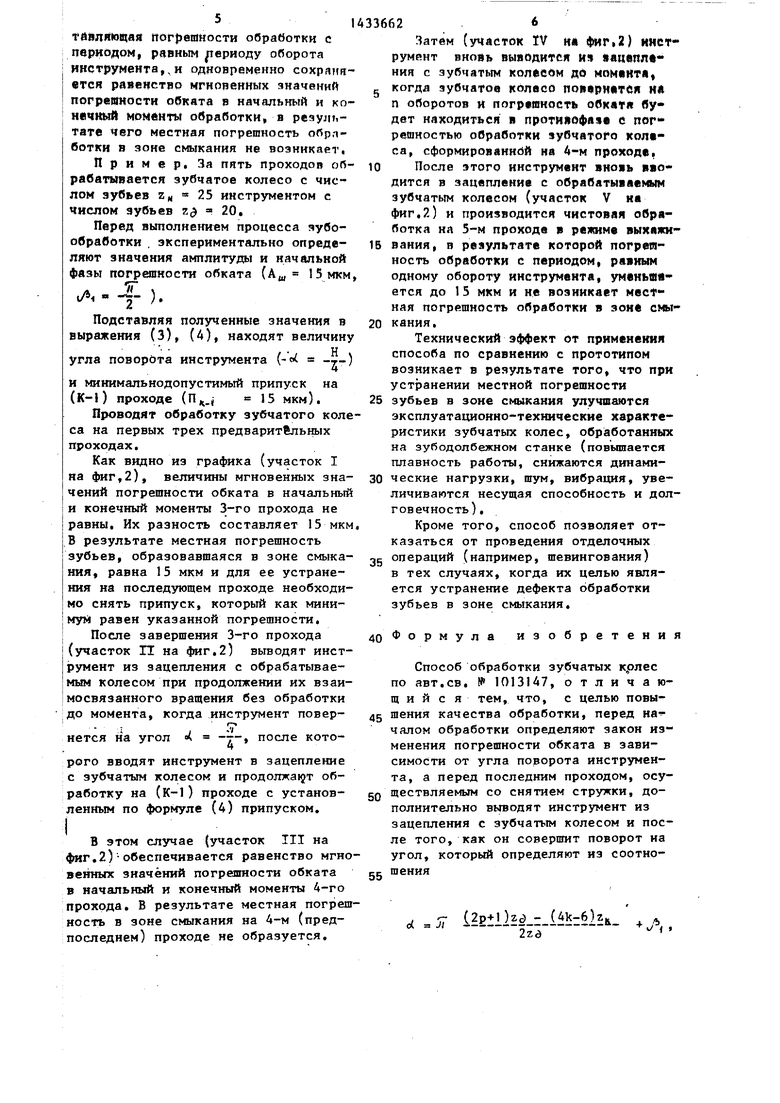
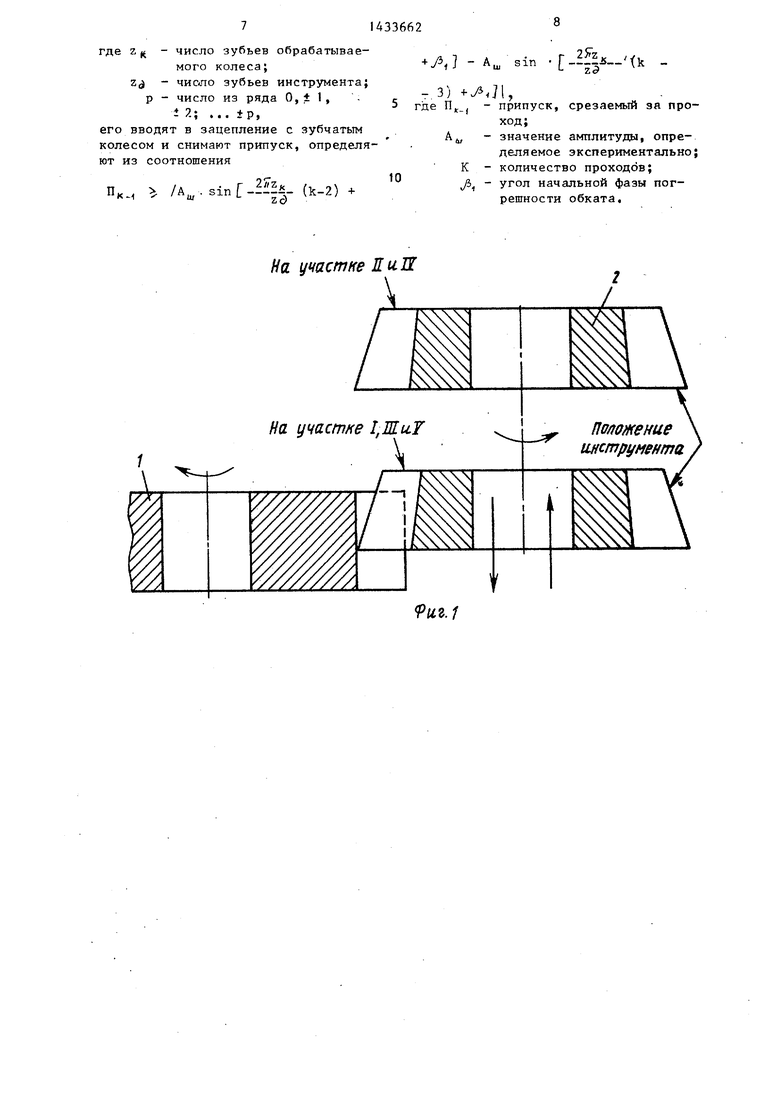
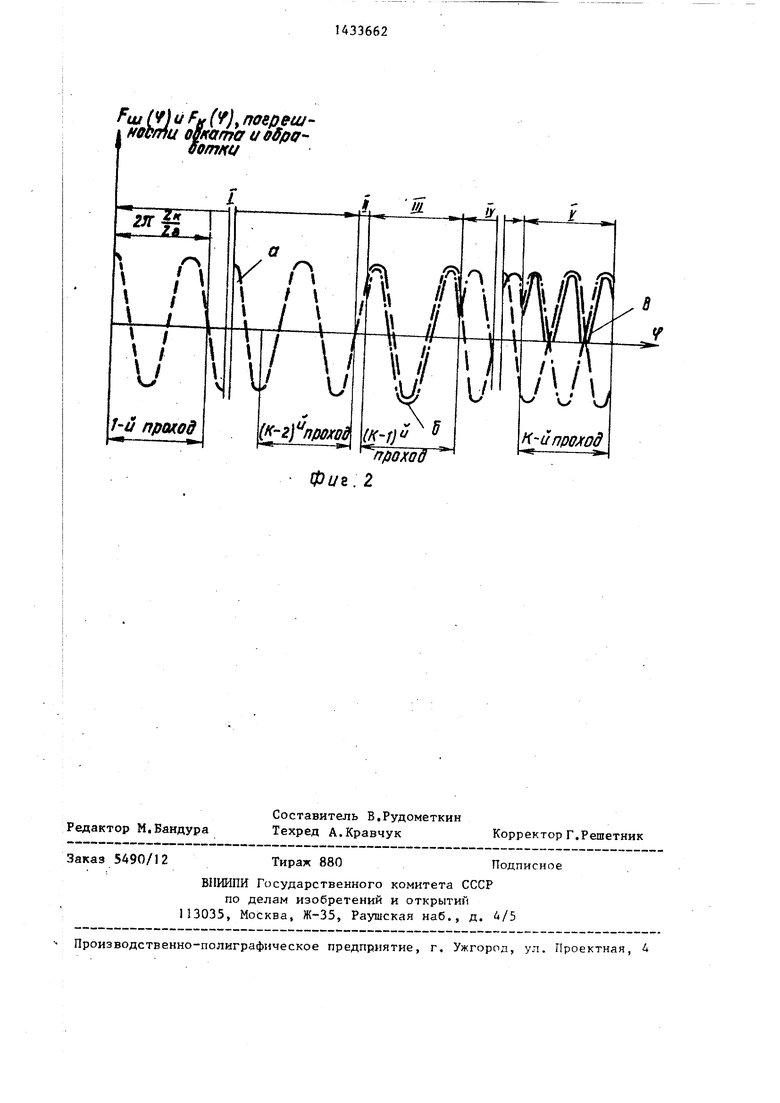
На фиг,1 изображена схема обработки зубчатого колеса; на фиг. 2 - график возникающих при зубопбработке погрептостей.JQ
Обрабатываемое колесо 1 относительно инструмента 2 может занимать два положения: положение I, при котором в условиях непрерывного обката и возвратно-поступательного движения 15 инструмента производится обработка зубчатого колеса, и положение II, при котором инструмент выведен из зацепления зубчатым колесом, но обкат продолжается,20
На фиг, 2 приведены: кривая а, характеризующая закон изменения составляющей погрешности обката ветви ютосселя с периодом, равным периоду оборота инструмента (в дальнейшем - 25 погрешность обката), крива,, ха- рактеризующая погрешность обработки зубчатого колеса, сформированную на (К-1) проходе (в дальнейшем-- погрешность обработки), и кривая в, зо характеризующая окончательну7о погрешность обработки зубчатого колеса. По оси абсцисс на фиг.2 откладывается угол поворота инструмента V , а по оси ординат - погрешность обката Fa/ (т) и погрешность обработки 7
