1
Изобретение относится к сварочному производству и может быть использовано для устранения деформации и напряжений, возникающих при сварке, преимущественно, тонколистовых конструкций в различных отраслях машиностроения.
Известен .способ снижения остаточных напряжений в сварных соединениях, при котором производят проковку по горячему металлу сразу после сварки или после его остывания с целью создания напряжений сжатия П ,
Указанный способ универсален, однако создает много шума, что ухудшает условия труда.
Наиболее близким к предлагаемому является: способ устранения деформаций и напряжений в тонколистовых конструкциях, при котором изделие о ним кондом жестко закрепляют и затем обкатывают роликами д ,,
Однако известный способ малоэффе тивен вследствие того, что обкатка роликом соединения частично воздейс вует на продольные и поперечные деформации и почти не оказывает влияния на микродефекты в поверхностных слоях сварного шва.
Цель изобретения - повышение качества сварного соединения путем устранения микродефектов,
Указанная цель достигается тем, что согласно способу устранения сварочных деформаций и напряжений в тонколистовых конструкхщях, при котором один конец изделия жестко закрепляют и выполняют прокатку сварного шва и околошовной зоны между двумя вращающимися деформирующими роликами, в процессе прокатки ролики принудительно перемещают и вращают в направлении, обратном направлению их перемещения.
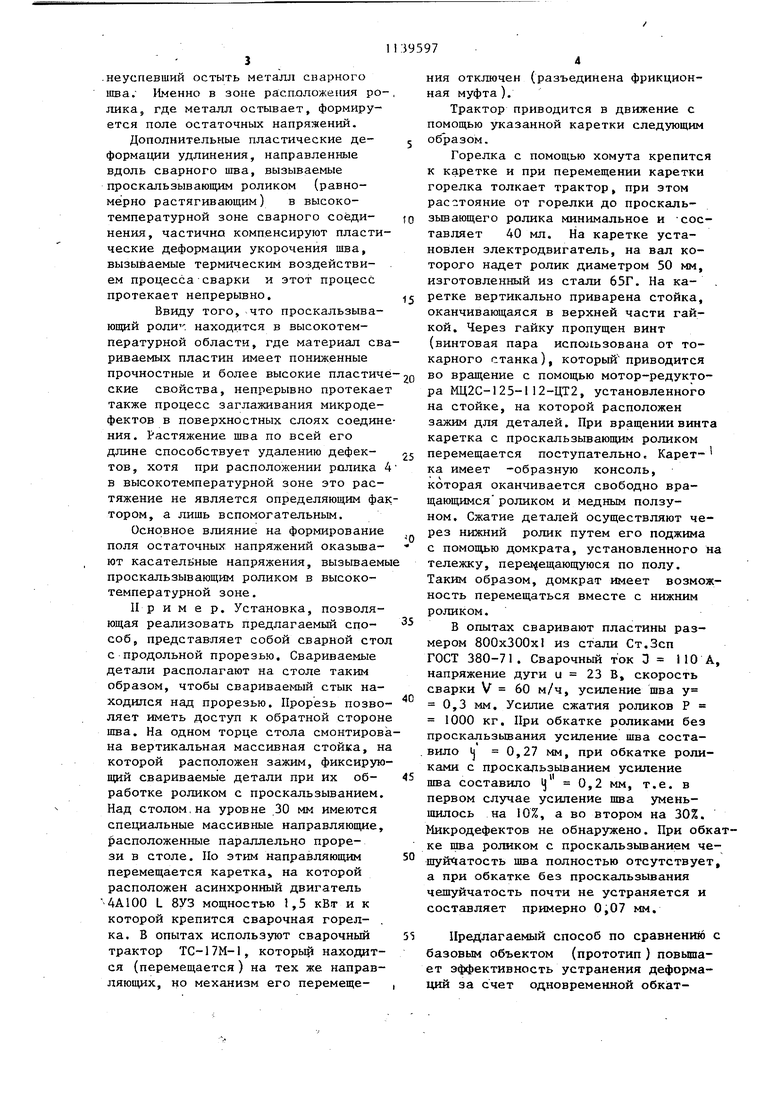
На фиг.1 представлена схема осуществления предлагаемого способа на фиг. 2 - то же, вид сверху.
