(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ВИБРОГИДРОПРЕССОВАННЫХ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления виброгидропрессованных труб со спирально-перекрестным арматурным каркасом | 1985 |
|
SU1346435A1 |
| Форма для изготовления из бетонных смесей напорных виброгидропрессованных трубчатых изделий | 1980 |
|
SU963866A1 |
| Форма для изготовления виброгидропрессованных труб | 1990 |
|
SU1770126A1 |
| Форма для изготовления гидропрессованных напорных труб из бетонных смесей | 1986 |
|
SU1329985A1 |
| Форма для изготовления виброгидропрессованных трубчатых изделий | 1981 |
|
SU1014723A1 |
| Способ формования виброгидропрессованных трубчатых изделий | 1987 |
|
SU1502351A1 |
| Установка для изготовления напорных труб | 1972 |
|
SU442070A1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ НАПОРНЫХ ВИБРОГИДРОПРЕССОВАННЫХ ЖЕЛЕЗОБЕТОННЫХ ТРУБ С МЕТАЛЛИЧЕСКИМ ЦИЛИНДРОМ | 1991 |
|
RU2005599C1 |
| Форма для изготовления напорных виброгидропрессованных раструбных железобетонных труб | 1976 |
|
SU559602A1 |
| Форма для изготовления гидропрессованных напорных труб из бетонных смесей | 1976 |
|
SU703333A1 |
1
Изобретение относится к производству железобетонных изделий и может быть использовано при изготовлении железобетонных предварительно напряженных напорных труб.
