(54) МЕХАНИЗМ ПОДАЧИ ШЛИФОВАЛЬНС Изобретение относится к станкостроению и может быть применено в шлифоваль ньк станках с автоматической врезной подачей шлифовального круга. Известны механизмы подач шлифовальной бабки, содержащие лимб подач:, кине матически связанный с вкнтовой передаче установочных перемещений шлифовальной бабки, клин врезных подач, связанный с серводвигателем, гидроцилиндр быстрых ходов шлифовальной бабки Г;П и . Недостатки этих механизмов состоят в том, что шлифовальная бабка с целью получения врезной подачи собрана на отрепьном суппорте с направл1пощими. Это усложняет котструкцию, так как шлкфовал ную бабку с суппортом в этом случае необходимо устанавливать на дополнительный корпус с направляющими. Кроме того, в данных ксжструкциях необходим дополнительньй поджим (при помощи пружины либо гидроцилиндра) суппсчэта шлифовальной бабки к наклонной планке на гидроцилиндре врезныхпо/дач. Скольжение
- .
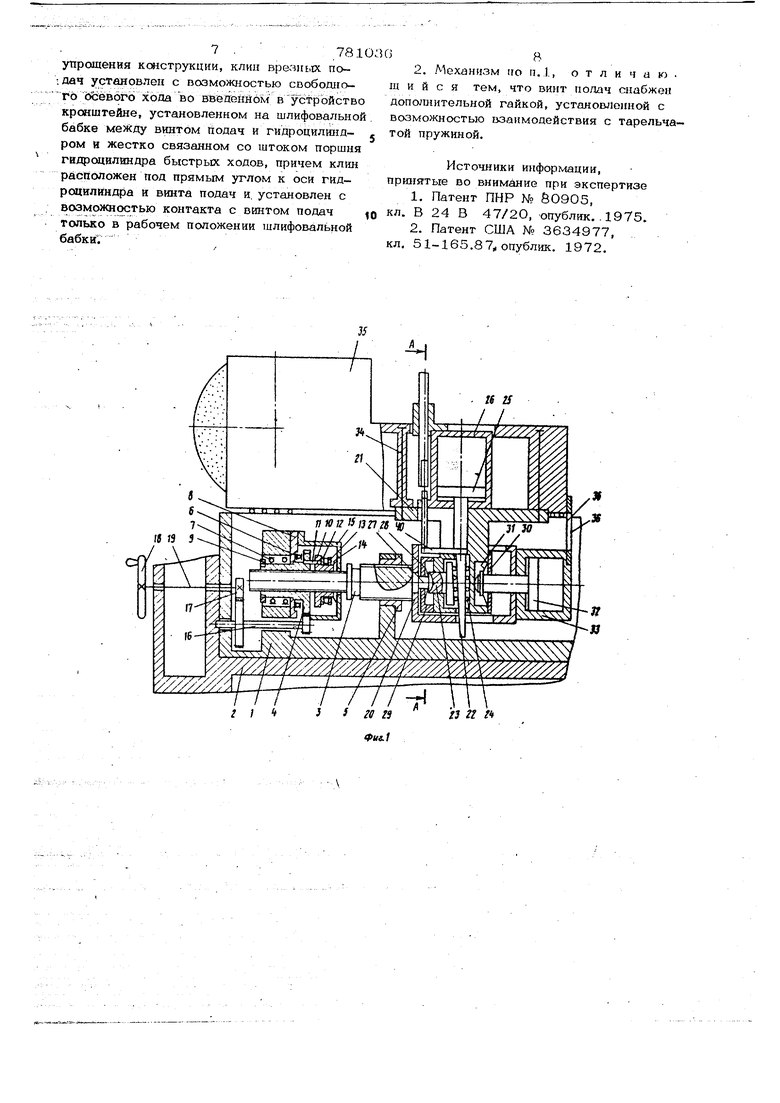
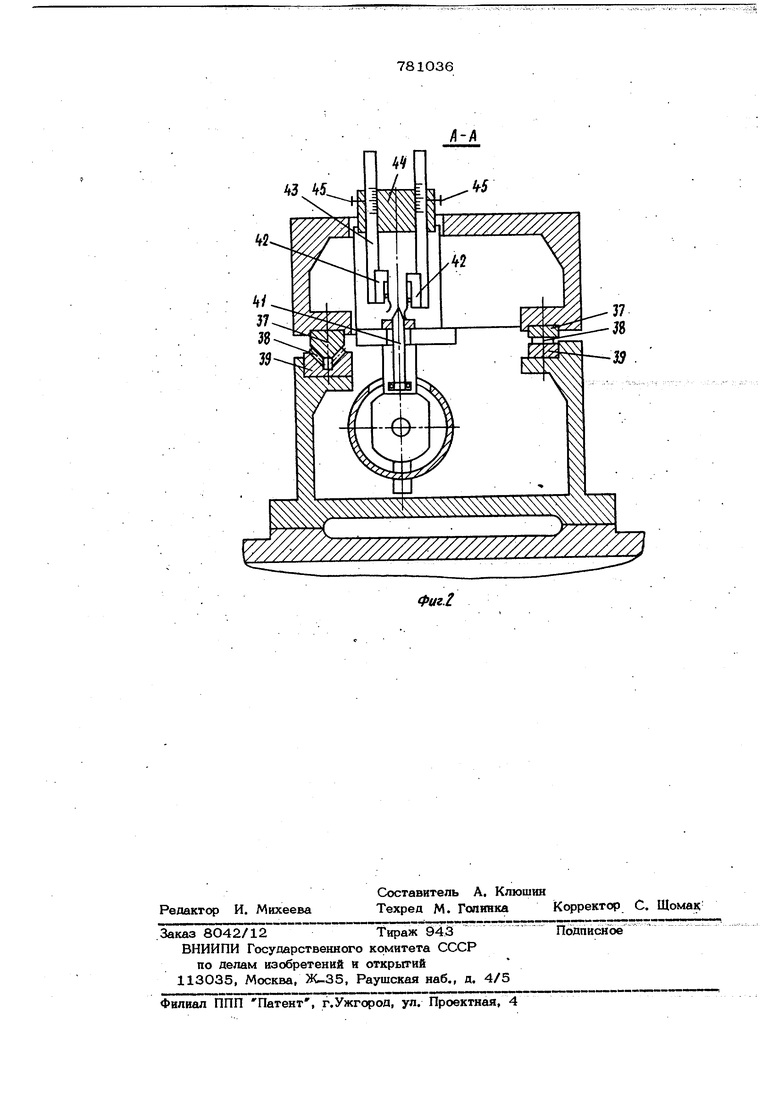
БАБКИ наклонной планки по упсчэу в суппорте шлифовальной бабки увеличивает силу трения (а заодно и требуемую силу гидроцилиндра врезной подачи) и неравномерность подачи, а также приводит к износу упора и клина Цель изобретения г- упрощение конструкции механизма. Указанная цель достигается тем, что клин врезных подач собран с возможностью свободного осевого хода в кронштей не, установленном на шлифовальной бабке между винтом подач и гидроцилиндром и жестко связанном со штсжом поршня гидроцилиндра быстрьсс ходов, причем клин образует с осью гидроцилиндра и винта подач прямой угол и установлен с возможностью контакта с винтом подач только в рабочем положении шлифовальной бабки. Клин врезньсс подач снабжен направляющими качения. В1шт подач снабжен допапнительной гайкой и предварительно поджат тарельчатой пружиной. На фиг, 1 механизм подач в сборе со шлифовальной бабкой, общий вид на фиг. 2 - разрез А-А на фиг. 1. Корпус салазок 1 механизма пооач собран на станине станка 2. Винт 3 подач установлен в основной гайке 4 и направляющей шлицевой втулке 5. Гайка 4 посредством упорного ггодшипншса 6 качения и двух радиальных Т1одш тнйков 7 качения установлена в корпусе салазок 1. Упорньй подшипник 6 упкраегся во фланец 8, а с другой стороны з этот подшипник упирается гайка 4. Радиальные подшипники 7 в осевом направлении ограничены гайкой 9. На винте 3 собрана вспомогательная гайка Ю, соедшшнная с основной гайкой 4 при ПОМОЩИ штифта 11. Штифт 11 в гайку 4 Зстпрессован, а в гайку 10 входит с зазором во избежание перекоса последней, но с возможностью передачи ей вращения. На гайку 10 одет упорный подшипник 12 качения, в которьй через вспомогательную тарешсу 13 упирается тарельчатая пружина 14, ограниченная с другой стороны чашкой 15, последняя через фланец 8 соединена с корпусом салазок 1. Гайка 4 изготовлена заодно С шестерней, которая сцепляется с блоком 16 шестерен большая шестерня этого блока соединена с шестерней 17, с6ед ненной с лимбом 18 подач при помощи ва ла 19. Шестерня 17 и блок 16 шестерен устано.