1
Изобретение относится к производству мелких изделий из железобетона. Целью изобретения является автоматизация процесса производства.
На фиг. 1 схематично изображена конвейерная линия для изготовления строительных изделий, общий вид; на фиг. 2 - узел J на фиг. 1; на фиг.З- узел П на фиг. 2; на фиг. А - вид А на фиг. 2.
Конвейерная линия для изготовлени строительных изделий содержит формующую ленту, состоящую из- параллельно расположенных :тяг6вых .цепей 1 с при- водом 2, на звеньях которых жестко закреплены элементы уголкового гфофиля, образующие формующие отсеки 3,устройство 4 для смазки формующих отсеков, укладчик 5 арматурных каркасов,бетоноукладчик 6, виброуплотняющее оборудование 7, камеру 8 термообработки и приемное устройство 9.
Укладчик 5 для автоматической укладки арматурных каркасов (фиг. 1) состоит из шагового снижателя 10 (фиг. 2), установленной на нем многое штыревой вилочного типа сменной кассеты 11 и сталкивающего транспортера 12. Сменная кассета 11 включает в себя Г-образную раму 13, к вертикальной стенке которой попарно ярусами жестко закреплены одним концом горизонтальные вилочные штанги 14, снабженные фиксаторами 15 (фиг. 3) для арматурных каркасов 16. Кассета 11 с помощью кронштейнов 17 и штырей 18 закреплена в соответствующих гнездах 19 шагового снижателя 10. Для предотвращения опрокидывания сменной кассеты 11 предусмотрен упор 20.
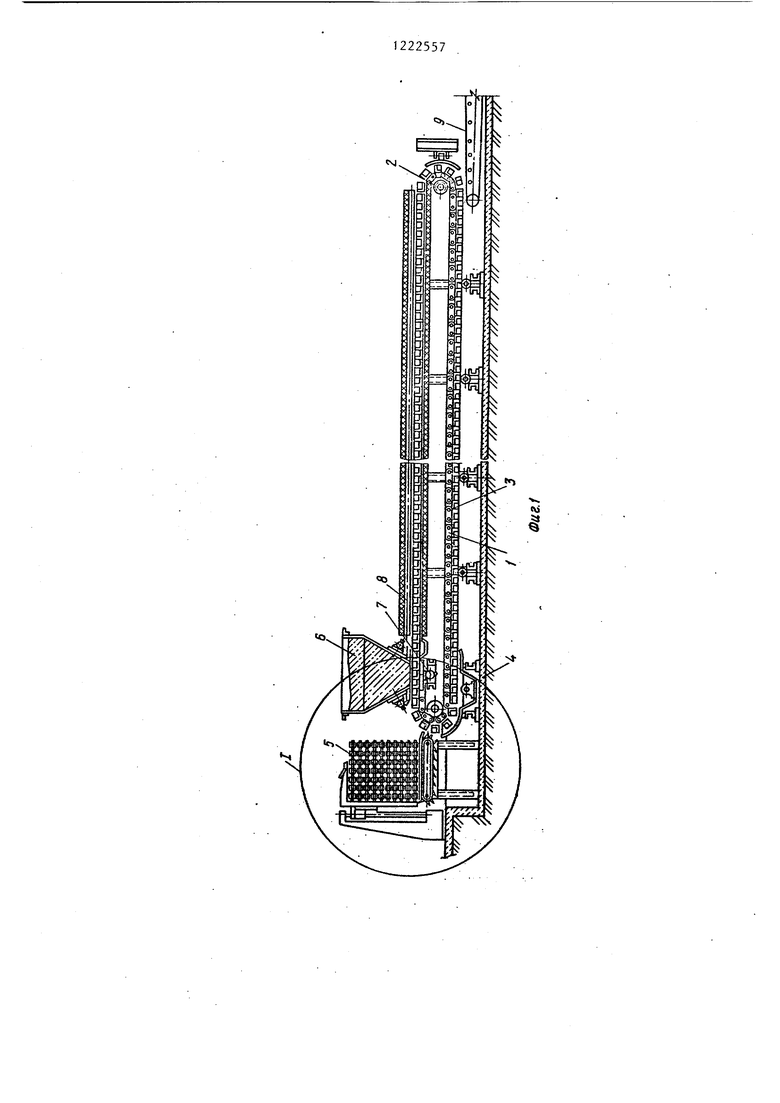
Шаговый снижатель 10 состоит из рамы 21, жестко.установленной на фундаменте, и привода 22.Сталкивающий транспортер 12 кинематически связан с ведомым валом формующего конвейера с помощью приводных звездочек 23 и 24 (фиг. 4), приводных цепей 25 и состоит из тяговых цепей 26 с выступами 27 т мппргшляютих лыж 28.
Конвейерная линия работает ш;им образом.
Сменная кассета 11, заблаговременно заполненная арматурными каркасами 16, нанизанными на вилочные штанги 14, закрепленные на раме 13,
22
10
15
20
25
30
35
40
45
50
55
:.57 .
