ГГ tf//bw)fff -е . /Эл ТЁТ)
Изобретение относится к механической обработке изделий сложной формы из твердых или хрупких материалов и может быть использовано в оптической, часовой и электронной промышленностях для шлифования и полирования плоских, цилиндрических; и сферических поверхностей на дисках и пластинах, например, при изгегтовлении часовых плат,сферических линз, фасок на полупроводниковых дисках высоковольтных диодов и тиристоров.
Известен шлифовальный станок для обработки свободно уложенных тонких металлических пластин, содержащий инструмент и механизм перемещения деталей в виде замкнутой гибкой ленты, натянутой на два закрепленных на общей раме вращающихся ролика (1 j.
Однако данный станок характеразуется относительно невысокой точностью обработки и позволяет зачи-. . щать только плоские металлические детали. ., . .Целью изобретения является расширение технологических возможностей
станка как по видам обрабатываемых поверхностей (сферическая, цилиндрическая), так и по свойствам материалов деталей (труднообрабатываемые, хрупкие.
Поставленная цель достигается тем, что устройство, содержащее станину со смонтированными на ней шпинделем инструмента и механизмом перемещения деталей, выполненным в виде гибкой ленты, огибающей, по крайней мере, один ролик, расположенный на раме, снабжено неподвижно закрепленными на станине направляющими, расположенными с двух сторон
ролика механизма перемещения, а также подпружиненной пластиной, закрепленной на подпружиненной раме с возможностью самоустановки по поверхности ленты на участке перед зоной обработки, при этом ролик, величина радиуса которого иа 3-15% меньше радиуса направляющих, покрыт
по периметру слоем эластичного материала и установлен с возможностью контакта ленты с поверхностью инструмента б зоне обработки. Ыа фиг. 1 показана кинематическая схема устройства для обработки сферической поверхности; на фиг.2 то же, разрез; на фиг. 3 - вид А на иг. 1, :
Сферический инструмент 1 с наконной осью вращения под углом tL арнирно соединен с водилом 2, ось ращения которого горизонтальна, и пирается на поверхность двух неодвижно закрепленных на станине 3
аправляющих 4, предохраняющих етали от бокового сдвига, с силой f под действием пружины 5.
Между направлякнцими 4, длина которых по поверхности ра,циусом К больше длины зоны., обработки (обозначена fb на фиг. 2), установлен ведо: мый ролик б механизма перемещения деталей, состоящий из гибкой замкнуг
той ленты 7, натянутой на ролики ; б и 8, и рамы 9, закрепленной подвижно на станине станка 3. Ведомый ролик 3 покрыт по периметру слоем 10 эласт1 чного материала толщиной 0,5-1,5 наибольшего из размеров обрабатываемой детали. Радиус ролика меньше радиуса . R инструмента на 3-15%. Пружина 11 предназначена для создания необходимого рабочего уси , ЛИЯ Р 8 зоне обработки между лентой и инструментом, при этом Р в 1,5-2 раза меньше F , действующей на инструмент 1.
Над лентой 7 со стороны входа деталей в зону обработки установлена подпружиненная пластина 12, соединенная с рамой 9 и имеющая возможность самоустановки по поверхности ленты 7 (, при отсутствии деталей ) на участке перед зоной, обработки за счет упругого элемента 13, выполнен.ного из резины. Конец пластины отогнут под углом Ь-10 к поверхности ленты. j
