Изобретение касается обработки металлов давлением и относится к устройствам для гидроштамповки деталей.
Цель изобретения - повышение-качества путем уменьшения разнотолщинности штампуемых деталей.
На чертеже изображено устройство, продольный разрез (слева от оси симметрии ис.ходное положение, справа - промежуточное или конечное).
В нроцессе формообразования листовой заготовки 17 блокирующий элемент 5 движется вверх, открывая при этом доступ жидкости через входное отверстие 9 под давлением РЗ в образующуюся между заготов- 5 кой 17, начиная от периферии, и блокирующим элементом 5 зону 6 противодавления. Разность давлений Р и Р обеспечивает дальнейшее деформирование заготовки 17.
По мере деформирования листовой загоДля подачи рабочей жидкости в полость 3 действия рабочего давления и зоны б и 7 противодавления предусмотрены входные отверстия 8, 9 и 10 соответственно, а для
Устройство содержит рабочую камеру 1 ю товки 17 блокирующий элемент 5, поднимаясь с крышкой 2, состоящей из полости 3 дей-вверх, обеспечивает смещение .области наиствия рабочего давления PI и полости 4 большего деформирования вдоль образую- противодавления, которая разделена подвиж- щей детали 18 от периферии к центру, что ным в осевом направлении блокирующимпозволяет разгрузить центральную зону заэлементом 5 на две изолированные зоны 6готовки 17, затормозить преждевременное
и 7 противодавления Р и 1 соответственно. утонение этой зоны и, следовательно, полу- - ..«чять детали 17 с минимальной разнотолщинностью и больщей степенью деформации. Изменяя соотношения между Pj, Р и Pj и абсолютную величину PI в процессе деслива рабочей жидкости - выходные от- 2о формирования, можно обеспечить равномер- верстия 11 и 12.ноб утонение заготовки 17 вдоль образуюКроме того, блокирующий элемент .
имеет уплотнительный узел 13, а на его ра-Величины давлений Р, Pj, РЗ и их соотбочей поверхности выполнены кольцевыеношения определяют опытным или расчетканавки 14 и установлена эластичная на-ным путем, учитывая при этом геометрию
кладка 15. Для установки заготовки служит 25 получаемой детали, материал заготовки, прижим 16.температуру ведения процесса, скоростные
Позицией 17 обозначена штампуемаяусловия и прочие.
заготовка, а позицией 18 - штампуемаяВ зависимости от материала и толщины
деталь.заготовки 17 абсолютная величина Pj, необходимая для создания сил трения, может
Устройство работает следующим образом. 30 быть значительной. Для ее уменьшения эфМежду полостями 3 и 4 соответственно фективное блокирование полюсной части
рабочего давления и противодавления закрепляют заготовку 17. Блокирующий элемент 5 находится в крайнем нижнем положении. Через входные отверстия 8 и 10 подают жидкость соответственно давлением рабочей силы Р и противодавлением Pj. Под действием равномерно распределенных нагрузок Р и Pi листовая заготовка 17 прижимается к рабочей поверхности блокируюзаготовки 17 может быть осуществлено путем установления на рабочую поверхность блокирующего элемента 5 эластичной накладки 15, коэффициент треиия которой с заготов- кой 17 выше, чем коэффициент трения блоки рующего элемента, а также путем выполнения на поверхности блокирующего элемента 5 кольцевых канавок 14, в которые будет внед ряться материал заготовки 17 под действищего элемента 5, в результате чего происхо- 40 ем давления Р. Работа устройства в этом дит блокирование листовой заготовки прак- случае происходит аналогичным образом, тически всей на первом этапе, а в дальней-
шем только ее полюсной части за счет меридионального растяжения силами контактного трения, возникающими между заго45
По окончании процесса гидроштамповки давление в полостях стравливают и раскрепляют полученную деталь 17.
товкой 17 и блокирующим элементом 5.
Таким образом, в начальный момент деформирования по мере изменения соотно- щения между величинами рабочего PI давления и противодавления Р осуществляется наибольшее формообразование периферийной зоны листовой заготовки 17.
Предлагаемое устройство обеспечивает повышение качества получаемых деталей, а именно уменьшение разнотолщинности деталей и исключает получение деталей с дефектами поверхности, а также увеличивает степень деформации получаемых деталей.
Редактор М. Петрова Заказ 4361/10
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
В нроцессе формообразования листовой заготовки 17 блокирующий элемент 5 движется вверх, открывая при этом доступ жидкости через входное отверстие 9 под давлением РЗ в образующуюся между заготов- кой 17, начиная от периферии, и блокирующим элементом 5 зону 6 противодавления. Разность давлений Р и Р обеспечивает дальнейшее деформирование заготовки 17.
