толчковой подачи. Первое устройство содержит рычаг 22, шаргшрно установленный на оси 21, жестко связанный с рычагом 19. На рычаге 19 установлена собачка 11 на оси 18, которая пружиной 20 постоянно поджимается к козырьку 48, перекрывающему храповое колесо 9, вращение которого передается далее на привод подачи. Рычаг 22 через шарнирное звено соединен со штоком гидроцилиндра толчковых подач. Рычаг 22 посредством винта 24 и пружины 25 соединен с рычагом 19, На рычаге 22 установлен пе- реключ тель 23. При ходе штока 29 гидроцилиндра подач вперед взаимное
1
Изобретение относится к станкостроению и может быть применено в механизмах подач и шлифовальных станков.
Целью изобретения является расширение технологических возможностей путем введения автоматического переключения величин толчковых подач и плавного их изменения.i
Поставленная цель достигается введением в механизм подач устройст- ва дня фиксахщи момента передачи вращения на храповое колесо и устройства отсчета и измерения величины твлчковой подачи.
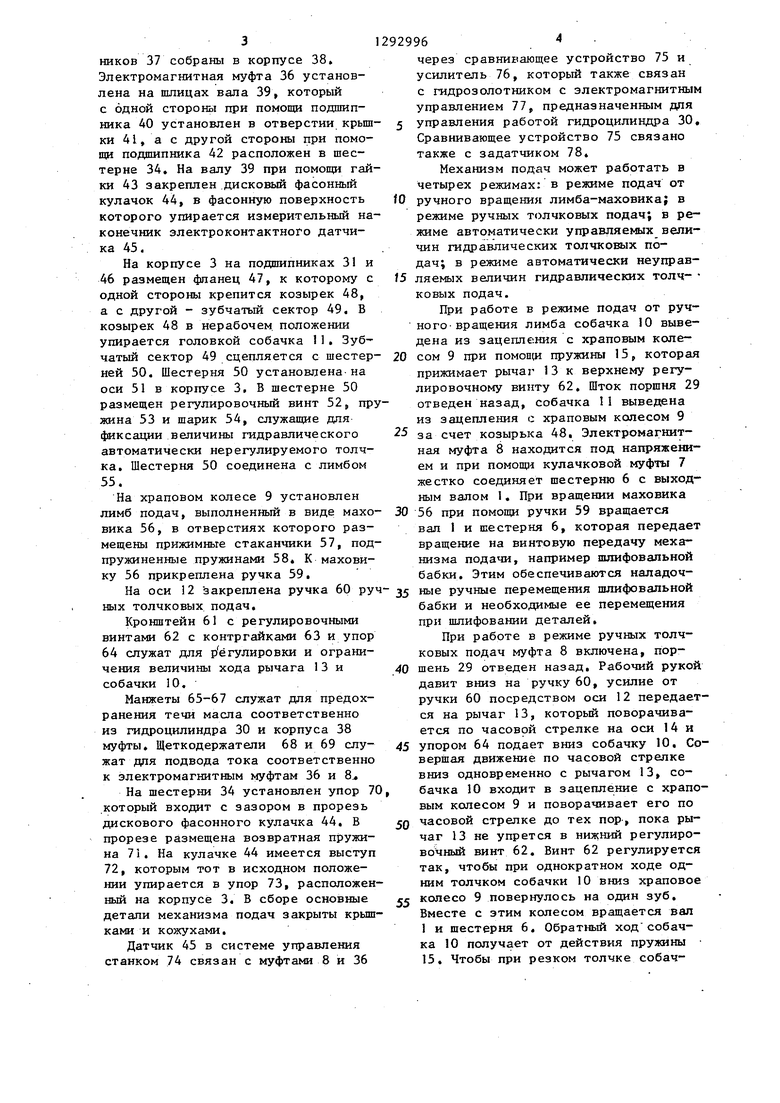
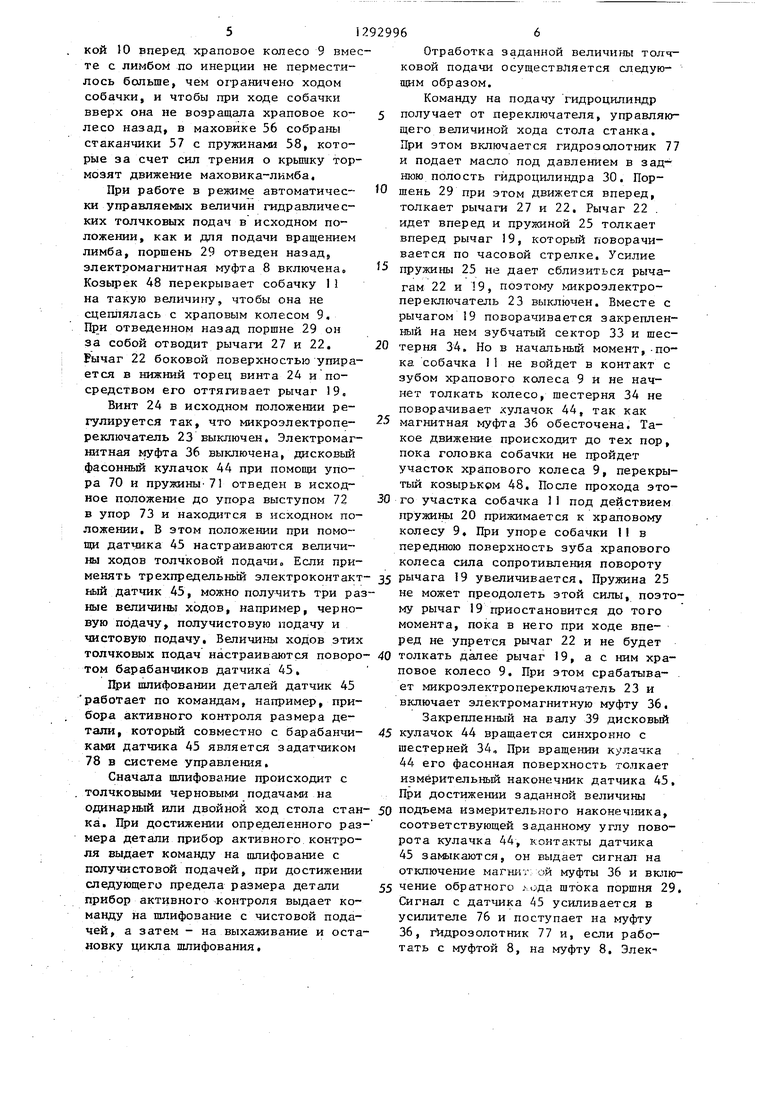
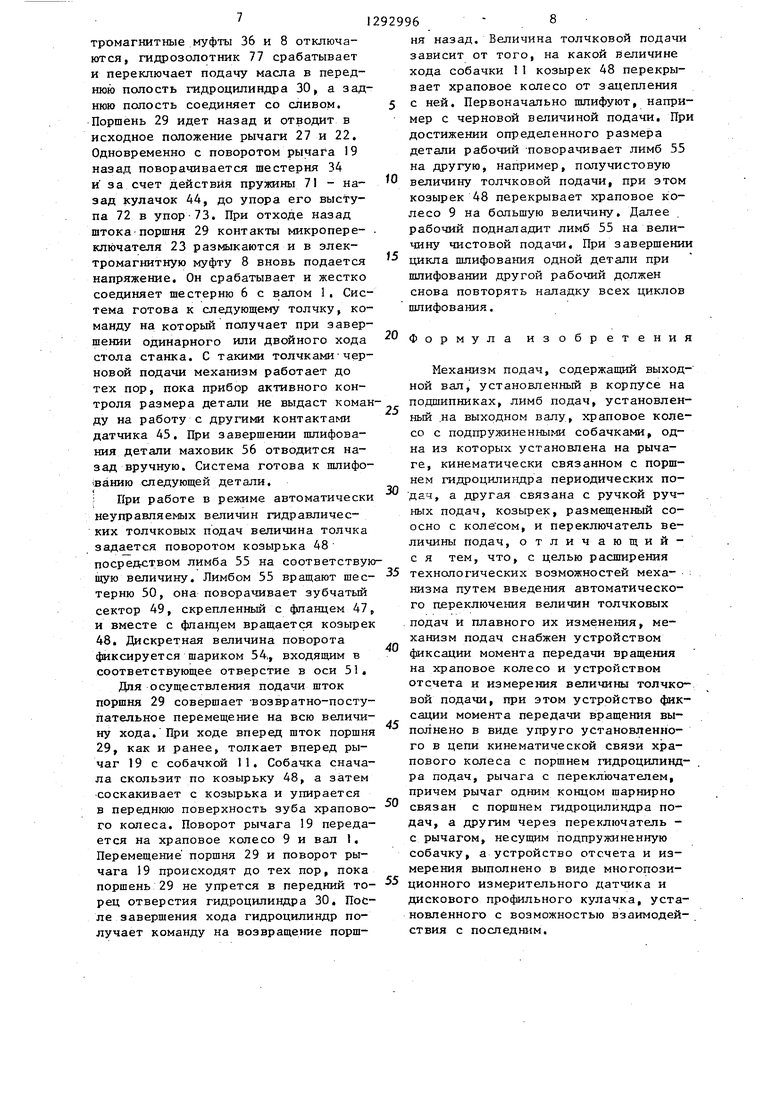
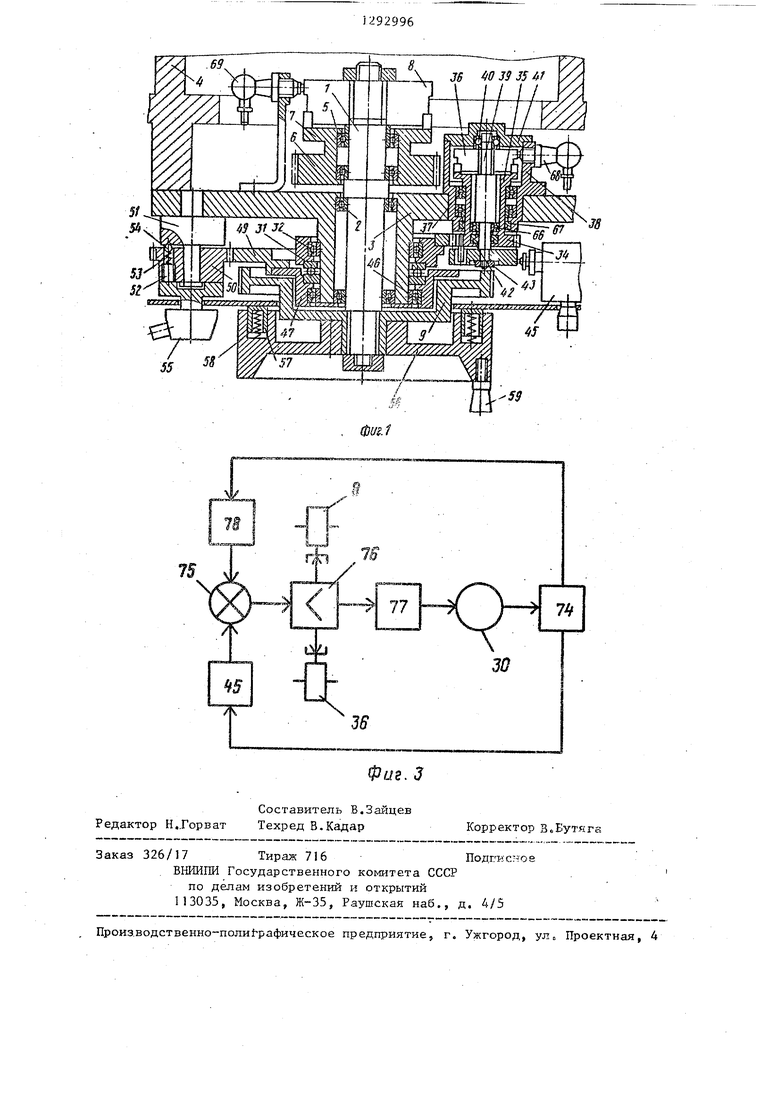
На .фиг. 1 показан механизм подач, продольный разрез; на фиг.2 - вид А на фиг. 1 (без крьш1ки механизма и маховика); на фиг.З - схема управления величиной толчковой подачи.
