оо
со
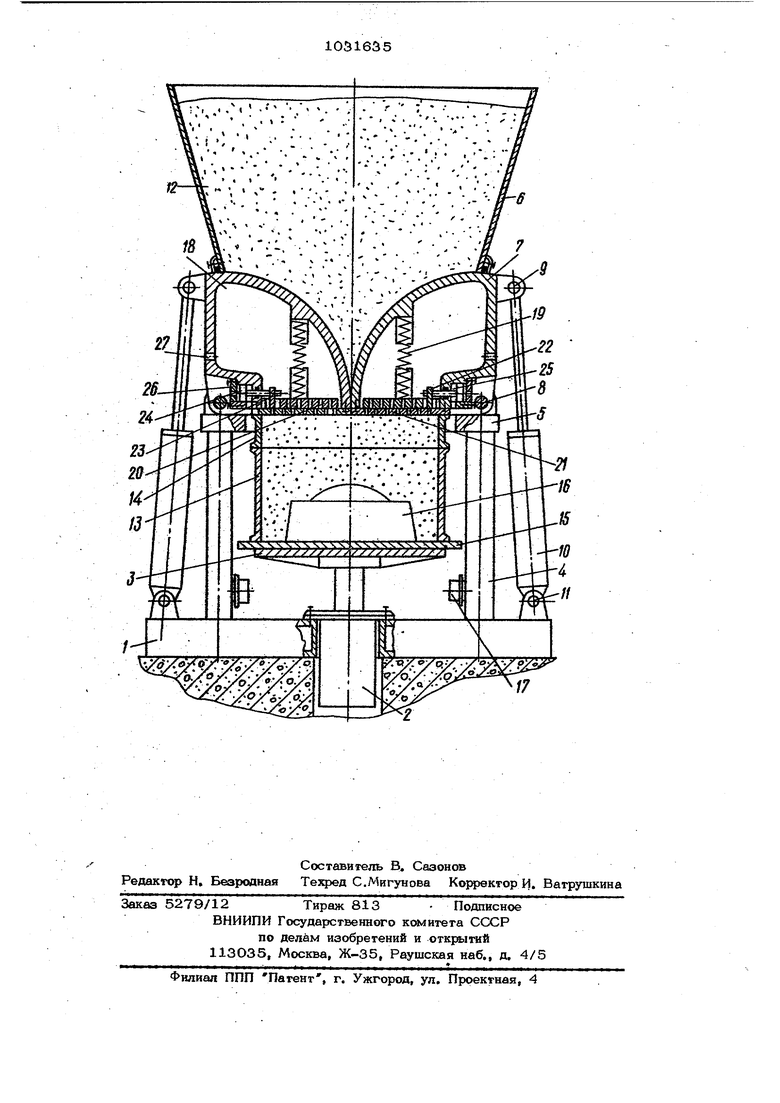
ел прризводству, в частности к устройствам для уплотнения литейных форм импульсом сжатого воздуха. Известна установка для уплотнения литейных форм, содержащая станину с подъемно-прижимным механизмом, расходный буйкер для смеси и соосно ему подвешеаньтй короб с закрепленными на его боковых стенках импульсными головками, направлякяцие сопла которых размещены внутри короба Г1 } К недостаткам известной установки относятся значительные потери энергии воздуха высокого давления, который при отсутствии замкнутой полости импульсного прессования фильтруется через формовочную смесь, размешенную в коробе и расходном бункере, в-следствие чего происходят периодические песчано-воздуш ные выбросы через лабиринты расходного бункера в атмосферу цеха| большие габа риты установки, вызванные необходимостью, иметь высокий расходный бункер обеспечивающий гравитационный эффект при засыпке формовочной смеси, а также для создания с ее помощью грузового противодействия воздуху высокого давления, устремляющемуся в момент импульса вверх. Кроме того, недостатком является невозможность полного использо вания запасенного в бункере и коробе объема формовочной смеси, например, в конце рабочей смены по причине малой высоты стодба формовочной смеси и обнажения направляющих сопел импульсных головок. Наиболее близкой к предлагаемой является установка для импульсного уплотнения литейных форм, содержащая станину с подъемно-прижимным механизмом, расЗсодный бункер для смеси, импульсные головки, вьгаолненные в виде створок челюстного затвора с радиальными, и дугообразными стенками, а также рассекатели импульсных головок С 3 . Наряду со снижением энергетических затрат (воздука высокого давления) на уплотнение литейных форм такая установка, характеризуется неравномерным уплот нением форм по сечению, потому что, вопервых, секторньте створки обращены дугообразными поверхностями вниз, а рассекатели вьшсянены в виде дуги с центром в точке подвеса соответствующе секторной створки, в результате чего перед импульсом поверхность сдсзированной в технойогический комплект формопуклость над моделью. Во-вторых, секторные створки, по/шешены под траверсой так, что горизонтально-поворотные их оси расположены в Ш1ОСКОСТИ верхнего торца короба, а взаимное сближение секторных створок производится их-поворотом снизу вверх на угол не более 45, следствием чего является то, что после заполнения технологического комплекта формовочной смесью ceKTOpiHbre створки, закрываясь, перерезают стодб смеси, сдавливая и выжымая вверх весь ее вышележащий объем, при этом в зоне опорной перемычки плотность формовочной смеси становится максимальной. Таким образом, размещение опорной перемычки ,по вертикальной оси коцоба. также подуплотнение формовочной смеси над секторными вызывают за-ч висание формовочнЫ смеси при их раскрытии. Применение вибратора для обрушения предварительно уплотненного объема формовочной смеси способствует падению в технологический комплект крупных комков, что приводит к неравномерности засыпки формовочной смеси (это в свою очередь влечет смещение модели в момент импульса) и к неравн.