По мере деформирования листовой загофективное блокирование полюсной части
заготовки 17 может быть осуществлено путем установления на рабочую поверхность блокирующего элемента 5 эластичной накладки 15, коэффициент треиия которой с заготов- кой 17 выше, чем коэффициент трения блоки рующего элемента, а также путем выполнения на поверхности блокирующего элемента 5 кольцевых канавок 14, в которые будет внед ряться материал заготовки 17 под действием давления Р. Работа устройства в этом случае происходит аналогичным образом,
ем давления Р. Работа устройства в этом случае происходит аналогичным образом,
По окончании процесса гидроштамповки давление в полостях стравливают и раскрепляют полученную деталь 17.
Предлагаемое устройство обеспечивает повышение качества получаемых деталей, а именно уменьшение разнотолщинности деталей и исключает получение деталей с дефектами поверхности, а также увеличивает степень деформации получаемых деталей.
Составитель В. Муслимов Техред И. ВересКорректор С. Черни
Тираж 783Подписное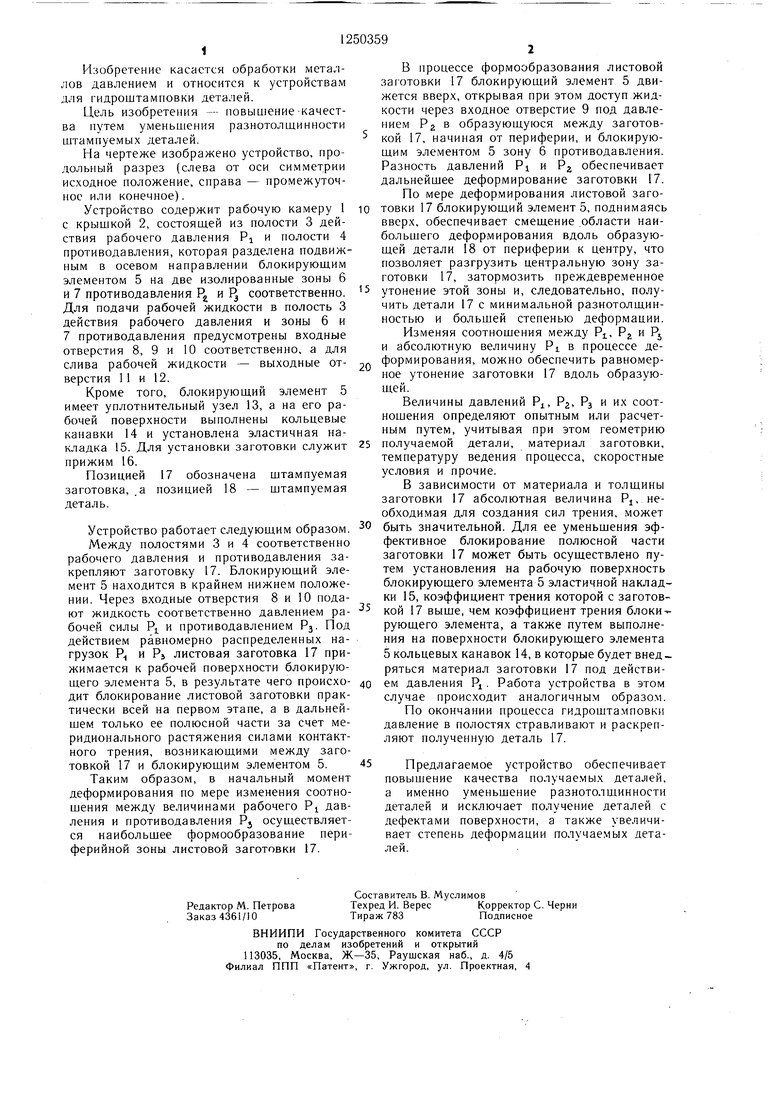
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гидроштамповки листовых деталей | 1981 |
|
SU1005982A1 |
| Устройство для формовки жидкостью деталей типа днищ | 1982 |
|
SU1021498A1 |
| Устройство для гидроштамповки листовых деталей | 1977 |
|
SU654331A2 |
| Устройство для штамповки листовых заготовок | 1981 |
|
SU1015974A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1990 |
|
RU2047408C1 |
| СПОСОБ ВЫТЯЖКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 2006 |
|
RU2313415C1 |
| Устройство для штамповки полых деталей из листовых заготовок | 1983 |
|
SU1143490A1 |
| УСТРОЙСТВО ДЛЯ ГИДРОШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2014 |
|
RU2562570C1 |
| СПОСОБ МНОГОПЕРЕХОДНОЙ ВЫТЯЖКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 2002 |
|
RU2223835C1 |
| Устройство для гибки заготовок | 1985 |
|
SU1282934A1 |

| Способ штамповки деталей типа днищ | 1975 |
|
SU624685A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
