(54) СПОСОБ ШТАМПОВКИ ДЕТАЛЕЙ ТИПА ДНИЩ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ штамповки тонкостенных осесимметричных изделий | 1989 |
|
SU1748905A1 |
| СПОСОБ ВЫТЯЖКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 2006 |
|
RU2313415C1 |
| Способ изготовления сильфона | 2023 |
|
RU2831076C1 |
| СПОСОБ МНОГОПЕРЕХОДНОЙ ВЫТЯЖКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 2002 |
|
RU2223835C1 |
| Устройство ударного действия для листовой штамповки | 1980 |
|
SU889207A1 |
| СПОСОБ ВЫТЯЖКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 1999 |
|
RU2162759C2 |
| Способ изготовления сильфона из трубной заготовки в матрице эластичным пуансоном | 2023 |
|
RU2839596C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДОХРАНИТЕЛЬНЫХ ХЛОПАЮЩИХ МЕМБРАН | 2007 |
|
RU2353456C1 |
| СПОСОБ ШТАМПОВКИ-ВЫТЯЖКИ ОБОЛОЧКОВЫХ ДЕТАЛЕЙ БЕЗ УТОНЕНИЯ СТЕНКИ | 1996 |
|
RU2103091C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК В СОСТОЯНИИ СВЕРХПЛАСТИЧНОСТИ | 2005 |
|
RU2306996C2 |
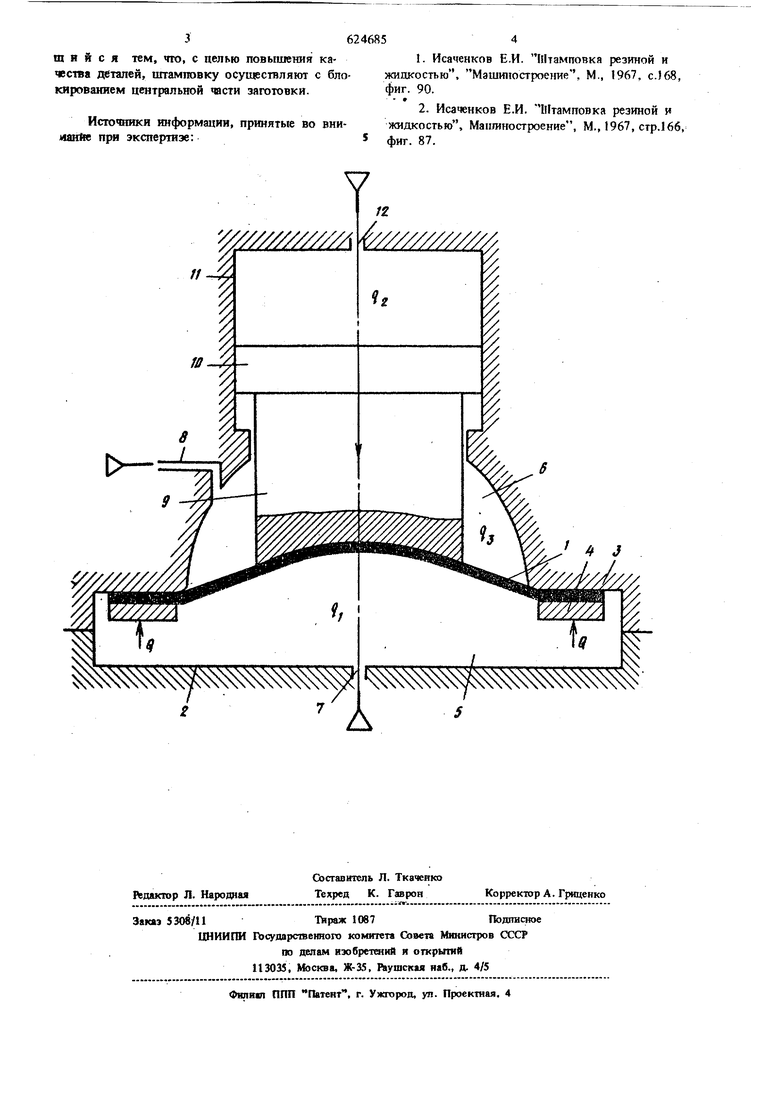
Иэо6рете1ше относится к обработке метал лов давлением, в частности, к технологии изготовления тонкостенных днищ. Известен способ реверсивной вытяжки днищ, нри котором деталь получают в даа перехода: осуществляют штамповку кольцевого ртфта но периметру детали, а затем вьшорачивают полуфабрикат и формуют сферу 11. Однако известный способ не гарантнрует получение тонкостенных деталей без гофров.. Наиболее близким решением к изобретению является способ штамповки деталей типа днищ путем приложения к заготовке давления рабочей среды и противодавления 2. Для повышения качества деталей в данно способе штамповку осуществляют с бпокирова иием центральной части заготовки. На чертеже представлен прикюр осущвсгвлешя данного способа. Листовую заготовку 1 помещают в рабочую камеру 2 и прижимают к зеркалу матрицу 3 прижимом 4. Рабочая камера 2 заготовкой 1 разделяется на полость 5 рабочего давл ния и полость противодавления 6 с каналами соответственио 7 и 8. В полость противодавления входкт донный буфер 9, являющийся штоком поршня 10, уо тановленного в корпусе гидроцилиндра 11, нмеюшрго канал 12. Торец буфера 9 вьшолнен по форме центральной части днища. IIlTaMnoiBKa осуществляется следующим образом. Через каналы 7, 8 и 12 подается жидкость, которая создает рабочее давления qi и дифференцированное давление противодавления ра и Рз, причем последнее может регулироваться для создания оптимальных условий деформирования. Данный способ позволяет уменьшить утонение центральной части за счет использования донного буфера и предотвратить гофрообразование за счет противодавлеиия язФо рмул а, изо бре тени я Способ штамповки деталей типа днищ путем приложения к заготовке давления рабочей среды и противодавления, отличаю3624685
ш и и с я тем, чю, с пелью повышения качества Деталей, штамповку осуществляют с блокированием центральной части заготовки.
Источники информации, принятые во внимание при экспертизе: У/////////////А
5 фиг. 87. ////////////А
