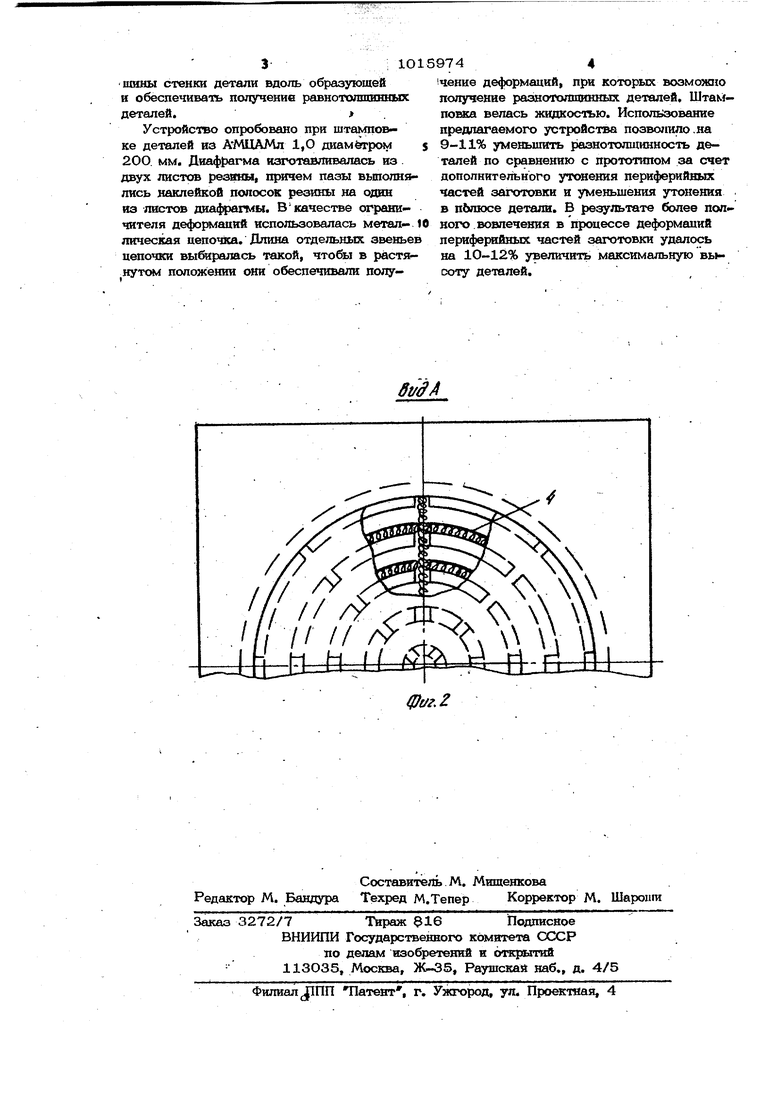
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении польпс дета лей типа дтпц из листовых заготовок, Извесазю устройство для штамповки деталей типа днищ, содержащее-матрицу, рабочую камеру и находящийся в полости матрицы подвижный прижим, осущестВ ляющий подпор дойной части заготовки в процессе ее вытяжки II . Недостатки данного устройства состо ят в ограниченности его возможностей по регулировании толщины деталей, опас ности разрушения заготовки на кромках подвижного прижима и возможности вознгашовения следов прижима на детали. Наиболее близким по технической сущности и достигаемому резульагату к изобретению гтляется устройство для штамповки листовых заготовок дaвлeниe рабочей среды, содер кащее соосно установленные матрицу и контейнер с рабочей средой, в котором закреплена эластичная диафрагма 2 . Однако известное устройство характеризуется ограниченными возможностями из-за значительного утонения полюсной части и разнотолщшшости получаемой детали. Целью- изобретения является умень- шение разнотолщинности получаемых деталей. Поставленная цель достигается тем, что в устройстве для штамповки дистовых заготовок, содержащем соосно установленные матрицу и контейнер с рабо чей средой, в котором закреплена эласт ная диафрагма, в теле последней вьшолн ны кольцевые и радиальные пазы, устройство снабжено расположенным в этих пазах ограничителем деформации, вьшол- ненным в виде гибкого элемента, имеющего в растянутом состоянии форму, экв дистантную поверхности матрицы, а полость матрицы сообщена с источником создания в ней противодавления. На фиг, 1 представлено предлагаемое устройство, осевой разрез (слева - исходное положение, справа - после окончания процесса штамповки)} на фиг, 2 вид А на фиг. 1, Устройство для щтамповки содержит жесткую матрицу 1 и контейнер 2, соединенньге с источником высокого даваения жидкости или газа, и закрепленную на контейнере диафрагму 3 с расположешпьо. в ее продольных и кольцевых пазах ограничителем деформаций 4. В кач стве ограничителя деформаций могут. быть использованы металлические цепочки, гибкие тросы и другие известнью