Известно устройство для изготовления виброгидропрессованных труб, содержащее установленный . на основании сердечник с эластичным чехлом, раструбообразователь, нижнее и верхнее анкерные кольца, вибровозбудители и калибрующие кольца 1.
Это устройство не обеспечивает получения достаточно качественнь1х изделий и на изготовление изделий затрачивается много времени.
Цель изобретения - повышение качества изделий и сокращение времени формования их.
Достигается указанная цель тем, что устройство для изготовления виброгидропрессованных труб, содержащее установленный на основании сердечник с эластичным чехлом, раструбообразователь, нижнее и верхнее, анкерные кольца, вибровозбудители и калибрующее кольцо, снабжено концентричной сердечнику вертикально подвижной траверсой, вибровозбудители выполнены подпружиненными относительно друг друга, калибрующее кольцо - с конической рабочей поверхностью, а верхнее анкерное кольцо - ступенчатым и с,окнами для прохода бетонной смеси, причем вибровозбудители равномерно размещены по окружности и посредством эластичной подвески закреплены на вертикально подвижной траверсе.
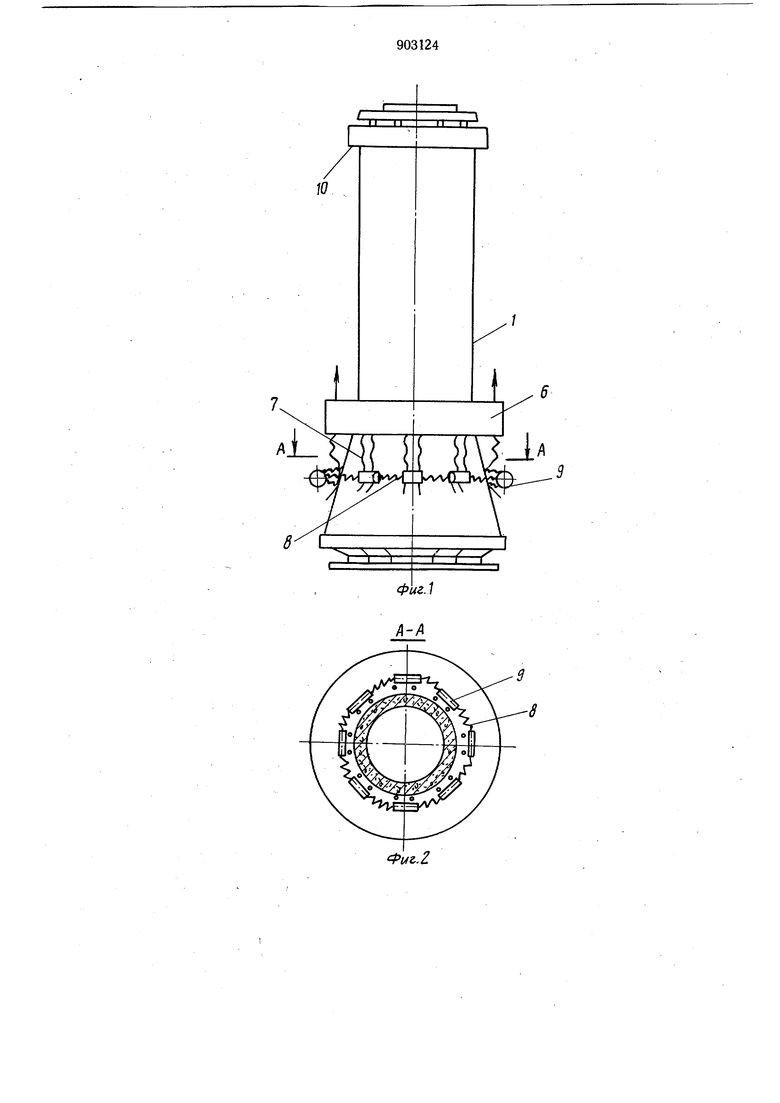
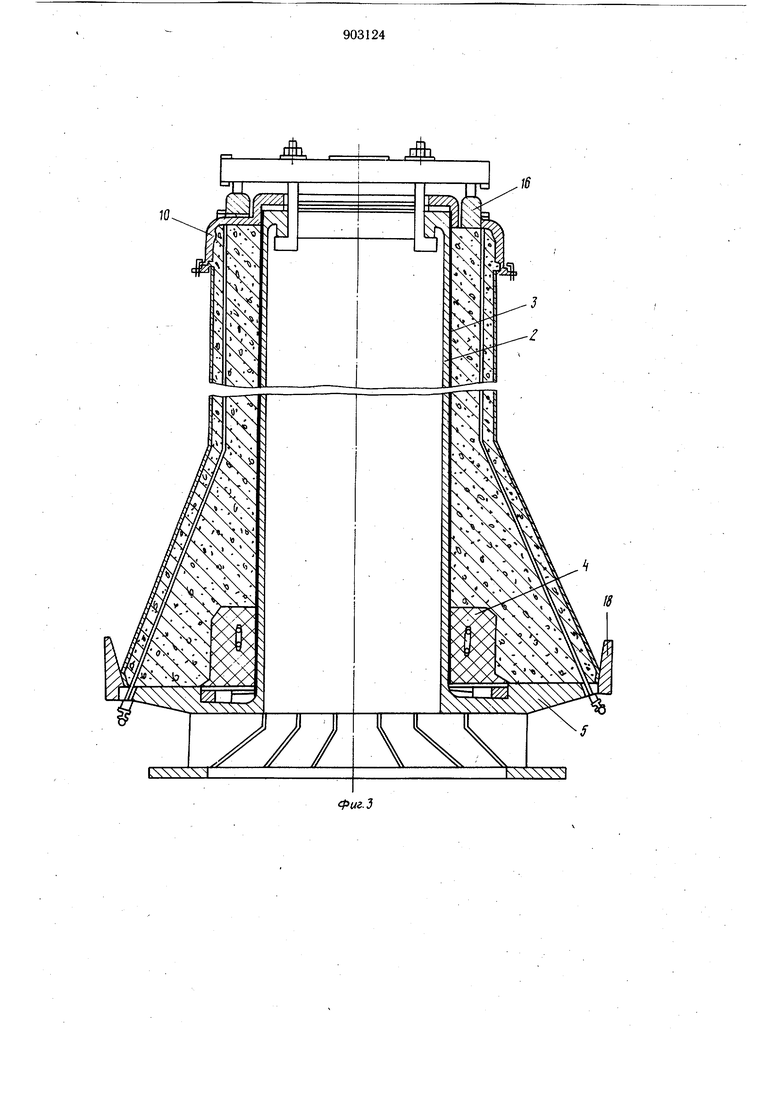
На фиг. 1 изображен общий вид устройства; на фиг. 2 - разрез А-А фиг. 1; на фиг. 3 - продольный разрез фиг. 1; на
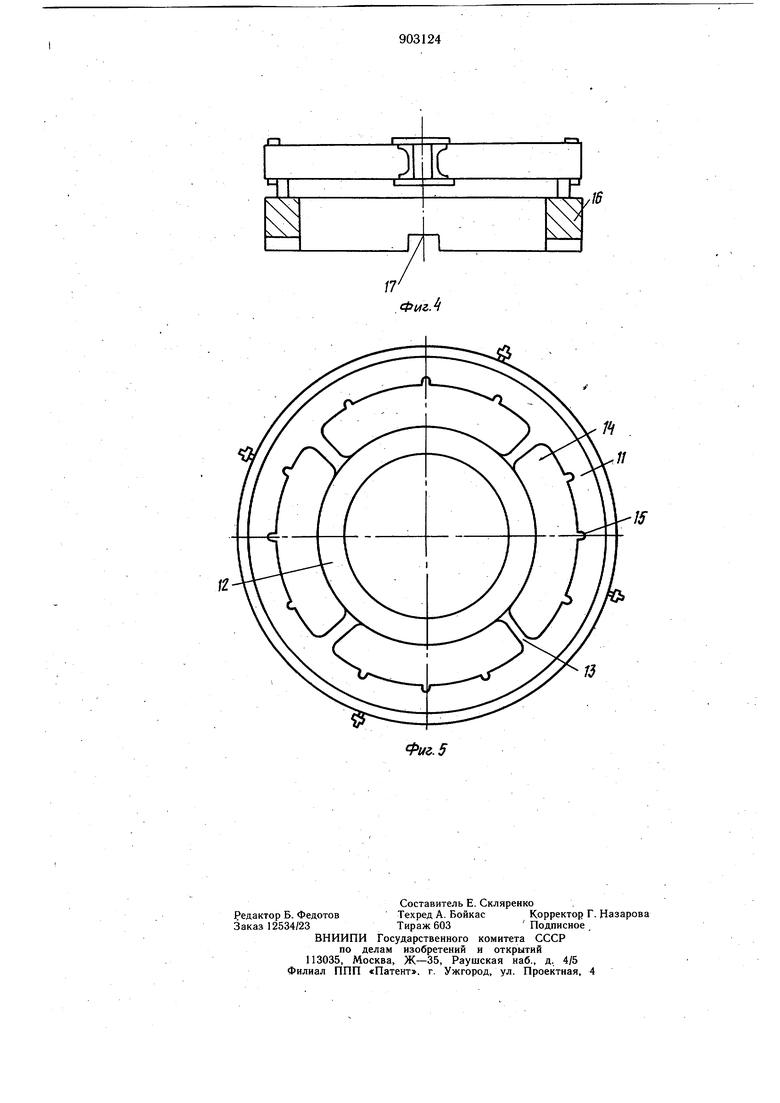
10 фиг. 4 - уплотняющее кольцо в разрезе; на фиг. 5 - верхнее анкерное кольцо.