омерному уплотнению формы по сечению. Кроме того, установка характеризуется конструктивной сложностью из-за наличия вибратора, опорной перемычки, короба, сложной системы подвода сжатого воздуха в рабочей полости и управлякапие системы. Все это, а также размещение траверсы над коробив обусловливает увеличение металлоемкости установки. Кроме того, вибратор снижает .ее долговечность, поскольку является возбудителем вибрации. Цель изобретения - повьпиение качества уплотнения ферм и упрощение конструкции формовочной мащины. Указанная цель достигается тем, что в формовочной мащине, содержащей станину с подъемно-прижимным механизмом, расходный бункер для смеси, импул.ьсные гоповки, выполненные в виде секторных створок челюстного затвора с радиальными и дугообразными стенками, установленными на горизонтально-поворотных осях, а также рассекатели импульсных головок, секторные створки установлены дугообразными стенками в сторону расходного бункера, а рассекатели размещены на радиальных стенках секторных створож, при этом горизонтально-поворотные оси секторных с гворок расположены в плоскости нижнего торпа расходного бункера. Благодаря тому, что секторные створк во всех рабочих положениях обращены дугообразными стенками не вниз, а в сторону расходного бункера , а рассекатели имеют новое расположение и форму, т закреплены на нижних радиальных стенках секторных створок и выполнены плос кими, гребневидная выпуклость над моделью исключается. Перед импульсным уплотнением сдозированная в технологический комплект формовочная смесь имеет ровную в горизонтальной плоскост поверхность. Вследствие установки секторных створок над траверсой так, что их горизонт;ально-поворотные оси расположены в плоскости нижнего торца расходного бункера, и взаимного сближения этих створок производится их поворотом сверху вниз на угол не менее 90, исключается выжимание формовочной смеси в расходный бункер н ее подуплотнение над секторными створками. А в связи с отсутст вием между секторными створками опорной перемычки исключается зависание формовочной смеси.Таким образом, новые признаки спосо ствуют тому, что формовочная смесь засьшается в технологический комплект без комков и задержек, связанных с ее обрушением. Равномерная засыпка формо вочной смеси способствует как устойчивому положению модели во время импуль кого уплотнения, так и получению равномерно уплотненных по сечению высококачественных форм. Упрошение конструкции предлагаемой формовочной Машины достигается за счет исключения из ее состава вибратора, опо ной перемычки и короба. Отсутствие этих элементов снижает металлоемкость установки, а отсутствие вибратора повышает ее долговечность. Предлагаемая формовочная машина имеет и допсэтнительное достоинство, состоящее в повышении эффективности им1 льсного уплотнения форм за счет предварительно подуплотнения формовочной смеси секторными створками в опоке и наполнительной рамке. На чертеже изображена формовочная