элементы и устройства, позволяющие менять их форму, но не меняющие своей длины в максимально pacтяIiyтoм положении. Для удержания ограничителя деформаций в пазах диафрагмы она может быть вьшолнена составной из двух листов эластичного 1атериапа, в одном из которых вьшопнены пазы. Устройство работает следующим образом. При подаче давления жидкости или газа ( в контейнер 2 эластич11ая диафрагма 3 деформируется,-передавая давление на заготовку. При этом между заготовкой и диафрагмой возникают силы трения, величина которых зависит от передаваемого с диафрагмы на заготовку давления жидкости или газа. Для увеличения сил трения меяоду заготовкой и диафрагмой и для повышения пластичности материала заготовки в матрице 1 в процессе штамповки создается противодавление жидкости или газа С меньшее, чем рабочее давление q, . Диафрагма 3 деформируется совместно с заготовкой до тех пор, пока полностью не вытянутся на максимальную длину отдельные звенья ограничителя деформаций 4. В первую очередь вытягиваются звенья, расположенные в полюсной части заготовки, претерпевающей при обычной гидроформовке наибольщие деформации. Дальнейшее деформирование заготовим в полюсной части при невозможности дальнейшего растяжения звеньев, ограничителя деформаций и диафрагмы ВОЗМОЖНО лишь за счет проскальзывания заготовки относительно диафрагмы. Если силы трения между диафрагмой и заготовкой достаточно велики, то проскальзьшание исключено и дальнейшее, деформирование заготоввд происходит лишь в ее периферийных частях. Деформиррвание заготовки продолжается до тех пор, пока все звенья ограничителя деформаций 4 не ъьтгянутся на полную длину. В растянутом состоянии форма ограничителя деформации эквидистантна поверхности матрицы, т.е. в каждом конкретном случае форма и размеры ограничителя должны находиться в соответствии с формой и размерами готовой детали и жес-псой матрицы 1, по которой ведет- ся калибровка детали на конечной стадии деформирования. Подбор длины звеньев ограничителя деформаций позволяет получать заданный характер изменения толшины стенки детали вдоль образующей и обеспечивать получение равнотолпганных деталей.