Устройство содержит размещенный внутри каркаса 1 цилиндрический сердечник 2 с эластичным чехдом 3, раструбообразова15 тель 4, нижнее анкерное кольцо 5, навесной вибровозбудитель на траверсе 6, к которой при помощи эластичных элементов 7 подвешены равномерно по периметру подпружиненными стягивающими пружинами 8 вибраторы 9.
В верхней части сердечника установлено
20 верхнее анкерное кольцо 10, выполненное из внешнего элемента 11 и внутреннего элемента 12, жестко соединенных между собой
перемычками 13, между которыми расположены окна 14 для прохода бетонной смеси, а на внутренней поверхности внешнего элемента имеются пазы 15 для анкеровки продольной арматуры.
Устройство в верхней части снабжено уплотняющим кольцом 16 с пазами 17, соответствующими сечению перемычек верхнего анкерного кольца.
Нижнее калибрующее кольцо 18 размещено на уровне раструбной части и выполнено неразъемным, с конической рабочей поверхностью.
Нижнее анкерное кольцо 5 выполнено воедино со стальным цилиндром 2.
Работает устройство следующим образом.
На сердечник 2 устанавливают продольную арматуру и с ней фиксирующее кольцо. Нижние концы продольной арматуры размещают в пазах нижнего анкерного кольца. Затем устанавливают нижнее калибрующее кольцо 18 и спиральный каркас 1. После этого устанавливают верхнее кольцо 10 и в его пазы заводят верхние концы продольной арматуры, натягивая ее. Далее на каркас устанавливают траверсу 6 с вибровозбудителем. После этого на сердечник 2 устанавливают загрузочный виброконус (на чертеже не показан), и через окна верхнего кольца 10 между сердечником 2 и спиральным каркасом 1 подают бетонную смесь, которую уплотняют с помощью вибровозбудителя, на котором на гибких связях подвещены вибраторы 9. Для лучщего уплотнения и распределения бетонной смеси вибровозбудитель может перемещаться вверх и вниз вдоль трубы. После формования снижают загрузочный виброконус, между сердечником 2 и каркасом 1 устанавливают уплотняющее кольцо 16 и притягивают его болтами к сердечнику 2.
После этого под эластичный чехол 3 подают под заданным давлением воду, в результате чего происходит прессование бетонной смесили напряжение витков спирального каркаса.
После окончания тепловой обработки производят распалубку трубы.
Спиральный каркас изготовляют на станке РТ из проволоки с антикоррозионным покрытием. Его витки располагают вплотную и сваривают прерывистым швом по полиэтилену. Для заанкеривания концов спиральной арматуры в бетонной смеси последние витки освобождают от антикоррозийной оболочки и заводят в толщу трубы.
Формула изобретения
Устройство для изготовления виброгидропрессованных труб, содержащее установленный на основании сердечник с эластичным чехлом, раструбообразователь, нижнее и верхнее анкерные кольца, вибровозбудители и калибрующее кольцо, отличающееся тем, что, с целью повыщення качества изделия и сокращения времени формования, оно снабжено концентричной сердечнику вертикально подвижной траверсой, вибровозбудители выполнены подпружиненными относительно друг друга, калибрующее кольцо - с конической рабочей поверхностью, а верхнее анкерное кольцо - ступенчатым и с окнами для прохода бетонной смеси, причем вибровозбудители равномерно размещены по окружности и посредством эластичной подвески закреплены на вертикально подвижной траверсе.
Источники информации, принятые во внимание при экспертизе 1. Колодзий И. И. Машинист бетоноукладчика н формовочного оборудования. М., «Высшая школа, 1970, с. 103-105.
ai
14
1д
Фиг. 5