Способ осуществляют следующим образом.
Изделие 1 (фиг.1 ) закрепляют в зажим 2. Затем изделие устанавливают между роликами 3 и 4 и сжимают сварной шов и околошовную зону с усилием Р. Затем деформирующие ролики 3 и 4 начинают вращать в направлении, обратном направлению прокатки, и перемещают принудитель395972
но, вследствие чего верхний ролик 4 начингет проскальзывать, что ведет к растяжению сварного шва.
Ролик 4 проскальзывает равномерно в процессе всего продольного перемещения, при этом его вращают равномерно. Поэтому сварной шов растягивается равномерно и непрерывно. В начале процесса прокатки изделия 10 (в момент включения привода вращения ролика 4 ) ролик начинает буксовать, причем скорость его вращения постоянна, так как сила трения скольжения уравновешивается силой сжа5 .тия изделия роликами. При продольном принудительном перемещении ролика 4 участок шва, расположенный между роликом 4 и креплением 2, начинает растягиваться.
0 При обжатии шва роликами с одно-, .; временным растяжением происходит следующий механизм устранения микродефектов .
При растяжении шва микродефекты
5 раскрьшаются (увеличиваются в продольном направлении),проскальзывающий ролик 4, проходя над дефектом, путем пластического течения поверхностного слоя металла шва закрывает (ликвидирует ) дефект. После обработки изделия сварной шов укоротится на величину упругой деформации, что положительно скажется на ликвидации дефектов - те микродефекты, которые неполностью закрылись проскальзывающим роликом, закроются путем укорочения шва. Так, например, при обработке роликом с проскальзыванием алюминиевого образца со стыKOBbiM швом из сплава АмГ - 6 толщи ной 4 мм чешуйчатость уменьшается на 30%, а при обжатии шва роликами без проскальзывания - на 10%,
Возможны несколько вариантов обработки сварного изделия предлагаемым способом: изделие обрабатьшается в холодном состоянии; изделие обрабатывается в подогретом состоянии (до 400-500°С); изделие обрабатывается непосредственно в процессе .
сварки.
Последний вариант обработки является наиболее эффективньм, так как сокращается время изготовления и обработки изделия за счет совмещения процесса сварки и обработки, а также ролик 4, установленный непосредственно за сварочной горелкой, обжимает с проскальзыванием еще .неуспевший остыть металл сварного шва. Именно в зоне расп.