Выходной вал 1 на подшипниках 2 собран в корпусе 3, который крепится к станине 4 станка. На выходном валу I на подшипниках 5 установлена выходная шестерня 6, кинематически сцепляющаяся далее с шестернями привода, например,. винтовой передачи механизма подачи шлифовальной бабки. Шестерня 6 изготовлена заодно с кулачковой муфтой 7, находящейся в зацеплении с зубьями ведомых фрикционных Д11сков электромагнитной муфты 8. С противоположной стороны на шлицах выходн ого вала 1 установлено храповое колено 9, находящееся
92996
положение между рычагами 22 и 19 сохраняется до тех пор,, пока собачка I1 не сойдет при своем движении с козырька 48 и не войдет в конта1к;т с зубом храпового колеса 9. При этом рычаг 22 сблизится с рычагом 19, что вызовет замыкание контактов переключателя 23, который включит цепь поворота профильного кулачка 44, Кулачок 44 и многопозиционный датчик 45 составляют основные элементы устройства для измерения и отсчета величины толчковой подачи. Угол поворота дискового кулачка 44 определяет величину толчковой подачи,которая настраивается элементами датчика 45 „3 ил.
O
в зацеплении с собачкой 10 ручных толчковых подач и собачкой 11 гидравлических толчковых подач. Собачка 10 установлена на оси 12 рычага 5 13, который в свою очередь установлен в корпусе 3 на оси 14.
Собачка 10 подпружинена пружиной 15, одним концом скрепленной с винтом 16, а другим - с упором 17, Собачка 11 установлена на оси 18 на рычаге 19 и подпружинена пружиной 20. На рычаге 19 на оси 21 установлен рычаг 22, на котором расположен микроэлектропереключатель 23, подвижным контактом упирающийся в рычаг 19. Через сквозное отверстие рычага 22 проходит винт 24 и ввинчивается в рычаг 19. На винт 24 наде- та пружина 25, которая одной стороной упирается в Jpычaг 19, а другой - в рычаг 22 и прижимает его к головке винта 24. Рычаг 22 при помоши оси 26 связан с рычагом 27, при по мощи оси 28 установленным на штоке поршня 29 гидроцилиндра периодических толчковых подач 30.
Рычаг 19 установлен на подшипниках 3 и 32 на корпусе 3 и находится в зацеплении через зубчатый сектор 33 с шестерней 34, изготовленной заодно с кулачковой-муфтой 35, своими кулачками-сцепляющейся с зубьями ведомых фрикционных дисков электромагнитной муфты 36. Шестер ня 34 с муфтой 35 при помопти подшип0
3
НИКОВ 37 собраны в корпусе 38. Электромагнитная муфта 36 установлена на шлицах вала 39, который с одной стороны при помощи подшипника 40 установлен в отверстии крышки 41, а с другой стороны при помощи подшипника 42 расположен в шестерне 34. На валу 39 при помощи гайки 43 закреплен дисковый фасонный кулачок 44, в фасонную поверхность которого упирается измерительный наконечник электроконтактного датчика 45.
На корпусе 3 на подшипниках 31 и 46 размещен фланец 47, к которому с одной стороны крепится козырек 48, а с другой - зубчатый сектор 49. В козырек 48 в нерабочем, положении упирается головкой собачка 11. Зубчатый сектор 49 сцепляется с шестерней 50. Шестерня 50 установлена-на оси 51 в корпусе 3. В шестерне 50 размещен регулировочный винт 52, пружина 53 и шарик 54, служащие для фиксации величины гидравлического автоматически нерегулируемого толчка. Шестерня 50 соединена с лимбом 55.