машина, разрез. Машина содержит станину 1, по центру которой размешен подъемно-прижимной механизм, выполненный в виде силового цилиндра 2 и стола 3, а по 1 354 краям установлены стойки 4, соединенные между собой в верхней части траверсой 5, являющейся опорой расходного бункера 6. В противоположных стенках, расходного бункера 6 установлены импульсные головки, выполненные в виде, секторных створок 7 челюстного затвора с дугообразной и радиальными стенками. При всех рабочих положениях дугообразные стенки секторных створок 7 обращены вверх в сторону расходного бункера 6. Обе секторные створки 7 установлены на горизонтально-поворотных осях 8, расположеннь1Х в плоскости нижнего торца расходного бункера 6 и связанных со стойками 4. Не исключено, что горизонтально-поворотные оси 8 могут быть связаны с траверсой 5 или с установленными на ней кронштейнами. Над горизонтально-поворотными осями 8 размешены шарнирные оси 9, связываюшие секторные створки 7 с силовыми цилиндрами 1О, которые с другой стороны соединены шарнирными осями 11 со станиной 1. В функциональном отношении станина 1, стойки 4, секторные створки 7, силовые цилиндры 1О, а также оси 8, 9 и 11 образуют затвор-питатель, имеющий два рабочих положения. В одном из них секторные створки 7 совмещены между собой нижними частями дугообразных стенок и, таким образом, $гопяются днищем для формовочной смеси 12, засыпанной в расходный бункер 6. В другом положении после разворота секторных створок 7 во взаимно противоположных направлениях на 9О° затворпитатель открыт дпя поступления формовочной смеси 12 в технологический комплект, содержащий опоку 13 с наполнительной рамкой 14 и модельную плиту 15 с моделью 16. Под модельной плитой 15 размешены опорные ропики 17 рольганга. Каждая из импульсных головок, выполненная в виде секторной створки 7, содержит рабочую полость 18, пружину 19, прижимаюш ю подвижную перфорированную плиту 2О к рассекателю 21, закрепленному на нижней радиельной стороне секторной створки 7. Выступающий над подвижной перфорированной плитой 20 стержень 22 пропушен через радиальный паз штока 23, связанного с поршнем 24, установленным в расточке 25, которая перекрыта крышкой 26. Для подачи сжатого воздуха в рабочую патость 18 в
секторной сгворке 7 преяусиотрено отверстие 27.
Формовочная машина работает следуюптм образом. Заполнение опоки 13 и наполнительной рамки 14 формовочной
смесью 12 производится разворотом секторных створок с помощью силовых цилиндров 10 во взаимно противоположны Направлениях на 90° (правая створка поворачивается по часовой стрелке, а левая против часовой стрелки), при этом рассекатели 21 из горизонтального положения переходят в вертикальное,
Возвращением секторных створок 7 в исходное положение производится предварительное подуплотнение формовочной смеси 12 в опоке 13 и наполнительной рамке 14. Во время поворота секторных створок 7 отверстия подвижных перфорированных плит 2О смещены относительно отверстий рассекателей 21 с тем, чтобы частицы формовочной смеси 12 не попали в рабочие полости 18.