аложения ролика, где металл остывает, формируется поле остаточных напряжений. Дополнительные пластические деформации удлинения, направленные вдоль сварного шва, вызываемые проскальзывающим роликом (равномерно растягивающим) в высокотемпературной зоне сварного соединения, частичка компенсируют пласти ческие деформации укорочения шва, вызываемые термическим воздействием процесса сварки и этот процесс протекает непрерывно. Ввиду того, что проскальзывающий роли, находится в высокотемпературной области, где материал св риваемых пластин имеет пониженные прочностные и более высокие пластич ские свойства, непрерывно протекае также процесс заглаживания микродефектов в поверхностных слоях соедин ния. Растяжение шва по всей его длине способствует удалению дефектов, хотя при расположении ролика в высокотемпературной зоне это растяжение не является определяющим фа тором, а лишь вспомогательным. Основное влияние на формирование поля остаточных напряжений оказьшают касателЫные напряжения, вызываем проскальзывающим роликом в высокотемпературной зоне. Пример. Установка, позволяющая реализовать предлагаемый способ, представляет собой сварной сто с продольной прорезью. Свариваемые детали располагают на столе таким образом, чтобы свариваемый стык находился над прорезью. Прорезь позво ляет иметь доступ к обратной сторон шва. На одном торце стола смонтиров на вертикальная массивная стойка, н которой расположен зажим, фиксирую щий свариваемые детали при их обработке роликом с проскальзыванием. Над столом.на уровне 30 мм имеются специальные массивные направляющие, расположеннью параллельно прорези в столе. По этим направляющим перемещается каретка, на которой расположен асинхронный двигатель НА100 L 8УЗ мощностью 1,5 кВт и к которой крепится сварочная горелка. В опытах используют сварочный трактор ТС-17М-1, который находится (перемещается ) на тех же направляющих, но механизм его перемещения отключен (разъединена фрикционная муфта ). Трактор приводится в движение с помощью указанной каретки следующим образом. Горелка с помощью хомута крепится к каретке и при перемещении каретки горелка толкает трактор, при этом расстояние от горелки до проскальзьшающего ролика минимальное и -составляет 40 мл. На каретке установлен электродвигатель, на вал которого надет ролик диаметром 50 мм, изготовленный из стали 65Г. На каретке вертикально приварена стойка, оканчивающаяся в верхней части гайкой. Через гайку пропущен винт (винтовая пара Hcnojtb3OBaHa от токарного станка ), который приводится во вращение с помощью мотор-редуктора МЦ2С-125-112-ЦТ2, установленного на стойке, на которой расположен зажим для деталей. При вращении винта каретка с проскальзьшающим роликом перемещается поступательно. Каретка имеет -образную консоль, которая оканчивается свободно вращающимся роликом и медным ползуном. Сжатие деталей осуществляют через нижний ролик путем его поджима с помощью домкрата, установленного на тележку, пере ещающуюся по полу. Таким образом, домкрат wieeT возможность перемещаться вместе с нижним роликом. В опытах сваривают пластины размером 800x300x1 из стали Ст.