На храповом колесе 9 установлен лимб подач, выполненный в виде маховика 56, в отверстиях которого размещены прижимные стаканчики 57, подпружиненные пружинами 58. К маховику 56 прикреплена ручка 59.
На оси 12 закреплена ручка 60 руч ных толчковых подач.
Кронштейн 61 с регулировочными винтами 62 с контргайками 63 и упор 64 служат для р ёгулировки и ограничения величины хода рычага 13 и собачки 10.
Манжеты 65-67 служат для предохранения течи масла соответственно из гидроцилиндра 30 и корпуса 38 муфты. Щеткодержатели 68 и 69 служат для подвода тока соответственно к электромагнитным муфтам 36 и 8
На шестерни 34 установлен упор 70 который входит с зазором в прорезь дискового фасонного кулачка 44. В прорезе размещена возвратная пружина 71. На кулачке 44 имеется выступ 72, которым тот в исходном положении упирается в упор 73, расположенный на корпусе 3. В сборе основные детали механизма подач закрыты крышками и ко хухами.
Датчик 45 в системе управления станком 74 связан с муфтами 8 и 36
929964 .
через сравнинающее устройство 75 и усилитель 76, который также связан с гидрозолотником с электромагнитным управлением 77, предназначенным для 5 управления работой гидроцилиндра 30, Сравнивающее устройство 75 связано также с задатчиком 78.
Механизм подач может работать в четырех режимах: в режиме подач от
10 ручного вращения лимба-маховика; в режиме ручных толчковых подач; в режиме автоматически управляемых величин гидравлических толчковых подач; в режиме автоматически неуправ15 ляемых величин гидравлических толч- ковых подач.
При работе в режиме подач от руч- ного-вращения лимба собачка 10 выведена из зацепления с храповым коле20 сом 9 при помощи пружины 15, которая прижимает рычаг 13 к верхнему регулировочному винту 62. Шток поршня 29 отведен назад, собачка И выведена из зацепления с храповым колесом 9
25 за счет козырька 48. Электромагнитная муфта 8 находится под напряжением и при помощ) кулачковой муфты 7 жестко соединяет шестерню 6 с выходным валом 1. При вращении маховика
30 56 при помощи ручки 59 вращается
вал 1 и шестерня 6, которая передает вращение на винтовую передачу механизма подачи, например шлифовальной бабки. Этим обеспечиваются наладоч- 35 ь ручные перемещения шлифовальной бабки и необходимые ее перемещения при шлифовании деталей.
При работе в режиме ручных толчковых подач муфта 8 включена, пор40 шень 29 отведен назад. Рабочий рукой давит вниз на ручку 60, усилие от ручки 60 посредством оси 12 передается на рычаг 13, который поворачивается по часовой стрелке на оси 14 и
45 упором 64 подает вниз собачку 10. Совершая движение по часовой стрелке вниз одновременно с рычагом 13, со- бачка 10 входит в зацепление с храповым колесом 9 и поворачивает его по
JQ часовой стрелке до тех пор-, пока рычаг 13 не упрется в нижний регулировочный винт 62. Винт 62 регулируется так, чтобы при однократном ходе одним толчком собачки 10 вниз храповое
ГС колесо 9 повернулось на один зуб. Вместе с этим колесом вращается вал 1 и шестерня 6. Обратный ход собачка 10 получает от действия пружины 15. Чтобы при резком толчке собач
5
кой JO вперед храповое колесо 9 вмете с лимбом по инерции не пермести- лось больше, чем ограничено ходом собачки, и чтобы при ходе собачки вверх она не возращала храповое колесо назад, в маховике 56 собраны стаканчики 57 с пружинами 58, которые за счет сил трения о крышку тормозят движение маховика-лимба.
При работе в режиме автоматически управляемых величин гидравлических толчковых подач в исходном положении, как и для подачи вращением лимба, поршень 29 отведен назад, электромагнитная муфта 8 включена Козырек 48 перекрывает собачку 1 на такую величи1гу, чтобы она не сцеплялась с храповым колесом 9, При отведенном назад поршне 29 он за собой отводит рычаги 27 и 22. Рычаг 22 боковой поверхностью упирается в нижний торец винта 24 и посредством его оттягивает рычаг 19.