Запо 1нение рабочих полостей 18 сжатым воздухом производится через отверстин 27, вьшолненные в секторных створках 7.
Для импульсного уплотнения формовочной смеси 12 в опоке 13 подвижные перфорированные Плиты 2О в секторных створках 7 взаимно сближают поршнями 24, в результате отверстия поавйжнык перфорированных плит 20 совмещаются с отверстиями рассекаттелей 21, а накопленный в рабочих полостях 18 х;жатый воздух устремляется через эти отверстия на формовочную смесь 12 и производит ее уплотнение.
Заформованную опоку 13 опускают на опорные ролики 17 рольганга и вьщают ее за пределы мащины. Взамен нее к
машине подают очередную опоку, к цикй повторяется.
Таким образом, за счет того, что секторные стборки обращены дугообразны стенками вверх, в сторону расходнся о бункера, а рассекатели размешены на нижних {Задиальных стенках сектс ных створок, гребневидная выпуклость над моделью исключается. Сдозированная в технологический вомплект фо{шовочная смесь имеет ровную в горизонтальной плоскости поверхность. А благодаря тоivjy, что секторные створки установлены над траверсой так, что горизонтальноnoBOpoTHtie оси расположены в плоскости нижнего торца расходного бункера и ззаимное сближение этих створок производится их поворотом свергну вниз на угол не менее 90 , исключается ёыжимаиие формовочной смеси в расходный бункер и ее подуплогнение над секторными створками
Новые признаки в целом способствуют равномерной засыпке формовочной смеси в опоку и наполнительную рамку, а также исключению из ее состава вибратора, опбрной перемычки и короба.,
Технико-экономическая эффективность предлагаемой формовочной машины состоит в повышении качества уплотнения форм за счет исключения гребневидной выпуклоти над Моделью, равномерной засыпки формовочной смеси в опоку и наполнительную рамку; упрощении конструкции за счет исключения из состава формовочной машины вибратора, опорной перемычки и короба; снижении высоты за счет исключения из состава формовочной машины короба и в повышении долговечности за счет исключения из состава формовочной машины вибратора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для уплотнения литейных полуформ | 1979 |
|
SU789206A1 |
| Формовочная машина | 1982 |
|
SU1061912A1 |
| Установка для изготовления литейных форм импульсным способом | 1980 |
|
SU899235A1 |
| Загрузочное устройство формовочной машины | 1981 |
|
SU988444A1 |
| Формовочная машина | 1988 |
|
SU1519824A1 |
| Многопозиционный прессово-формовочный автомат проходного типа | 1979 |
|
SU978461A1 |
| Формовочная машина | 1981 |
|
SU982841A1 |
| ДОЗАТОР ФОРМОВОЧНОЙ СМЕСИ | 1995 |
|
RU2089328C1 |
| Способ заполнения опок формовочной смесью | 1983 |
|
SU1320005A1 |
| Устройство для изготовления форм | 1981 |
|
SU1013085A1 |
ФОРМОВОЧНАЯ МАШИНА, содержащая станину с подъемно-прижимным механизмом, расходный бункер для смеси, импульсные головки, выпопненные в виде секторных створ ж челюстиого затвора с радиальными и дугообраэ-г ными стенками, установленными на горизонтально-поворотных осях, а также рассекатели импульсных гоповок, о т личающаяоя тем, что, с целью повышения качества уплотнения форм и упрощения конструкции машины, секторные створки устакоьгеены дугообразными стенками в сторону расходного бункера, а рассекатели размещены на радиальных стенках секторных створок, при этом горизонтально-поворотные оси секторных створок расположены в плоскости нижнего торца расходного бу нкера.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление для постепенного включения и выключения фрикционных муфт в самодвижущихся экипажах и т.п. | 1919 |
|
SU356A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для уплотнения литейных полуформ | 1979 |
|
SU789206A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