злены на подшипниках в корпусе са лазок 1. На конце винта 3 подач, закреплена втулка 20, имеющая вьфез вдоль оси. В этот бырез входит с зазором кронштейн 21 шлифовальной бабки, в котором собран клин 22, подвижная направляющая 23 качения, ролики 24 качения. Неподвижная направляющая качения изготовлена заодно с кронштейном 21. Клин 22 соединен со щтоком поршня 25 гидроцнлиндра 26, жес ко скрепленного с кронштейном 21 шлифо вальной бабки, В подвижную направляющую 23 качения упирается полусферический упор 27, на котором собрана тарельчатая пружина 28, с одной стороны упирающаяся в этот упор, а с другой - в чаш ку 29, соедш енную с кронштейном 21 шлифовальной бабки. С другой стороны к кронштейну 21 шлифовальной бабки прикреплен фланец 30, в которьй упирается тарельчатая пружина 31, одетая на. щток поршня 32 гидроцйлиндра 33 .быстрых ходов (быстрых отводов - подводов) ШЛИ фовлльной бабки. Таким образом, пружина 31 прижимает шток поршня его полусферическим торцом к кротштейну 21 шлифо7864 вальной бабки. Гидроцнлиндр 33 соеаш1е.и со втулкой 20- Кронштейн 21 шлифовальной бабкн при помощи винтов 34 соединен с корпусом 35 шлифовальной бабки, с этим корпусом посредством двух плоских пружид 36 соедтюн и гидр(.жилиндр 33 бь СТ;Ы : ходов и1лифовальной бабки. Корпус 35 шлифовальной бабки своими направл5пощ11ми 37 через ролики 38 качения установлен на направляющих 30 корпуса салазок 1. Шток П0|)шня 25 при помощи тяги 40 соединен с толкателем 41, который воздействует на два микровыключате-, ля 42, установленных на штангах 43, помещенных, в державке 44. Для крепления штанг 43 имеются два винта 45. Один из микропьп лючателей 42 служит для установки величины черновой врезной подачи, другой - для ЧИСТОВОЙ врезной подачи. Ехазразлично, который из мцкровьпслючателей служит для черновых, который для чистовьсх подач, поэтому они обозначены тождественно. Механизм подачи при врезном шлифовании работает следующим образом. Наладочнще перемещения шлифовальной бабки (на нужный размер шлифования) получают от винта 3 подач, который осевое переменгение получает от вращения лимба 18 подач. От лимба 18 вращается вал 19, шестерня 17, а -от нее - блок 16 шестерен; малая шестерня этого блока вращает шестерню, изготовленную заодно с основной гайксй 4. От вращения гайки 4 винт 3 перемещается. Заодно с гайкой 4 вращается н вспомогательная гайка 10, получающая вращение от. гайки 4 посредством штифта 11. Синхронное вращение гаек 4 и 10 обеспечивает за счет пружины 14 беззазорное соединение этих гаек с винтом 3 подач, высокую жесткость винтовой передачи и точность перемещения шлифовальной бабки винтом 3, причем пружина 14 создает натяг не только в винтов(й передаче, но н в упс зном подшипнике 6 основной гайки 4. Быстрый подвод-отвод шлифовальной бабки осу.ществляется от движения щтока поришя 32 в гидроцилиндре 33 быстрых ходов. При быстром подводе шлифовальной бабки шток .поршня 32 движется. в сторону винта 3, своим сферическим концом -он. толкает кронштейн 21 шлифовальной бабки, .