Изобретение.относится к лйдейном производству и касается технологической оснастки, в частности опок. Известна опока для крупного лить содержащая связанные по углам стенк крестовины которой выполнены разрез ными i , Крестовины данной опоки имеют св боду температурного расширения, однако стенки такой свободы не имеют к поэтому испытывают неравномерные температурные деформаций, которые зачастую приводят к образованию тре щин по углам и преждевременному выходу опоки из строя. Наиболее близкой по технической С5ЛЩНОСТИ к предлагаемой является опока, содержащая стенки с вертикаль ными разрезами углов, расположенными симметрично смежным отенкам 12. Недостатком известной опоки является низкая стойкость при силовых методах уплотнения формовочной смеси из-за того, что разрезы углов плотно забиваются формовочной смесь и поэтому температурная.деформация опоки может быть только односторонней - в сторону увеличения ширины разреза. При отсутствии крестовины такая опока обладает еще меньшей прочностью, а следовательно, и долговечностью. С каждым циклом использования опоки ее разрезы необходимо очищать от формовочной смеси, а это не только усложняет технологический процесс, но и увеличивает затраты времени. Если же разрезы не очищать, то они.еще плотнее запре совываются формовочной смесью, в результате чего на углах опоки образуются трещины и она преждевременно выходит из строя. Цель изобретения - увеличение дол говечности опоки. Для достижения указанной цели в опоке, содержащей стенки,каждый угол выполнен в виде трубы, жестко связа ной со стенками и имеющей в поперечIpoM сечении овальный профиль,, В такой опоке имеют свободу темпе 1| атурных растяжений или сжатий благо даря тому, что разреэы представя /4-xl поберт/то ляют собой каналы, имеющие в поперечном сечении округ.пый цродольно вытянутый профиль, размещенный с.имметрично смежным стенкам, а на углах выполнены внутренние и наружные перемычки, обладающие упругостью. Кроме того, перемычки предупреждают попадание формовочной смеси в разреэы и увеличивают прочность опоки. На фиг, 1 изображена предлаггаемая опока, вид в плане; на фиг,2 - разрез А-А на фйГ.. Опока содержит стенки 1. Угол опоки выполнен в. ,видетрубы 2, имеющей в поперечном сеченни