Винт 24 в исходном положении регулируется так, что микроэлектропе- реключатель 23 выключен. Электромагнитная муфта 36 выключена, дасковый фасонный кулачок 44 при помощи упора 70 и пружины-71 отведен в исходное положение до упора выступом 72 в упор 73 и находится в исходном положении, В этом положении при помощи датчика 45 настраиваются величины ходов толчковой подачио Если при
менять трехпредельньгй электроконтакт- 35 РЫчага 19 увсутичивается. Пружина 25 ььш датчик 45, можно получить три раз-- не может преодолеть этой силы, поэто- ные величины ходов, например, черно-му рычаг 19Приостановится до того
вую подачу, получистовую подачу имомента, пока в него при ходе впечистовую подачу. Величины ходов этих ред не упрется рычаг 22 и не будет толчковых подач настраиваются поворо- 40 толкать далее рычаг 19, ас ним кратом барабанчиков датчика 45,
При шлифовании деталей датчик: 45 работает по командам, например, прибора активного контроля размера детали, который совместно с барабанчиками датчика 45 является задатчиком 78 в системе управления.
Сначала шлифование происходит с . толчковыми черновыми подачами на
мера детали прибор активного контроля выдает команду на шлифование с получистовой подачей, при достижении следующего предела размера детали прибор активного -контроля выдает команду на шлифование с чистовой подачей, а затем - на выхаживание и остановку цикла шлифования
повое колесо 9, При этом срабатыва- . ет микроэлектропереключатель 23 и включает электромагнитную муфту 36, Закреплентгй на валу 39 дисковый 45 кулачок 44 вращается синхронно с шестерней 34„ При вращении кулачка
44его фасонная поверхность толкает измёрительньй наконечник датчика 45, При достижении заданной величины
одинарный или двойной ход стола стан- 50 подъема измерительного наконечника, ка. При достижении определенного раз- соответствующей заданному углу поворота кулачка 44, контакты датчика
45замыкаются, он выдает сигнал на отключение магш-гг; ой муфты 36 и вклю55 чение обратного лода штока поршня 29, Сигнал с 45 усиливается в усилителе 76 и поступает на муфту 36, гйдрозолотник 77 и, если работать с муфтой 8, на муфту 8, Элек
5
Отработка заданной величигл толчковой подачи осуществляется следующим образом.
Команду на подачу гидроцилиндр получает от переключателя, управляющего величиной хода стола станка. При этом включается гидрозолотник 77 и подает масло под давлением в зад- нюю полость гйдроцилиндра 30, Поршень 29 при этом движется вперед, толкает рычаги 27 и 22, Рычаг 22 . идет вперед и пружиной 25 толкает вперед рычаг 19, который поворачивается по часовой стрелке. Усилие пружины 25 не дает сблизиться рычагам 22 и 9, поэтому микроэлектро- переключатель 23 выключен. Вместе с рычагом 19 поворачивается закрепленный на нем зубчатый сектор 33 и шестерня 34. Но в начальный момент,-пока собачка I1 не войдет в контакт с зубом храпового колеса 9 и не начнет толкать колесо, шестерня 34 не поворачивает хулачок 44, так как 5 магнитная муфта 36 обесточена. Такое движение происходит до тех пор, пока головка собачки не пройдет участок храпового колеса 9, перекрытый козырьком 48, После прохода этого участка собачка 11 под действием пружины 20 щжжимается к храповому колесу 9, При упоре собачки II в переднюю поверхность зуба храпового колеса сила сопротивления повороту
0
0
тромагнитные муфты 36 и 8 отключаются, гидрозолотник 77 срабатывает и переключает подачу масла в переднюю полость гидроцилиндра 30, а заднюю полость соединяет со сливом. Поршень 29 идет назад и отводит в исходное положение рычаги 27 и 22. Одновременно с поворотом рычага 19 назад поворачивается шестерня 34 и за счет действия пружины 71 - назад кулачок 44, до упора его выступа 72 в упор-73. При отходе назад штока-поршня 29 контакты микропереключателя 23 размыкаются и в электромагнитную муфту 8 вновь подается напряжение. Он срабатывает и жестко соединяет шестерню 6 с валом 1. Система готова к следующему толчку, команду на который получает при завершении одинарного или двойного хода стола станка. С такими толчками-черновой подачи механизм работает до тех пор, пока прибор активного контроля размера детали не выдаст команду на работу с другими контактами датчика 45. При завершении шлифования детали маховик 56 отводится назад вручную. Система готова к шлифо- Ванию следующей детали.