а вместе с ним и шлифовальную бабку, пока упор 27 не упрется своим плоским концом в торец винта 3. Упор 27 за счет своей полусферической головки сможет самоуста- навливаться так, чтобы его плоский торец контактировал с торцом винта 3 по плоскости, что обеспечивает максимальную жесткость соединения. При быстром отводе шлифовальной бабки шток поршня 32 движется в сторону от винта 3 подач тянет за собой пружину 31, последняя че фланец 30 тянет кронштейн 21 шлифовальной бабки, а вместе с ним н шлифовальную бабку. Пружина 31 служат для демпфирования удара от силы инерции при отводе шлифовальной бабки, а также обеспечивает постоянный прижим кронштейна 21 шлифовальной бабки к полусферическому торцу штока поршня 32 в отведенном положении шлифовальной бабки, что, в свою очередь, обеспечивает разгон шлифовальной бабки без удара при быстром подводе ее на шлифование. Осево натяг винтовой передачи, и упорного подшипника 6 силой пружины 14 при этом обеспечивает высокую точность быстрого подвода шлифовальной бабки в заданное положение. Врезная подача шлифовальной бабки при шлифовании осушествляется от движения вверх штока поршня 25, который двигает клин 22. Шлифовальная бабка находится в подведенном положении, упор 2 гидравлической силой псршня 32 через подвижную направляющую 23 качения, ролики 24 качения, клин 22, неподвижную направляющую качения, изготовленную сов местно с кронштейном 21 шлифовальной бабки, прижат к винту 3 пода«|. При этом поршень 32 находится не в ксжёчном по ложении относительно гидроцилиндра 33, а на некотором расстоянии его от торце (в пределах 1мм), чтобы гарантировать нужную величину хода врезной подачи. Поэтому при перемещении клика 22 шток поршня 32 толкает кронштейн 21 шлифовальной бабки, чтобы вьшержать упор 27 постоянно прижатым к винту 3 подач. Таким образом шлифовальная бабка получает врезную подачу. Одновременно шток nopuiня 25 перемещает тягу 40 с закрепленны на ней толкателем 41. Черновая (ускорен ная) врезная подача происходит до тех пор, П(жа толкатель 41 не нажмет на пер вый из микровьтключателей 42, и тогда микровыключатёль подает команду на переключение подачи с черновой на происходит чистовая (замедленная) врезная 1одача до тех пор, пока толкатель 41 не нажмет на второй из мйкровыключателей 42j затем этот выключатель подает сигнал на остановку врезной подачи, выдержку шлифовальной бабки в конечном подведенном положении заданное .время, и быстрый (ускоренный) отвод, т.е. шток поршня 32 отводит шлифовальную бабку ускоренно. Шток поршня 25 возв 1ашает клин 22 в исходное положение (вниз), а подвижная направляющая 23 подается вперед и вьшвигает упор 27 в сторону винта 3 подач. Для осуществления всех этих команд микровыключатели подключают к электрогидравлической схеме обычного шлифовального станка с автоматической врезной, подачей. Величина хода черновой и чистовой врезной подач регулируется установкой микровыключателей 42 в соответствующее положение относительно толкателя 41. Для этого микровыключатели 42 при помощи штанг 43 подаются вниз