Изобретение относится к производству бетонных и железобетонных издейий, в частности тонкостенных плит для покрытия холодных промышленных зданий. ИзBecTeft способ для изготовления слоистых, изделий из бетона, заключающийся в укладке бетонной смеси в форму, находящуюся в горизонтальном положении, и уплотнении с помощью виб- , рации, а затем накрываемую щитом и поворамиваемую в положение, близкое к вертикальному для окончательного виброуплотнеНия 1 ).
Недостатком известного способа , является низкое качество изготавли- , изделий из-за слабых навесных источников вибрации, |эасположенных на форме, а также отсутствие возможг ности дополнит(ельного добавления бетонной смеси в форму, поворачиваемую в вертикальное положение при осадке вибрируемого объема. Кроме того, данное техническое решение невоз жно вписать в конвейерную технологию производства работ.
Наиболее близким к изобретению по технической сущности является устройство для изготовления железобетонных многоканальных блоков, содержащее опорную раму с силовыми цилиндрами, форму, механизм продольного перемещения с кареткой и приемным рольгангом 23.
Недостатком известного устройства является невозможность обеспечить высокое качество тонкостенных изделий при формовании ребристых изделий до и после кантования в вертикальном полсокении, а также невозможность при-, менить его при конвейерном способе производства.
Целью изобретения является повь1шение качества изделий при работе по конвейерной технологии производства.
Указанная цель достигается тем, что установка для изготовления ребристых плит из бетонных смесей, содержащая основание, пригруз, устройство для формования с виброуплотняющим устройством, механизм подъемаопускания , перемещения, кантования и фиксации формы снабжена дополнительным устройством для формования в вертикальном положении, расположенным параллельно основному, а рама кантователя выполненаU-образной конфигурации, на которой смонтирован
пригруз с замками и углублениями для образования верхних ребер плиты.
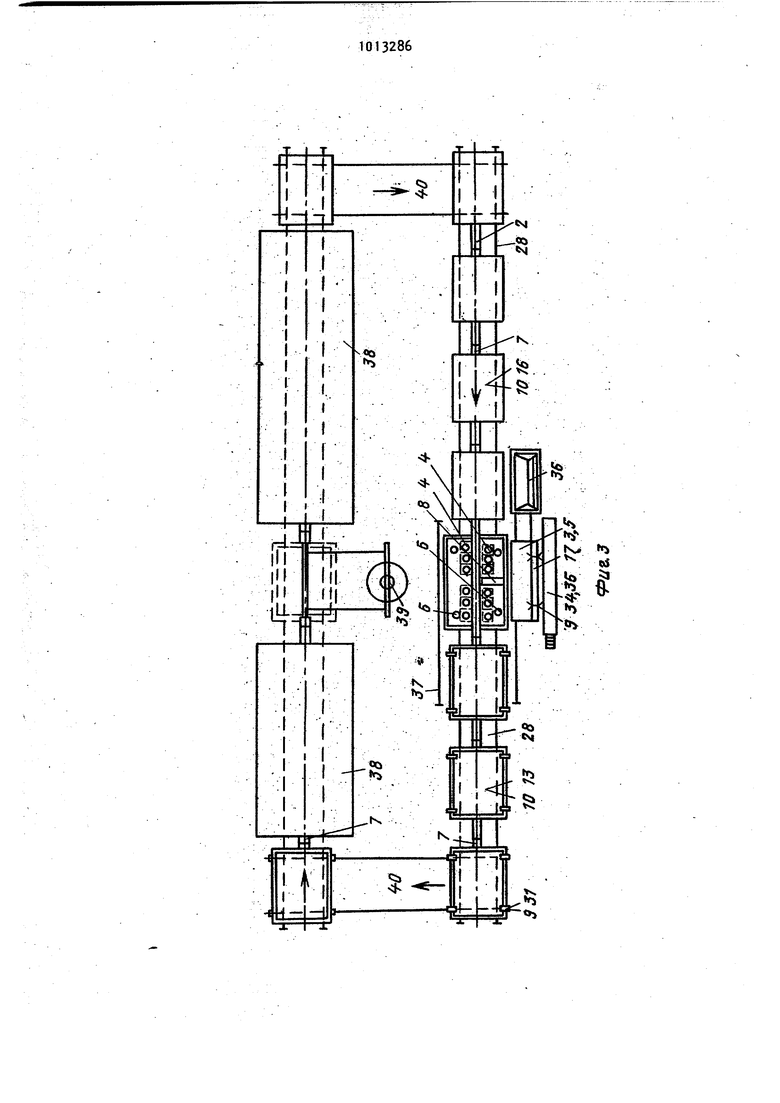
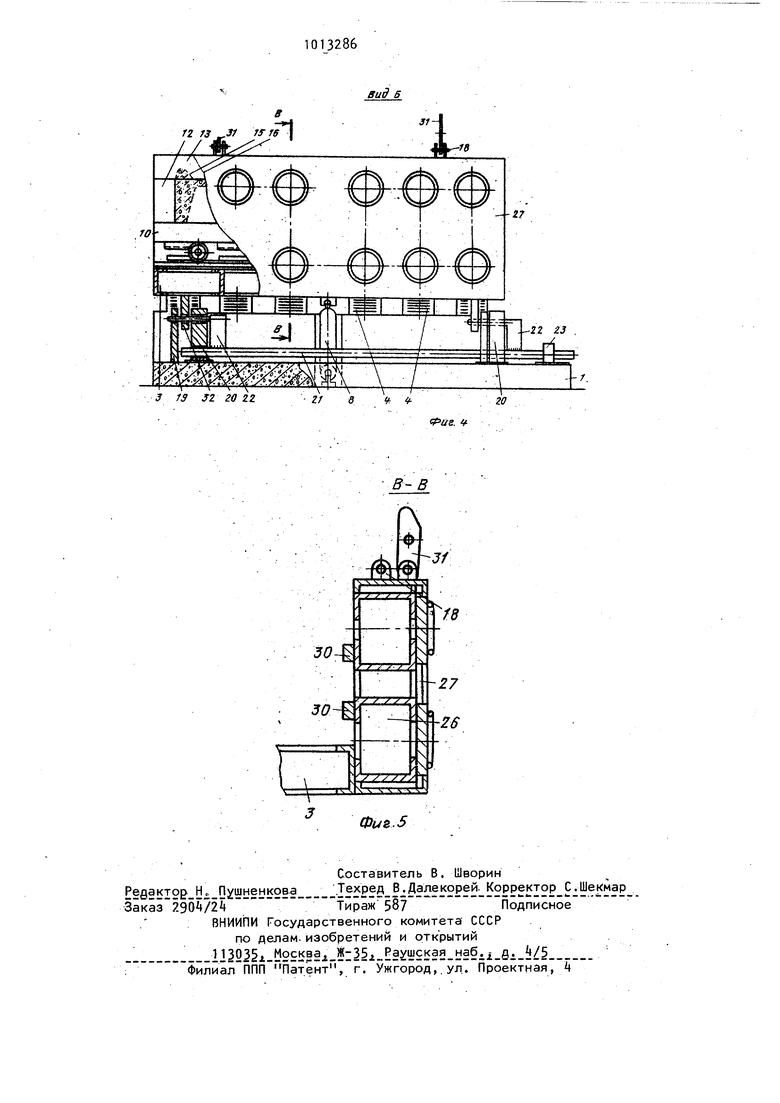
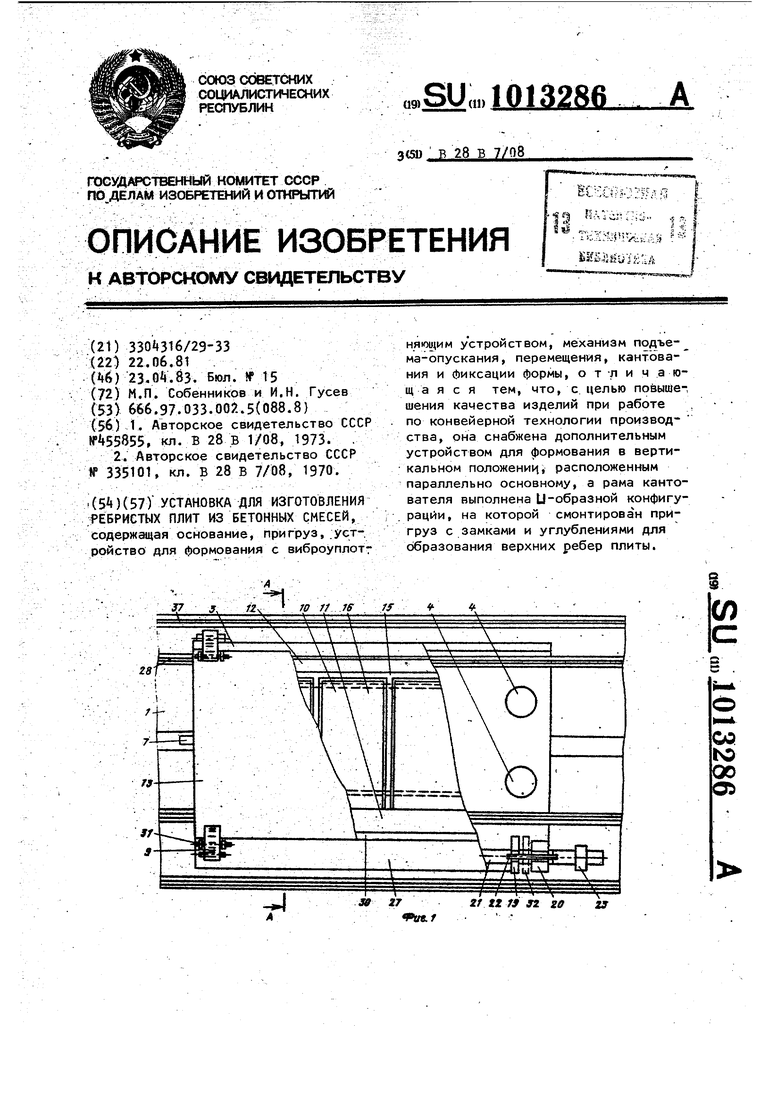
На фиг. 1 изображена установка, план; на фиг, 2 - разрез А-А на |фиг. 1; на фиг. 3 - расположение установки в конвейерной линии, план; на фиг. 4 - вид Б на фиг. 2; на фиг. 5 - разрез В-В на фиг. Ц.
Установка для изготовления ребристых плит содержит основание .1, конвейерную линию 2, опорную несущую раму 3 виброуплотняющее устройство 4 конвейерной линии 2 и такое же устройство 5 расположенное параллельно линии 2, механизм 6 подъемаопускания, на которые опирается несущая рама 3, механизм 7 перемещения форм, кантования 8, фиксаторы 9 системы установки форм, формы-вагонетки 10 с Г-образными неподвижными 11 и шарнирно-установленными бортами 12 пригруз 13 с выемками 1, для верхних ребер 15 -плиты 1б, лотком 17 для подачи бетона и элементами 18 фиксации формм. Основание 1 конвейерной линии