(V).
На графике фиг.2 -выделено пять участков, характеризующих основные этапы обработки зубчатого колеса. Q
Участок I - предварительная обработка за (К-2) проходов.
Участок 11 - первый вывод инструмента из зацепления с обрабатываемым зубчатым колесом и поворот инст- д румента на некоторый угол.
Участок III - ввод инструмента в зацепление с обрабатываемым зубчатым колесом и выполнение обработки на (К-1) проходе со снятием припус- „ ка с целью устранения погрешности в зоне смыкания.
Участок IV - повторный вывод инструмента из зацепления и поворот обрабатываемого колеса на п оборотов.
Участок V - повторный ввод инструмента в зацепление с обрабатываемым зубчатым колесом и выполнение обработки на К проходе в режиме вьгхажи35
55
,
Q
5 0
5 о
Q
„
5
5
вания с целью снижения погрешности обработки с периодом равным периоду оборота инструмента.
Способ осуществляют следующим образом.
Перед, началом процесса обработки зубчатого колеса определяют закон изменения погрешности обката в функции угла поворота инструмента, который описывается выражением
P(f} А .sin (, (I)
где А - амплитуда погрешности обката;
if - TeKjTuee значение угла поворота инструмента; /3 - начальная фаза погрешности обката относительно момента начала выполнения первого прохода.
Значения величин А(ц и , определяют по результатам контроля накопленной погрешности пробного зубчатого колеса, которое нарезают за один проход тем же инструментом и на той же настройке, что и обрабатываемое зубчатое колесо. Контроль накопленной погрешности может вьтолняться с помощью известных приборов.
Эти величины могут быть найдены при суммировании составляющей кинематической погрешности зубодол- 6eKiioro станка, которая изменяется с периодом, равным периоду оборота инструмента и накопленной погрешности инструмента, установленного на шпинделе штосселя. При этом характеристики составляющей кинематической погрешности определяют по результатам контроля кинематической точности цепи обката-деления зубодолбеж- ного станка с помощью кинематомера (например, мод. КН-7).
Характеристики накопленной погрешности долбняка определяют с помощью зубоизмерительного прибора, обеспечивающего контроль накопленной погрешности на технологической -оси (например, мод. EVTM фирмы HOFLER, ФРГ).