; При работе в режиме автоматически неуправляемых величин гидравлических толчковых подач величина толчка задается поворотом козырька 48 посредством лимба 55 на соответствующую величину. Лимбом 55 вращают шее- терню 50, она поворачивает зубчатый сектор 49, скрепленный с фланцем 47 и вместе с фланцем вращается козырек 48. Дискретная величина поворота фиксируется шариком 54,, входящим в соответствующее отверстие в оси 51.
Для осуществления подачи шток поршня 29 совершает -возвратно-поступательное перемещение на всю величину хода. При ходе вперед шток поршня 29, как и ранее, толкает вперед рычаг 19 с собачкой 11. Собачка сначала скользит по козырьку 48, а затем соскакивает с козырька и упирается в переднюю поверхность зуба храпового колеса. Поворот рычага 19 передается на храповое колесо 9 и вал 1. Перемещение поршня 29 и поворот рычага 19 происходят до тех пор, пока поршень 29 не упрется в передний то- рец отверстия гидроцилиндра 30, После завершения хода гидроцилиндр получает команду на возвращение порш
8
10
назад. Величина толчковой подачи зависит от того, на какой величине хода собачки 11 козырек 48 перекрывает храповое колесо от зацепления с ней. Первоначально шлифуют, например с черновой величиной подачи. При достижении определенного размера детали рабочий -поворачивает лимб 55 на другую, например, получистовую величину толчковой подачи, при этом козырек 48 перекрывает храповое колесо 9 на большую величину. Далее рабочий подналадит лимб 55 на величину чистовой подачи. При завершении цикла шлифования одной детали при шлифовании другой рабочий должен снова повторять наладку всех циклов шлифования.
20
25
30
40
45
0
Формула изобретения
Механизм подач, содержаший выходной вал, установленный в корпусе на подшипниках, лимб подач, установленный на выходном валу, храповое колесо с подпружиненными собачками, одна из которых установлена на рычаге, кинематически связанном с поршнем гидроцилиндра периодических по- дач, а другая связана с ручкой ручных подач, козырек, размещенный со- осно с коле сом, и переключатель величины подач, отличающий- с я тем, что, с целью расширения технологических возможностей меха- ; низма путем введения автоматического переключения величин толчковых подач и плавного их изменения, механизм подач снабжен устройством фиксации момента передачи вращения на храповое колесо и устройством отсчета и измерения величины толчковой подачи, при этом устройство фиксации момента передачи вращения выполнено в виде упруго установленного в цепи кинематической связи храпового колеса с поршнем гидроцилиндра подач, рычага с переключателем, причем рычаг одним концом шарнирно связан с поршнем гидроцилиндра подач, а другим через переключатель - с рычагом, несуш 1м подпружиненную собачку, а устройство отсчета и измерения выполнено в виде многопозиционного измерительного датчика и дискового профильного кулачка, установленного с возможностью взаимодействия с последним.