2выполнено со стойками 19, на которых в направляющих 20 смонтирована ш-танга 2Гс Г-обраЗными пальцами 22 и приводом 23. Стойки 19.снабжены отверстиями 2k, соответствующие пальцам 22. В сопряжении с несущей рамой
3смонтирован механизм-8 кантования для поворота формы на 90°.
На механизм подъема-опускэния 6 свободно установлена несущая рама 3 со стенками 25 и 2б, рдна из которых совмещена с рамой 27. Направляю,щие рельсы 28 конвейера закреплены на основании 29, а на стенке 26 - направляющие рейки 30.
Рычаги 31 фиксируют пригруз 13 на период кантования за счет соосности отверстий 32 кронштейнов 33 с отверстиями 2,стенок 19 основания 1. Виброуплотняющее устройство 5 расположенное параллельно конвейерной линии 2, снабжено съемной рамой 27, совмещенной со стенкой 26 несущей рамы 3 механизмом 6 подъема-опускания системы при операциях кантования последней, площадкой 3 обслуживания с ограждением 35, бункером 36 загрузки формирующей системы в выемки 14 пригруза 13.
Установка также снабжена бетоноукладчиком (не показан) с путями 37 для его перемещения, камерами.38 термической обработки изделий, передаточными устройствами 39 и tO на параллельной поток конвейерной линии 2
Установка работает следующим образом .