Устройство опробовано при штамповке деталей из АМЦАМл 1,О диаметром s 20О. мм. Диафрагма изготавливалась из. двух листов резаны, щжчем пазы выполнялись наклейкой полосок резины на ОДЕШ из листов . Вкачестве ограничителя деформаций использовалась метал- 10 лическая цепочка. Длина отдельных звеньев цепочки выбиралась такой, чтобы в раст ьнутом положении они обеспечивали полу-
чение деформаций, при которых возможно получение разнотолщинных деталей. Штамnotssa. велась жидкостью. Испол эование предлагаемого устройства позволило .на 9-11% уменьшить разнотолщинность деталей по сравнению с прототипом за счет дополнительного утонения периферийных частей заготовки и уменьшения утонения в пЬлюсе детали. В результате более полного вовлечения в процессе деформаций периферийных частей заготовки удалось на 10-12% увеличите, максимальную высхугу деталей.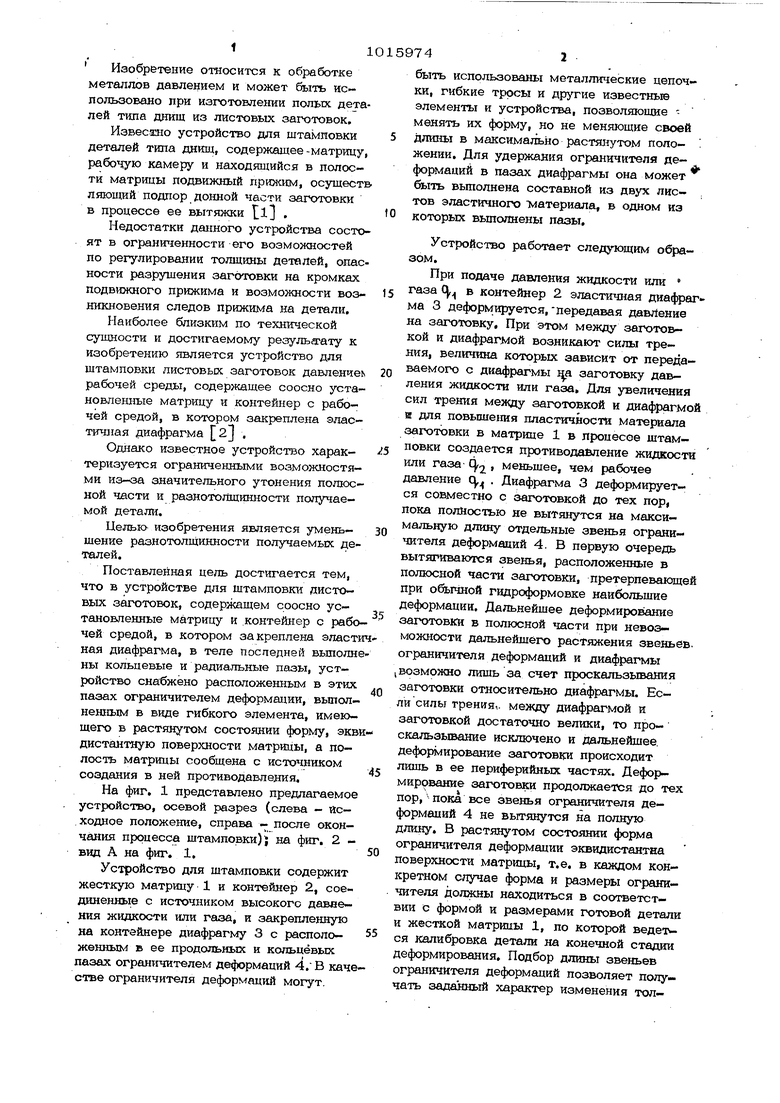
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гидроштамповки листовых деталей | 1981 |
|
SU1005982A1 |
| Устройство для гидроштамповки листовых деталей | 1985 |
|
SU1250359A1 |
| Устройство для формовки жидкостью деталей типа днищ | 1982 |
|
SU1021498A1 |
| СПОСОБ МНОГОПЕРЕХОДНОЙ ВЫТЯЖКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 2002 |
|
RU2223835C1 |
| СПОСОБ ВЫТЯЖКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 2006 |
|
RU2313415C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ КОНИЧЕСКОЙ ФОРМЫ | 2015 |
|
