I
Изобретение относится к переработке пластических масс литьем под давлением.
Известна пресс-форма для литьевого формования пластмассовых изделий с внутренней резьбой rio авт, св. № 204541, содержащая привод, неподвижный фланед, матрицу, пуансонодержатель, промежуточные плиты, тяги, резбовые знаки и подвижно закрепленную на ведомом и ведущем эксцентриках плиту, в которой жестко закреплены щтифты, входящие в отверстия фланцев резьбовых знаков 1.
При переходе на выпуск изделий с резьбой разных размеров в известной прессформе необходима полная разборка прессформы, механическая доработка плиты и полная замена резьбовых знаков с эксцентриками.
Цель изобретения - обеспечение изготовления изделий с резьбой различных размеров.
Поставленная цель достигается тем, что пресс-форма для литьевого формования пластмассовых изделий с внутренней резьбой, содержащая привод, неподвижный фланец, матрицу, промежуточную плиту.
тяги, резьбовые знаки и подвижно закрепленную на ведомом и ведущем эксцентриках плиту, в которой жестко закреплены штифты входящие в отверстия фланцев резьбовых знаков, согласно изобретению снабжена расположенными в промежуточной плите подшипниками для размещения в них резь- . бовых знаков, которые выполнены из двух подвижно соединенных между собой частей, а в подвижно закрепленной на эксцентриках плите выполнены дополнительные отверстия
под штифты ведомых и ведущего эксцентриков и фланцев резьбовых знаков.
Изобретение поясняется чертежом, где
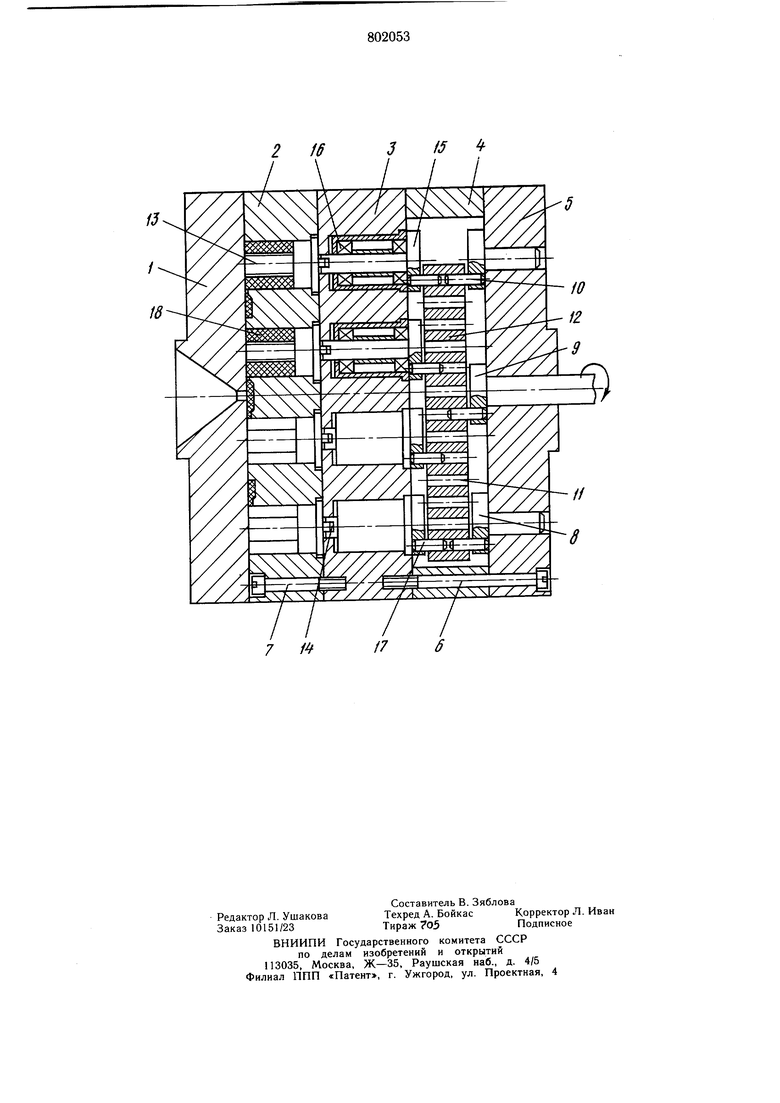
изображена литьевая пресс-форма, разрез.