Смеситель 14 .( фиг. 1 предназначен для подачи абразивной суспензии в зону обработки, а приемная емкость 15 - для сбора обработанных детале Г1
При работе устройства включают смеситель 14, детали 16 помещают на поверхность ленты 7 и приводят во вращение водило 2 с угловой скорость UJ2 в пределах 104-312 рад/с {10003000 об/мин), а ведущий ролик 8 - с угловой скоростью(о,052-0,312 рад/с
0,5-3 об/мин). Детали транспортируются лентой под неподвижную пластину 12, конец которой отогнут на угол меньший, чем угол трения между поверхностями детали и пластины порядка 2-4 , и за счет- значительной разницы коэффициентов трения пар деталь - пластина (металл/, детальлента (резина ) увлекаются по ходу ленты к участку, где пластина соприкасается с гибкой лентой. Здесь возрастают нормальные силы, действ5 ющие на деталь, а следовательно, и силы трения, что гарантирует надежttoe продвижение тонкой детали между направляющими к инструменту, совершающему процессионное движение. УпругиА элемент 13, установленный по центру пластины 12, позволяет пластине самоустанавливат.ься по поверхности ленты или деталей при различных ситуациях, возникающих при Обработке (разнотолщинность деталей, перерывы а -загрузке деталей и т.п.,и обеспечивает надежный контакт системы пластина-деталь-лента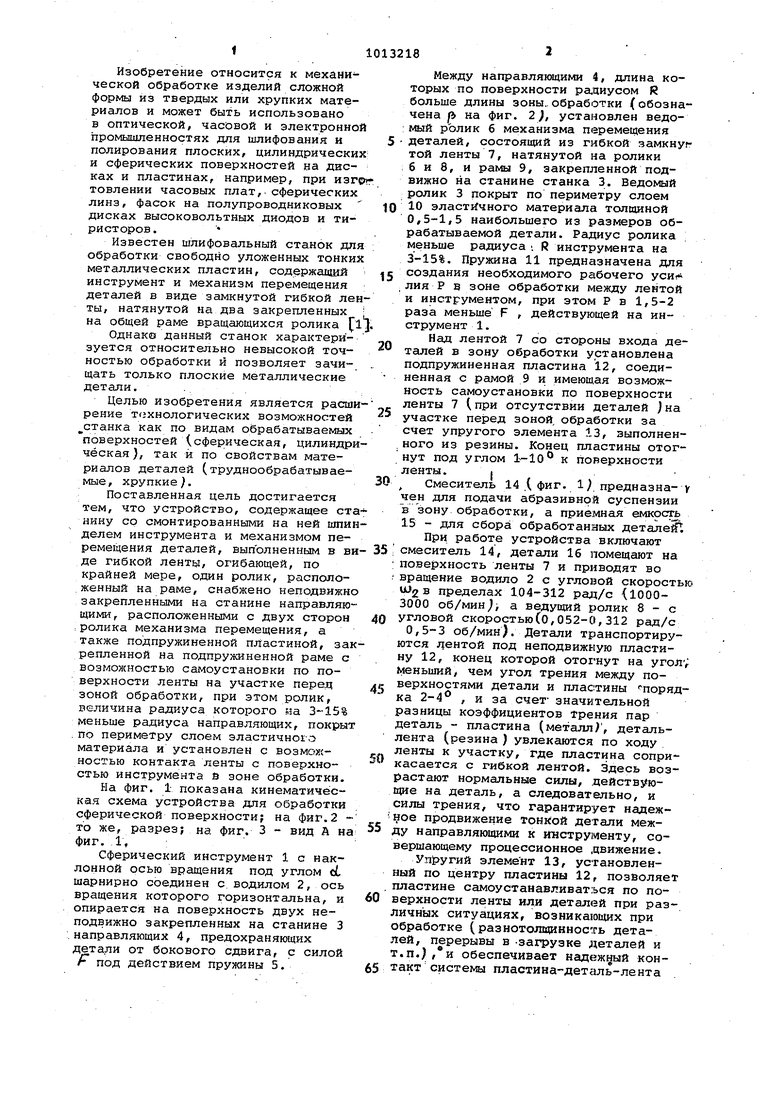

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки сферических поверхностей | 1981 |
|
SU956247A1 |
| Способ абразивной обработки | 1983 |
|
SU1135609A1 |
| Устройство для обработки сферических поверхностей деталей | 1983 |
|
SU1071405A2 |
| Устройство для абразивной обработки | 1983 |
|
SU1092033A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК | 2009 |
|
RU2397060C1 |
| НАСАДКА ШЛИФОВАЛЬНАЯ И ПОЛИРОВАЛЬНАЯ, ЕЕ ДИСКОВЫЕ РАБОЧИЕ ОРГАНЫ (ВАРИАНТЫ), КОНУСООБРАЗНЫЕ СМЕННЫЕ АБРАЗИВНЫЕ И ПОЛИРОВАЛЬНЫЕ ИНСТРУМЕНТЫ (ВАРИАНТЫ) | 2000 |
|
RU2201861C2 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЛЬЕФНОЙ ПОВЕРХНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2301745C2 |
| Гибочный станок | 2023 |
|
RU2809881C1 |
| СПОСОБ ГИБКИ ТОНКОСТЕННЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2354478C1 |
| Станок для механической обработки пластмассовых деталей | 1981 |
|
SU975425A1 |
УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ;ОБ&АБОТКИ ДЕТАЛЕЙ, содержеоцее стани ну со смонтированными на ней шпинде лем инструмента и механизмом перемещения деталей, выполненным в виде гибкой ленты, огибающей, по крайней . .мере, один ролик, расположенный на раме, отличающееся тем, что, с целью расширения технологических возможностей устройства путем обеспечения обработки сферических и цилиндрических поверхностей деталей из труднообрабатываемых и хрупких материалов, устройство снабжено расположенными по обе стороны ролика неподвижными направляющими, форма которых выбрана из условия соответствия рабочей поверхности инструмента и сгьмрустанавливакицейся пластины, закрепленной на подпружиненной раме перед зоной обработки с возможностью взаимодействия с гибкой лентой, при этом ра%диус ролика меньше радиуса направ.ляющих на 3-15 %.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Непрерывно действующая хлебная печь | 1925 |
|
SU968A1 |
| Приспособление для получения кинематографических стерео снимков | 1919 |
|
SU67A1 |