RU2603410C1 |
| УСТРОЙСТВО ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ ДЕТАЛЕЙ | 2000 |
|
RU2188731C2 |
| Устройство для формовки полых деталей из листовых заготовок | 1980 |
|
SU997908A1 |
| СПОСОБ ГЛУБОКОЙ ИМПУЛЬСНОЙ ВЫТЯЖКИ ДЕТАЛЕЙ | 2000 |
|
RU2187399C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ БОЧКООБРАЗНОЙ ФОРМЫ | 2013 |
|
RU2548867C2 |
УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЛИСТСЖЫХ ЗАГОТОВОК давлением. .рабочей среды, содержащее соосно установленные матрицу и контейнер с рабочей средой i в котором закреплена э-тастичная диафрагма, отличающеес я тем, что, с целью уменьшения разнотолшшшос- тк получаемых деталей, в теле диафрагмы выполнены кольцевые и радиальные пазы, устройство снабжено расположенным в этих пазах ограничителем деформации, вьшолненным в виде гибкого элемента, имеющего в растянутом состоянии форму эквидистантную поверхности матрицы, а полость матрицы сообщена с источником создания в ней противодавления.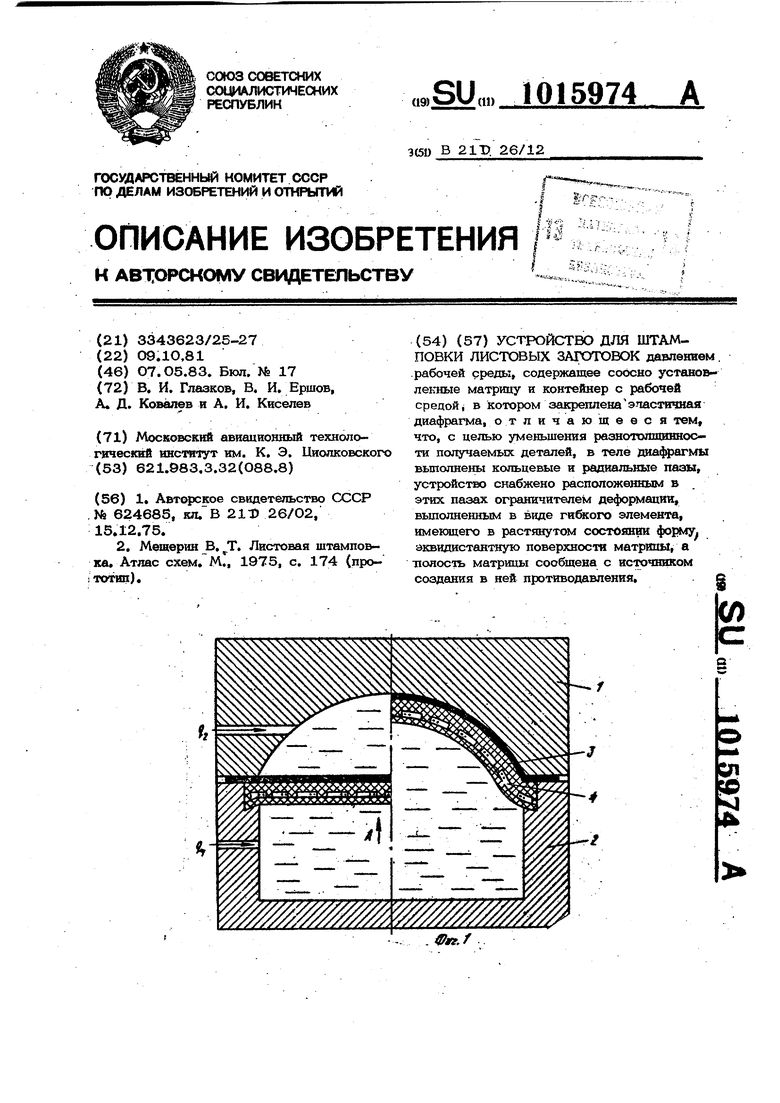
ф{/г,2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ штамповки деталей типа днищ | 1975 |
|
SU624685A1 |
| Способ добывания бензина и иных продуктов из нефти, нефтяных остатков и пр. | 0 |
|
SU211A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Мещерин В | |||
| Т | |||
| Листовая штамповка | |||
| Атлас схем | |||
| М., 1975, с | |||
| Способ прикрепления барашков к рогулькам мокрых ватеров | 1922 |
|
SU174A1 |