либо вверх, а величина хода врезной подачи отсчиты- . вается по щкалам делений, нанесенных на эти штанги. Штанги двигаются в державке 44, их заданное положение фиксируется винтами 45. В качестве серводвигателя клина 22 выбран гидроцилиндр, В других исполнениях в качестве серводвигателя может быть принят электродвигатель с тиристорным приводом, которьй позволяет получить большой диапазон регулирования скорости, как и гидроцилиндр. Качество работы механизма подачи от этого не изменяется. Конструкция предлагаемого механизма подачи позволяет упростить сборку, так как появляется возможность отдельно собрать механизм подачи шлифовальной бабки с установленным в нем кронштейном шлифовальной бабкисо всеми деталями устройства вре.зных подач, после этого сверху установить шлифовальную бабку и винтами скрепить с кронштейном шлифовальной бабки. Не требуется никаких доводов при такой сборке, не требуется точного положения кронштейна шлифовальной бабки относительно оси винта подач. Создание натяга в винте подач за счет тарельчатой пружины сокращает вес конструкции и всего станка fto сравнению с механизмами, где для быстрых подводов шлифовальной бабки и создания натяга в винтовой передаче используют груз. Формула изобретения 1. Механизм подачи шлифовальной бабки, содержащий лимб подач, кинематически связанный с винтовой передачей установочных перемещений шлифовальной бабки, клин врезных подач, связанный с серводвигателем, ги/фоцилиндр быстрьсх ходов, жестко связанный с винтом подач, о т . личающийся тем, что, с целью
упрощения ксячструкции, клип врезных подач установлен с возможностью свободног6 Ьёёврго хода во ввеценном вустройство кронштейне, установленном на шлифовальной бабке винтом подач и гидроцилинд- , ром и жестко связанном со штоком поршня гидроцилиндра быстрых ходов, причем клин расположен под прямым углом к оси гидроцилиндра и винта подач и. установлен с возможностью контакта с винтом подач Q только в рабочем положении шлифовальной бабкнГ
2. Механизм iro п. I, отличаю, щ и и с я тем, что винт подач снабжен допошштельной гайкой, установленной с возможностью глзанмодействия с тарельчатой пружиной.
Источники информации, пршгятые во внимание при экспертизе
1.Патент ПНР № 60905,
кл. В 24 В 47/20, опублик. . 1975.
2.Патент США № 3634977, кл, 51-165.87„ опублик. 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм подачи шлифовальной бабки | 1980 |
|
SU941167A2 |
| Механизм подачи шлифовальной бабки | 1982 |
|
SU1077767A2 |
| Механизм подач | 1981 |
|
SU1014690A1 |
| Система активного контроля | 1986 |
|
SU1414592A1 |
| Устройство для управления деформациями в системе СПИД | 1982 |
|
SU1071371A1 |
| СИСТЕМА ДЛЯ АКТИВНОГО КОНТРОЛЯ РАЗМЕРОВ ДЕТАЛЕЙ И РЕГУЛИРОВАНИЯ ДЕФОРМАЦИЙ КРУГЛОШЛИФОВАЛЬНОГО СТАНКА | 1989 |
|
RU2014208C1 |
| МЕХАНИЗМ ПОПЕРЕЧНОЙ ПОДАЧИ КРУГЛОШЛИФОВАЛЬНОГО СТАНКА | 1972 |
|
SU347183A1 |
| Механизм подач | 1985 |
|
SU1292996A1 |
| Механизм подач | 1990 |
|
SU1785493A3 |
| КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2018 |
|
RU2697533C1 |
« 45.
W