краном нл вошиноиггг.я яа -ни:-к,тг(М11, К), при этом штыри 18, жестк , : aKptMi- jreHHbie к крошитейнам 17, входят в гнезда снижателя 10, а рама 13 кассо- ты упирается в упор 20. Кассету при этом поднимают в крайнее верхнее положение. Включают привод 2 конвейе-- ра, при этом формующие отсеки-3,смазанные в устройстве 4, тяговыми цепями 1 перемещаются в сторону сталкивающего транспортера 12, подходят под направляющие лыжи 28. Включается привод 22, установленный на par-ie 21 снижателя 10, и кассета первым нижним ярусом арматурных каркасов садится на направляющие лыжи 28, при этом арматурные каркасы 16 выходят из зацепления с фиксаторами 15.Связанный кинематически звездочками 23 и 24, а также приводными цепями 25 сталкивающий транспортер 12 тяговыми цепями 26 и выступами 27 перемещает арматурные каркасы по лыжам 28 и сбрасывает каждый каркас в отдельный формующий отсек, при этом перемещение тяговых цепей 1 формующего конвейера согласовано по шаговому перемещению с перемещением сталкивающего транспортера 12. После расхода всех каркасов, расположенных на первом нижнем ярусе, кассета снижается на один шаг и в расход вступают каркасы второго яруса и т. д.
При дальнейшем перемещении формующей ленты от укладчика 5 арматуры заряженные арматурными каркасами формующие отсеки 3 поступают под бетоноукладчик 6, где включается виб- роуплотняющее оборудование 7 и производится укладка бетонной смеси. Далее формующая лента поступает в термокамеру 8, где изделие проходит термо- влажностную обработку. В конце конвейера формующая лента огибает звездочку 23 ведущего вала, при повороте на 180° формующие отсеки раскрываются и распалубленные изделия поступают на приемное устройство 9, а формующие отсеки 3 перемещаются к смазрлваю- щему устройству 4.
Таким образом, производится непрерывный процесс формования изделий до полной выгрузки арматурных каркасов из сменной кассеты, которую затем заменяют другой сменной кассетой, и процесс продолжается.
/л////.//,
////////У/
Ч Ч Ч ЧСч Ч Ч. N Фи&2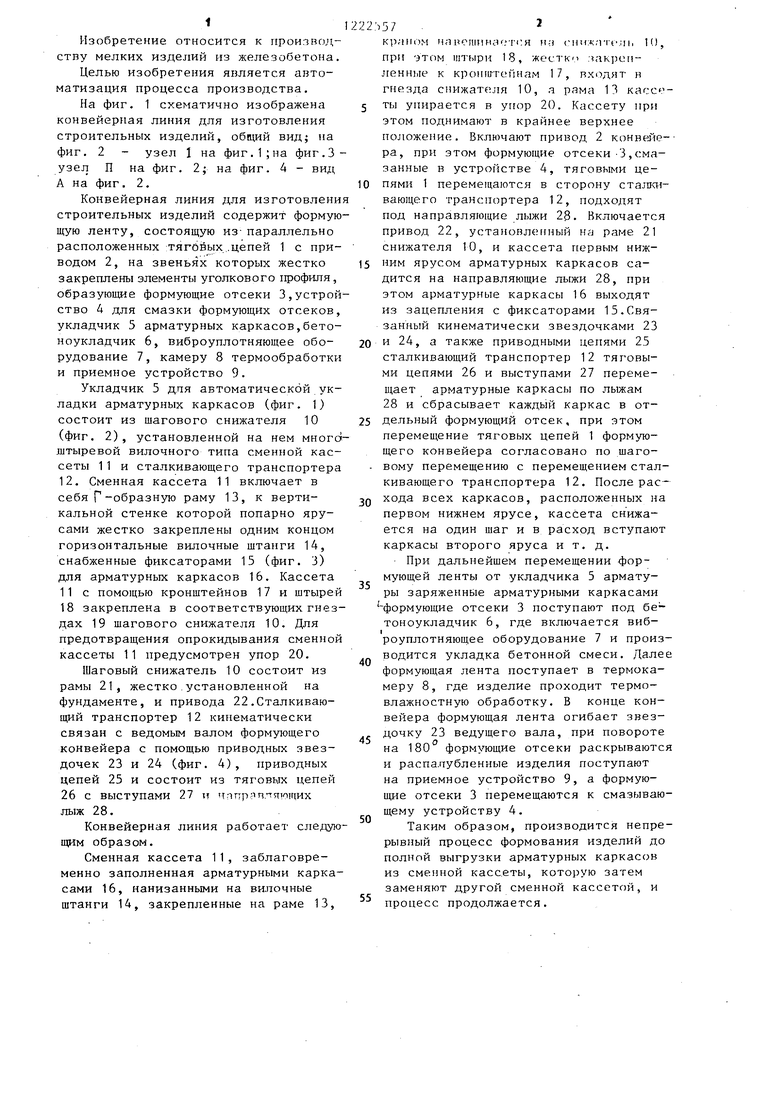
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU897518A1 |
| Вертикально замкнутая кассетно-конвейерная линия | 1987 |
|
SU1497012A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU973367A1 |
| КОНВЕЙЕРНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1973 |
|
SU389930A1 |
| Конвейерная линия для изготовления железобетонных изделий | 1981 |
|
SU961964A1 |
| Конвейерная линия для сборки изделий | 1975 |
|
SU729113A1 |
| Двухъярусная конвейерная линия для изготовления строительных изделий | 1978 |
|
SU992188A1 |
| Конвейерная линия для изготовления строительных изделий | 1981 |
|
SU982925A1 |
| Установка для изготовления железобетонных изделий | 1988 |
|
SU1653970A2 |
| Технологическая линия для изготовления строительных изделий | 1984 |
|
SU1232480A1 |

-г-тгучт-аууу-тгу
.-.% -у-7гУлу- - УлЛ
Т °Х,С °У (о о) То о) (о о) (о о) Со оу (о о) (о °) (
т
//у
2). 3
Г-1 / ТГ--1ГуУ Г-1(
/J
Вид А
ФигЛ