55
53
, Фи1.1
Составитель Б.Зайцев Редактор Н.Горват Техред В.Кадар
Заказ 326/17Тираж 716 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Произ.водственно-поли рафическое предприятие, г. Ужгород, ул Проектная, 4
фие.З
Корректор ВоЕутягЕ
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм подач | 1980 |
|
SU884987A1 |
| Механизм подач | 1990 |
|
SU1785493A3 |
| Механизм подачи шлифовальной бабки | 1982 |
|
SU1077767A2 |
| МЕХАНИЗМ ПОПЕРЕЧНОЙ ПОДАЧИ КРУГЛОШЛИФОВАЛЬНОГО СТАНКА | 1972 |
|
SU347183A1 |
| Механизм подачи шлифовальной бабки | 1980 |
|
SU941167A2 |
| Механизм подач | 1981 |
|
SU1014690A1 |
| Устройство активного контроля размеров деталей | 1986 |
|
SU1404305A1 |
| Система активного контроля | 1986 |
|
SU1414592A1 |
| Устройство для управления деформациями в системе СПИД | 1982 |
|
SU1071371A1 |
| Механизм вертикальной подачи плоскошлифовального станка | 1979 |
|
SU880707A1 |
Изобретение относится к механизмам подачи шлифовальных станков и обеспечивает возможность автоматического переключе1шя величин толчковых подач и плавного изменения их величины. Для этого механизм подач содержит устройство дпя фиксации момента передачи на храповое колесо и устройство отсчета и измерения величины (Л с to со ю со со О5 29 фае. г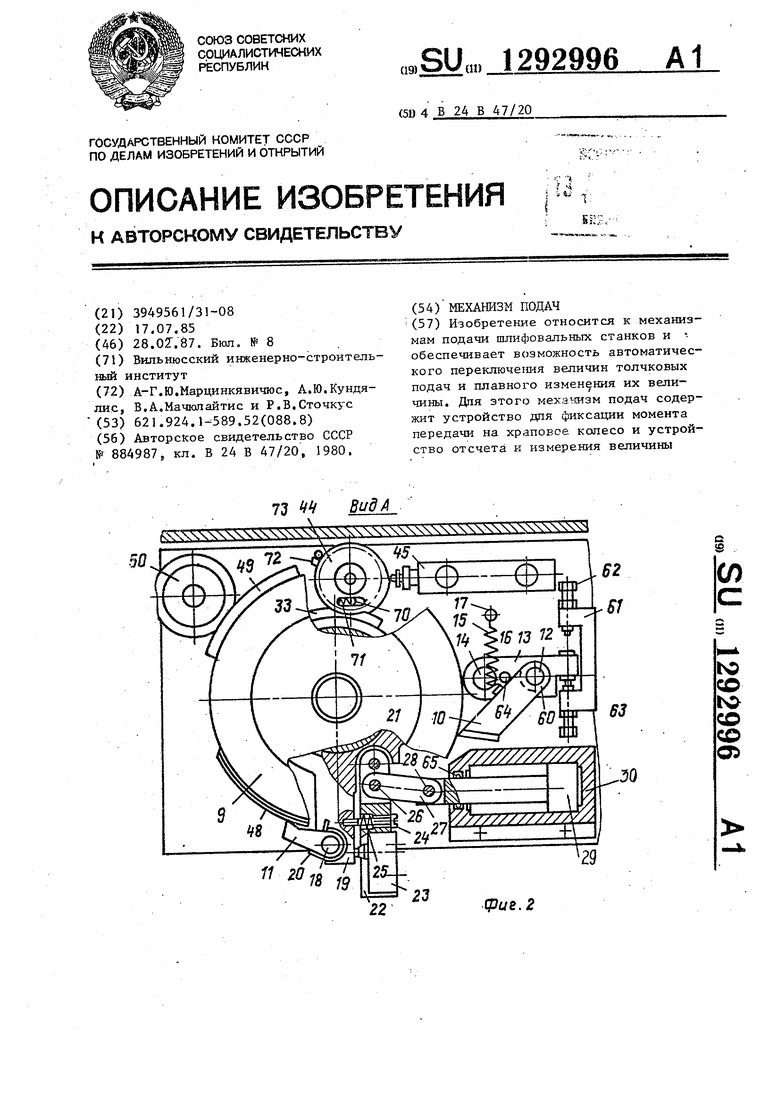
| Механизм подач | 1980 |
|
SU884987A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Способ подготовки рафинадного сахара к высушиванию | 0 |
|
SU73A1 |