Значение величины yj позволяет предварительно расчетным путем определить искомый угол поворота на участке П, а совместно с величиной Ащ - определить минимальное значение припуска обработки на (К-1) проходе.
Далее инструментом 2 (фиг.) производят обработку зубчатого колеса
1, которая выполняется в пять эта- этапов.
На первом этапе (участок I, фиг.2 выполняют предварительную обработку зубчатого колеса за (К-2) проходов. Причем инструмент 2 (фиг. 1)находится в положении 1 .Как видно из фиг.2,мгновенные значения погрешности обката на границах (К-2) прохода не равны. Это при- водит к тому, что в зоне смыкания функция погрешности обработки зубчатого колеса претерпевает разрыв,следствием которого является местная погрешность обработки одного-двух зубье колеса - типичный дефект процесса зубодолбления,
В момент окончания (К-2) прохода осуществляют первый вывод инструмента из зацепления с обрабатываемым зубчатым колесом (положение 11 инструмента 2 на фиг.О, после чего продолжают их взаимосвязанное вращение без обработки (участок II, фиг,2) до момента, когда инструмент совершит поворот на угол, величину которого определяют из условия обеспечения равенства мгновенных значений погрешности обката в начальный и конечный моменты (К-) прохода,
Указанное условно иллюстрируется на фиг,2 участком III на кривой б.
Как видно из графика, на границах участка III мгновенные значения погрешности .обката равны, т,е, функция погрешности обработки в зоне смыкания не претерпевает разрыва и местная погрешность обработки в зоне смыкания не возникает.
Условие равенства мгновенных зна- чений погрешности обката на границах участка III описывается вьфажением АШ . sin (f -, ) AU, .sin ( ), (2)
где Ч- 2 (k - 2) + d - z э
угол поворота инструмента в момент начала обработки на (К-1) проходе;
vf L 257 (k - 2)
z д
„l-Zu
+ 2 Л --- - угол поворота инстZ д
румента в момент скончания обработки на (К-1) проходе;
J57.д
- угол поворота инструмента на одном проходе;
Zfc - число зубьев обрабатываемого колеса; za - число зубьев инструмента;
ot - угол поворота инструмента от момента окончания (К-2) прохода до момента начала (К-1) прохода.
Множество решений уравнения (2) тносительно угла Ы записывается ледующим выражением:
о( 57 . -I2piil2arllk 6).zj5
2zd
+ А,
(3)
где р - число из ряда 0; il; j2; ,,,
;р, выбираемое в нашем случае из условия, что значение угла « принимает наименьшее из возможных положительных значений.
После поворота инструмента на угол с , величина которого определена по формуле (З), производят ввод инструмента в зацепление с зубчатым колесом (положение I инструмента на фиг,) и выполняют (К-1) проход со снятием припуска, величину которого назначают из условия
П,, /A.sin J5|i- (k
. . г /, А. sin с---5- (k.
(М
где Пц. - припуск при обработке на
(К-1) проходе,
I Выбранная величина припуска П., позволяет в процессе обработки на (К-1) проходе устранить погрешность в зоне смыкания, образовавшуюся на (К-2) проходе.
После завершения обработки на (К-1) проходе вновь выводят инструмент из зацепления с обрабатываемым зубчатым колесом и вьтолняют операции, предусмотренные в прототипе (участки IV и V фиг,2). Как видно из фиг,2, на участка V при выполнении К прохода погрешность обката находится в противофазе с погрешностью обработки зубчатого колеса, сформированной на (К-1) проходе, I- , .
При выполнении этого прохода в
режиме выхаживания уменьшается сое(Мляющяя ltor|)efflHocTH обработки с периодом, равным периоду оборота инструмента,, и одновременно сохраняется равенство мгновенных значений погрешности обката в начальный и конечный моменты обработки, в результате чего местная погрешность обрл- ботки в зоне смыкания не возникает.