фиальный профиль. Опока может быть изготовлена как цельнолитой, так и сварной. Профиль сечения каждой трубы 2 может быть выполнен, в частности, ,как в виде двух дуг окружности, сопряженных прямыми, так и в виде эллипса. При изготовлении литейной формы формовочная флесь в опоке может уплотняться различными методамйТ в том числе и силовыми, поскольку силовая нагрузка воспринимается стенками 1 от формовочнойсмеси и передается на уг.пы, имекяцие благодаря их дугообразной форме упругую податливость. Эта податливость позволяет упруго воспринимать как напряжения растяжения, так и сжатия. В опоке нет таких мест, где может забиваться формовочная смесь. После заливки в форму расплавляемого металла в э.лементах опоки возникают температурные напряжения, но деформации не происходит, поскольку напряжения компенсируется упругой податливостью труб 2, тем самым предупреждается образование трещин и повышается долговечность опоки. Технико-экономическое преимущество предлагаемой опоки зак.шочается в повьзшении ее эксплуатационной долговечности. Годовой экономический эффект от максимального объема внедрения составляет 3,96 млн,руб.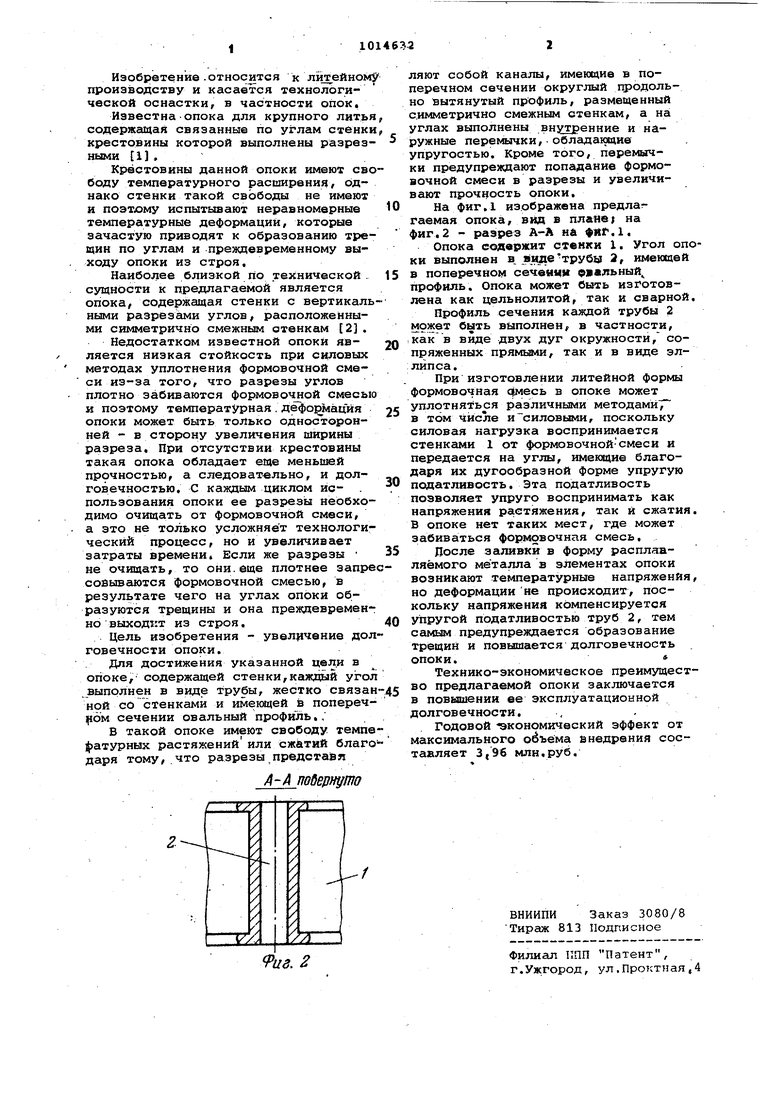
| название | год | авторы | номер документа |
|---|---|---|---|
| Опока | 1982 |
|
SU1065075A2 |
| Опока | 1988 |
|
SU1660834A1 |
| Формовочная машина | 1982 |
|
SU1031635A1 |
| ШПАЛА ДЛЯ СКОРОСТНЫХ РЕЛЬСОВЫХ ПУТЕЙ | 2018 |
|
RU2719745C2 |
| КЛАПАН ГОРЯЧЕГО ДУТЬЯ ДОМЕННЫХ ВОЗДУХОНАГРЕВАТЕЛЕЙ | 1996 |
|
RU2106412C1 |
| СПОСОБ ЛИТЬЯ С ПОМОЩЬЮ ЛОКАЛЬНОГО ВАКУУМИРОВАНИЯ ФОРМ, СТЕРЖНЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2278763C2 |
| Способ изготовления сварных прямошовных труб из титановых сплавов | 2016 |
|
RU2638476C1 |
| Мульда | 1987 |
|
SU1754783A1 |
| Литейная форма | 1989 |
|
SU1724416A1 |
| Дозатор для формовки | 1960 |
|
SU133563A1 |
ОПОКА, содержащая стенки, отличающаяся тем, что с целью увеличения долговечности, каждый ее угол выполнен в виде трубы, жестко связанной со стенками, имеющей в поперечном сечении овальный профиль. (Pus./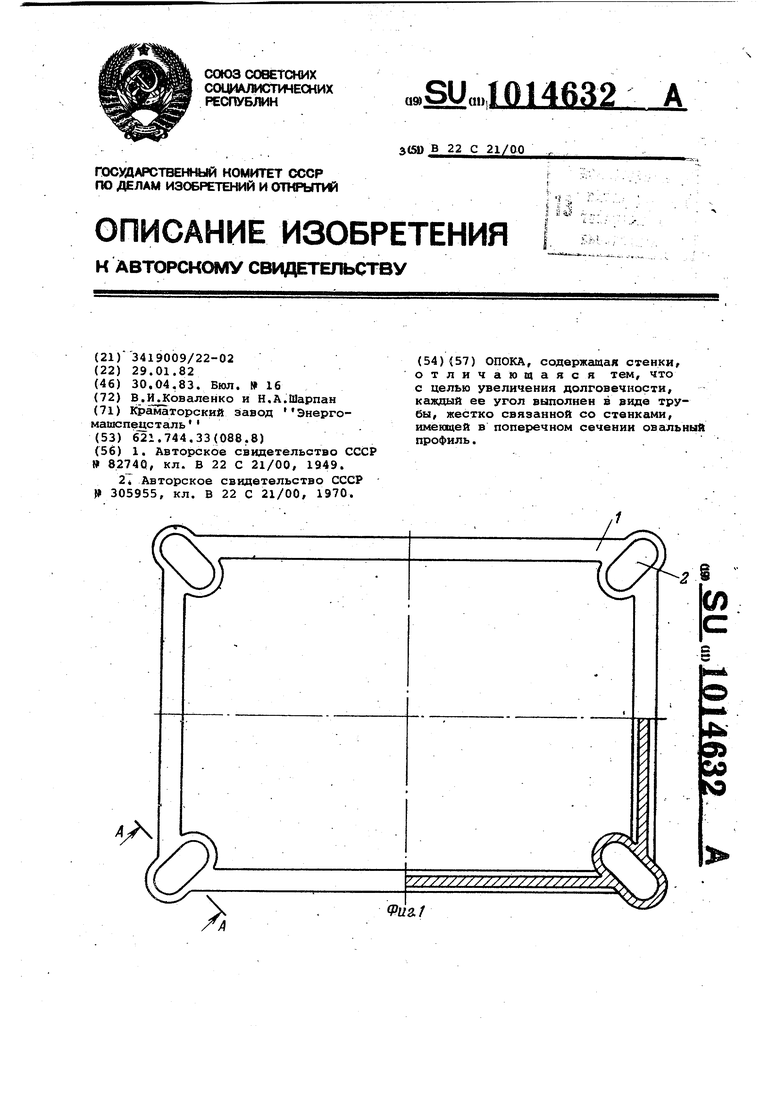
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Турбинный двигатель | 1925 |
|
SU8274A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