Пресс-форма для литьевого формования
пластмассовых изделий с внутренней резьбой
содержит неподвижный фланец 1, матрицу 2, промежуточную плиту 3, опору 4 и опорную плиту 5, соединенные между собой болтами 6 и 7. На опорной плите 5 расположены ведомые эксцентрики 8 и ведущий эксцентрик 9,
вал которого соединен с механическим приводом. Жестко закрепленные в эксцентриках 8 и 9 щтифты 10 входят со скольжением в отверстия 11 плиты 12. Резьбовые знаки 13 состоят из двух частей, подвижно
соединенных устройством 14, связаны с фланцами 15 и проходят через установленные в промежуточной плите подшипники 6. Во фланце 15 жестко закреплен штифт 17, входящий со скольжением в одно из координатных отверстий 1 плиты 12.
Пресс-форма работает следующим образом.
После формования пластмассовых изделий 18 происходит раскрытие пресс-формы отводом подвижной ее части от неподвижного фланца 1. Одновременно с раскрытием пресс-формы происходит включение механического привода, вращающего ведущий эксцентрик 9, который сообщает плите 12 плоскопараллельное вращательное движение
При помощи штифтов 17 фланцы 15 приводятся во вращение и при помощи устройств 14, выполненных в виде известных конструкций (шлицов, многогранников и др.) передается вращение резьбовым знакам 13. Вращаясь, но не имея возможности перемещаться вдоль оси, резьбовые знаки вывинчиваются из изделия 18, например гайки, выталкивают это изделие из гнезда матрицы. Дальнейшее удаление изделий из плоскости разъема производится под действием собственного веса или с помощью, например сжатого воздуха.
Для замены резьбового знака 13 производится отсоединение матрицы 2, извлекается ненужный знак, а на его место устанавливается новый таким образом, чтобы замок резьбового знака попал в гнездо устройства 14 фланца 15.
При переходе на выпуск новых изделий производится замена матрицы (соответственно с литниковой плитой 1) и промежуточной плиты 3 на новые, с гнездами под изделия, располагающимися соответственно
отверстиям плиты 12, причем подщипник резьбового знака с фланцем 15 и щтифтом 17 извлекается из сменяемой промежуточной плиты 3 и устанавливается во вновь устанавливаемую промежуточную плиту. Количество устанавливаемых резьбовых
знаков может быть увеличено или уменьшено в зависимости от размеров и количества формуемых изделий.
Формула изобретения
Пресс-форма для литьевого формования пластмассовых изделий с внутренней резьбой по авт. св. № 204541, отличающаяся, тем, что, с целью обеспечения изготовления изделий с резьбой различных размеров, она снабжена расположенными в промежуточной плите подшипниками для размещения в них резьбовых знаков, которые выполнены из двух подвижно соединенных между собой частей, а в подвижно закрепленной на эксцентриках плите выполнены дополнительные отверстия под штифты ведомых и ведушего эксцентриков и фланцев резьбовых знаков.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 204541, кл. В 29 D 1/00, 1964.
2 163 15
I I I
7 1
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕССФОРМА ДЛЯ ЛИТЬЕВОГО ФОРМОВАНИЯ ПЛАСТМАССОВЫХ ИЗДЕЛИЙ С ВНУТРЕННЕЙ РЕЗЬБОЙ | 1967 |
|
SU204541A1 |
| Литьевая форма с автоматическим вывинчиванием резьбовых знаков | 1980 |
|
SU937179A1 |
| Пресс-форма для изготовления изделий с резьбовыми отверстиями | 1980 |
|
SU889442A1 |
| Литьевая форма для изготовленияРЕзьбОВыХ издЕлий из пОлиМЕРНыХМАТЕРиАлОВ | 1979 |
|
SU839717A1 |
| ЛИТЬЕВАЯ ФОРМА С АВТОМАТИЧЕСКИМ ВЫВИНЧИВАНИЕМ РЕЗЬБОВЫХ ЗНАКОВС'Ч-; TJvJTi^'г |-ГчН'-^'-"•;-;--'::;и;.:-;;-.нд?;|С' i-i.':::, '• i.-л -т"-; f л-- >&^>&t-!x.f ; СПА | 1971 |
|
SU307905A1 |
| Литьевая форма для изготовления резьбовых изделий из полимерных материалов | 1980 |
|
SU929441A1 |
| Пресс-форма для изготовления полимерных изделий с резьбой | 1982 |
|
SU1039728A1 |
| Литьевая форма для изготовления резьбовых изделий из пластмасс | 1980 |
|
SU929442A1 |
| Литьевая форма для полимерных изделий с внешней резьбой | 1981 |
|
SU954244A1 |
| Литьевая форма для изготовления резьбовых изделий из пластмасс | 1984 |
|
SU1165594A1 |