Пример. За пять проходов обрабатывается зубчатое колесо с числом зубьев z 25 инструментом с числом зубьев г 20,
Перед выполнением процесса аубо- обработки . экспериментально определяют значения амплитуды и начальной фазы погрешности обката (А 15 мкм
Г )
Подставляя полученные значения в выражения (З), (А), находят величину
угла поворЬта инструмента
(- )
и минимальнодопустимый припуск на (К-1) проходе (n.j 15 мкм).
Проводят обработку зубчатого колеса на первых трех предварительных проходах.
Как видно из графика (участок I на фиг,2), величины мгновенных зна- Iчений погрешности обката в начальный и конечный моменты 3-го прохода не равны. Их разность составляет 15 мкм В результате местная погрешность зубьев, образовавшаяся в зоне смыкания, равна 15 мкм и для ее устранения на последующем проходе необходимо снять припуск, который как минимум равен указанной погрешности.
После завершения 3-го прохода (участок П на фиг.2) выводят инструмент из зацепления с обрабатываемым колесом при продолжении их взаимосвязанного вращения без обработки до момента, когда инструмент повернется н а угол (
-7- после которого вводят инструмент в зацепление с зубчатым колесом и продолха12Т обработку на (К-1 ) проходе с установленным по формуле (4) припуском.
В этом случае (участок III на фиг,2)обеспечивается равенство мгновенных значений погрешности обката в начальный и конечный моменты 4-го прохода, В результате местная погрешность в зоне смыкания на 4-м (предпоследнем) проходе не образуется.
336626
Затем (участок IV н« ФИГ|2) инструмент вновь выводится и tauiont- ния с зубчатым колйеом до мом§нта«
g когда зубчатое колесо повернется Н п оборотов И погрешность обкати будет находиться в протнвофалв с погрешностью обработки зубчатого колеса, сформированнбй на 4-м проходе,
10 После этого инструмент вновь вводится в зацепление с обрабатываемым зубчатым колесом (участок V на фиг,2) и производится чистовая обработка на 5-м проходе в режиме выхажи1Б вания, в результате которой погрешность обработки с периодом, равным одному обороту инструмента, уменый - ется до 15 мкм и не возникает Mect- ная погрешность обработки в зон смы20 кания.
Технический эффект от применения способа по сравнению с прототипом возникает в результате того, что при устранении местной погрешности
25 зубьев в зоне смыкания улучшаются эксплуатационно-технические характеристики зубчатых колес, обработанных на зубодолбежном станке (повышается плавность работы, снижаются динами30 ческие нагрузки, шум, вибрация, увеличиваются несущая способность и долговечность).
Кроме того, способ позволяет отказаться от проведения отделочных
ос операций (например, шевиигования) в тех случаях, когда их целью является устранение дефекта обработки зубьев в зоне смыкания.
40 Формула изобретени
Способ обработки зубчатых крлес по авт.св. № 1013147, о т л и ч а ю- щ и и с я тем, что, с целью повы- 45 шения качества обработки, перед иа- чалом обработки определяют закон изменения погрешности обката в зависимости от угла поворота инструмента, а перед последним проходом, осуществляемым со снятием стружки, дополнительно выводят инструмент из зацепления с зубчатым колесом и после того, как он совершит поворот на угол, который определяют из соотношения
50
55
м
i2Plib I i4k-6 z 2za
где z - число зубьев обрабатываемого колеса;
2 - чис«по зубьев инструмента; р - число из ряда О,± 1,
i .; ... ±р,
его вводят в зацепление с зубчатым колесом и снимают припуск, определяют из соотношения
Пк. /A.sinCJf - (k-2) +
На участке Ей,Л
На участке 1,Ши.Т
Д - А, sin . -.3) ,
где - припуск, срезаемый за проход;
А - значение амплитуды, определяемое экспериментально; К - количество проходов; /1, - угол начальной фазы погрешности обката.
Попожение инструнента
.1
tuWtjfyW.ftoeoeuj- ности овкато tioofttrlomw
1 й проход
шн
Фиг. г
nftOXOd
| Способ обработки зубчатых колес | 1981 |
|
SU1013147A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
