Известны прессформы для литьевого формования пластмассовых изделий с внутренней резьбой, включающие электропривод, зубчатую и клипоременмую передачи, неподвижный фланеп, ыатрипу, пуансонодержатель, промежуточные плиты, тяги и резьбовые знаки.
В известных прессформах вращение резьбовых знаков осуществляется центральной шестерней, которая не позволяет сблизить центры оформляющих гнезд прессформы.
Предложенная прессформа для литьевого формования пластмассовых нзделий с внутреппей резьбой отличается тем, что содержит подвижно закрепленную на ведомом и ведущем эксцентриках плиту, в которой жестко закреплены щтцфты, входящие в отверстия фланцев резьбовых знаков. Сближение, таким образом, центров оформляющих гнезд прессформы увеличивает число гнезд прессформы и ее производительность.
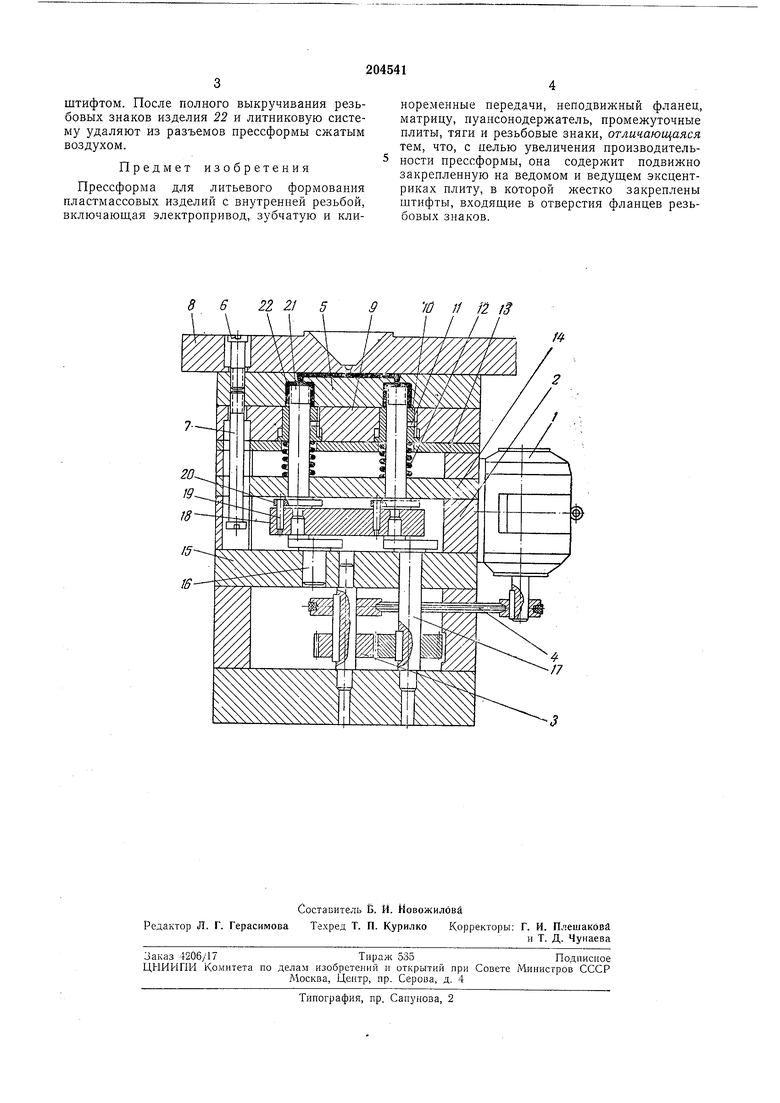
На чертеже ноказан общий вид прессформы.
Прессформа для литьевого формования пластмассовых изделий с внутренней резьбой включает электропривод /, закрепленный на корпусе 2 прессформы, зубчатую 3 и клиноременную 4 передачи, матрицу 5, соединенную тягами 5 и 7 с ненодвижным фланцем 8 и пуансонодержателем 9, в кольцевых проточках которого расположены подпружиненные втулки 10, снабженные щтифтами 11, концы последних входят в радиальные проточки пуансонодержателя.
Втулка и пружина 12 опираются на промежуточные плиты 13 и 14. В промежуточной плите 15 расположены ведомый 16 и ведущий 17 эксцентрики, на которых подвижно закреплена нлита 18 с жестко закрепленными в ней штифтами 19, входящими в эксцентрично расположенные отверстия фланцев 20 с.оканчиванием резьбовых знаков 21.
После заполнения материалом оформляющих гнезд прессформы в сомкнутом положении раскрывают плиты литьевой машины и одповременно включают электропривод /. Вначале происходит разъем матрицы 5 и неподвижного фланца 8, а затем - матрицы
5 и цуансонодержателя 9 до образования зазоров, обеспечиваемых тягами 6 и 7. Приводимый во вращение от электропривода через клиноременную 4 и зубчатую 3 передачи ведущий эксцентрик 17 сообщает плите 18 плоскопараллельное движение, в результате чего штифтами 19 резьбовые зиаки 1 приводятся во вращение. Во время вывинчивания резьбовых знаков изделия 22 постоянно прижаты к втулке, снабженной пазами с формующей стоштифтом. После полного выкручивания резьбовых знаков изделия 22 и литниковую систему удаляют из разъемов нрессформы сжатым воздухом.
Предмет изобретения
Прессформа для литьевого формования пластмассовых изделий с внутренней резьбой, включающая электропривод, зубчатую и клиноременные передачи, неподвижный фланец, матрицу, пуансонодержатель, промежуточные плиты, тяги и резьбовые знаки, отличающаяся тем, что, с целью увеличения производительности прессформы, она содержит подвижно закрепленную на ведомом и ведущем эксцентриках плиту, в которой жестко закреплены щтифты, входящие в отверстия фланцев резьбовых знаков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для литьевого формо-ВАНия плАСТМАССОВыХ издЕлий C ВНуТ-РЕННЕй РЕзьбОй | 1979 |
|
SU802053A2 |
| Литьевая форма с автоматическим вывинчиванием резьбовых знаков | 1980 |
|
SU937179A1 |
| Пресс-форма для изготовления изделий с резьбовыми отверстиями | 1980 |
|
SU889442A1 |
| ЛИТЬЕВАЯ ФОРМА С АВТОМАТИЧЕСКИМ ВЫВИНЧИВАНИЕМ РЕЗЬБОВЫХ ЗНАКОВС'Ч-; TJvJTi^'г |-ГчН'-^'-"•;-;--'::;и;.:-;;-.нд?;|С' i-i.':::, '• i.-л -т"-; f л-- >&^>&t-!x.f ; СПА | 1971 |
|
SU307905A1 |
| Литьевая форма | 1975 |
|
SU540747A1 |
| Литьевая форма для изготовления резьбовых изделий из пластмасс | 1980 |
|
SU929442A1 |
| Литьевая форма для изготовления резьбовых изделий | 1984 |
|
SU1127777A2 |
| Литьевая форма для изготовленияРЕзьбОВыХ издЕлий из пОлиМЕРНыХМАТЕРиАлОВ | 1979 |
|
SU839717A1 |
| Литьевая форма для полимерных изделий с внешней резьбой | 1981 |
|
SU954244A1 |
| Литьевая форма для изготовления армированных полимерных изделий с резьбой | 1981 |
|
SU1013298A1 |
22 21 5
W // 12 /
/ / /
/-