Подготовленная к бетонированию форма-вагонетка 10 конвейерной линии 2 механизмом 7 перемещения форм по направляющим 28 подается на несущую раму 3 и с помощью механизмов 6 подъема-опускания опускается на виброуплотняющее устройство J. При этом Г-образные пальцы 22 находятся в крайнем выведенном из отверстий 2k и 33 положений, давая возможность свободного опускания несущей раме 3. Бетоноукладчик по путям 37 заходит на формовочный пост и производит укладку бетонной смеси в форму 10 при горизонтальном рабочем положении изделия с помощью вибрюуплотняющего устройства Л. По окончании укладки бетонной смеси форму 10 со свежеотформованным изделием 16 подъёмниками 6 поднимают в исходное положение, Г-образные пальцы 22 приводом 23 и штангой 21 вводят в отверстия 2 и 33, образовывая шарнирное соединение несущей рамы 3 через кронштейн: 32 со стойками 19 основания 1, а сверху .формы 10 устанавливают Пригруз 13 с креплением его рычажными фиксаторами 9 и 31 к несущей 3 и к форме 10, .создавая единую жесткую систему. Затем механизмом 8 кантования систему переводят в вертикальное положение, прикрепляя ее фиксаторами к несущему каркасу площад5ки .34 обслуживания, причем перед соприкосновением рамы 27 с виброуплотняющим устройством 5 она предва эи- . .тельно опирается на механизм 6 опу скания, расположенный параллельно комвейерной линии 2. При :этом съем,ная рама 27 виброуплотняющего устройства 5 занимает горизонтальное поло жениё, а привод 23 штанги 21 выводит из отверстий 2 и 33 Г-образные пальцы 22, и механизмом 6 система опускается на виброуплотняющее устройство 5 занимая вертикальное положение. . . , . Затем из бункера.36 бетонной смесью заполняется лоток 17 и осуществляется вибрация cMCTeNM в вертикальном положении с помощью виброуплотняющего устройства 5. При этом происходит заполнение бетонной смесью выемок k пригруза 13 с образованием выступающих вверх ребер 15„ плиты 16,
После завершения укладки бетонной смеси в верхние ребра механизмами 6 подъема-опускания осуществляется подъем системы до положения, при котором вводятся Г-образные пальцы 22 в отверстия 2k и 33 отсоединение от площадки 3k обслуживания и кантование системы в горизонтальное полог жение, где пригруз 13 освобожда ется от рычажных фиксаторов 31 и вместе с формой 10 приводом перемещения 7 передвигается на следующий пост, цикл затем повторяется.
ХстанЪвка для изготовления ребрис тых плит из бетонных смесей позволяет осуществить изготовление изделий сложной конфигурации типа плит сборного покрытия с безрулонной кровлей, у которой с двух сторон фОрмуют Ся ребра и требуется улучшенное качество изделия. -.
Указанное покрытие позволяет сократить мокрые процессы при возведении строительного сооружения.
За счет ликвидации мокрых процессов по наклейке З- слоев рулонных материалов кровли, заделки стыков и снижения трудозатрат экономический эффект достигает 2, руб./м.
с ft
г2 ГЗ 31 rf rs
ГЗ S2 га гг
Z} в
20
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННЫХ ИЗДЕЛИЙ | 1995 |
|
RU2080988C1 |
| Технологическая конвейерная линия для изготовления бетонных и железобетонных изделий | 1989 |
|
SU1701534A1 |
| Форма-вагонетка для изготовления железобетонных изделий | 1989 |
|
SU1742063A1 |
| Конвейерная линия для производства железобетонных изделий | 1979 |
|
SU863352A1 |
| КОНВЕЙЕРНАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ПОДРЕЛЬСОВЫХ ОСНОВАНИЙ | 1991 |
|
RU2008212C1 |
| Двухъярусный стан для изготовления железобетонных изделий | 1980 |
|
SU1000276A1 |
| ПОТОЧНО-КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОРАЗМЕРНЫХ ЖЕЛЕЗОБЕТОННЫХ РЕБРИСТЫХИЗДЕЛИЙ | 1968 |
|
SU220109A1 |
| ПЕРЕДВИЖНОЕ УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ | 1993 |
|
RU2033320C1 |
| Конвейерная линия для изготовления строительных изделий | 1984 |
|
SU1222557A1 |
| Устройство для изготовления бетонных изделий | 1990 |
|
SU1736703A1 |

В-В
С
75
27 -26
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Подвижная погрузочная машина для сыпучих материалов | 1939 |
|
SU55855A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| , 2 | |||
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ МНОГОКАНАЛЬНЫХ БЛОКОВ | 0 |
|
SU335101A1 |