Зсп ГОСТ 380-71. Сварочный ток 3 110 А, напряжение дуги и 23 В, скорость сварки V 60 м/ч, усиление шва у 0,3 мм. Усилие сжатия роликов Р 1000 кг. При обкатке роликами без проскальзывания усиление шва составило ij 0,27 мм, при обкатке роликами с проскальзыванием усиление шва составило у 0,2 мм, т.е. в первом случае усиление шва уменьшилось на 10%, а во втором на 30%. Микродефектов не обнаружено. При обкатке шва pojDiKOM с проскальзыванием чешуй 5 атость шва полностью отсутствует, а при обкатке без проскальзьюания чешуйчатость почти не устраняется и составляет примерно 0,07 мм. Предлагаемый способ по сравнений с базовым объектом (прототип ) повьшает эффективность устранения деформаций за счет одновременной обкат$113ки с растяжением шва и околошовной зоны; устраняет микродефекты в поверхностных слоях сварного шва -путем воздействия на них касательных напряжений в результате проскальзывания ролика относительно изделия, улучшает геометрию шва аа счет его обработки проскальзывающим роликом. При использовании в производстве предлагаемого способа повьш ается 97 качество сварного шва вследствие устранения в нем микродефектов.и тем самым работоспособность сварного соединения; улучшается товарный-вид сварного соединения в результате обработки шва проскальзывающим роликом , повьшается срок службы сварного соединения за счет улучшения механических свойств сварного шва.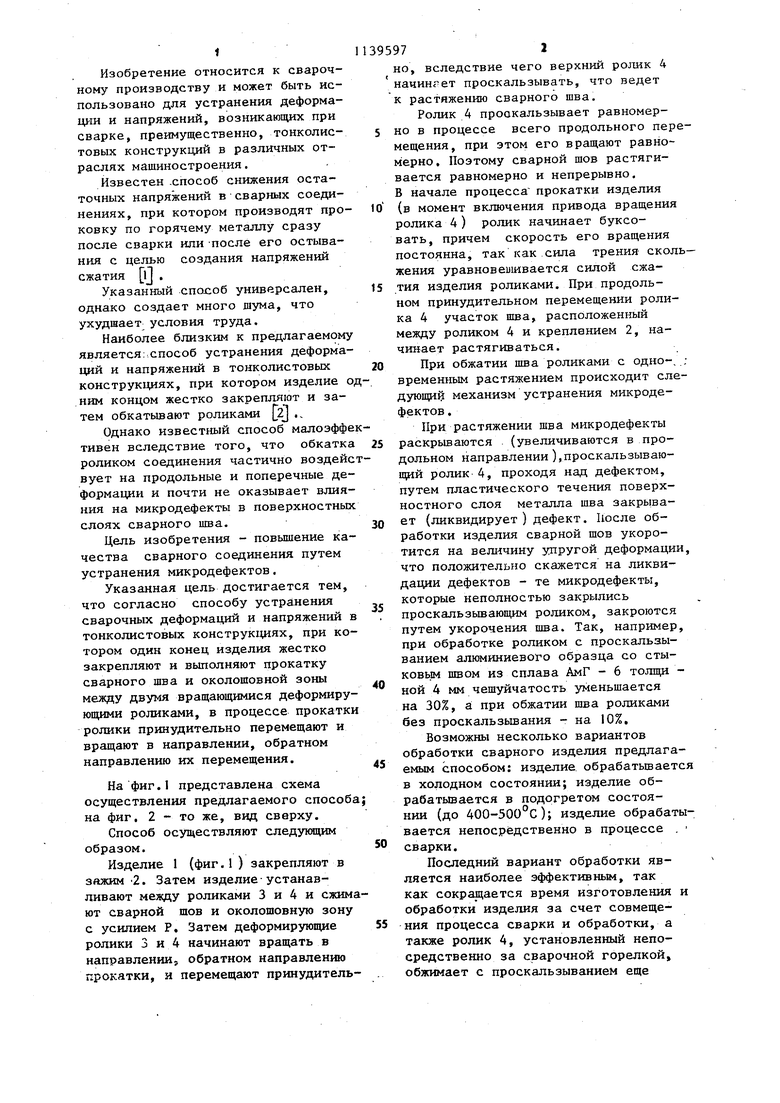

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сварных соединений | 1985 |
|
SU1320038A1 |
| Способ изготовления сварных соединений | 1988 |
|
SU1574408A1 |
| Устройство для сварки | 1979 |
|
SU1013173A2 |
| Способ изготовления сварных соединений | 1989 |
|
SU1682100A1 |
| Способ изготовления сварных соединений | 1986 |
|
SU1389968A1 |
| Способ изготовления сварных конструкций | 1983 |
|
SU1127726A1 |
| Способ правки сварных листовых конструкций | 1983 |
|
SU1118509A1 |
| Устройство для дуговой сварки | 1982 |
|
SU1018830A1 |
| Устройство для дуговой сварки | 1979 |
|
SU880680A1 |
| СПОСОБ СНЯТИЯ ОСТАТОЧНЫХ СВАРОЧНЫХ НАПРЯЖЕНИЙ В ТОРОИДАЛЬНЫХ КОНСТРУКЦИЯХ ОБОЛОЧКОВОГО ТИПА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2313433C1 |
СПОСОБ УСТРАНЕНИЯ СВАРОЧНЫХ ДЕФОРМАЦ№{ И НАЛРЖЕНИЙ В ТОНКОЛИСТОВЫХ КОНСТРУКЦИЯХ, при котором один . конец изделия жестко закрепляют и выполняют прокатку сварного шва и околошовной зоны между двумя вращаюпщмися деформирующими роликйми, отличающийся тем, что, с целью повьш1ения качества сварного соединения путем устранения микродефектов в поверхностных слоях шва, в процессе прокатки ролики принудительно перемещают и вращают в направлении, обратном направлению их перемещения .
Фиг. г
