Изобретение относится к технологии восстановления изношенных шестерен и может быть использовано для восстановления деталей типа трубчатых валов шлицевых зубьев шестерен и других аналогичных деталей с рельефной поверхностью.
Известен способ восстановления профиля зубьев зубчатых колес, заключаюш,ийся в том, что восстанавливаемое колесо нагревают и обкатывают зубонакатным инструментом, причем в зону пластической деформации между колесом и инструментом подают дополнительный металл в виде предварительно нагретой ленты 1.
Недостатком данного способа является то, что при недостаточном нагреве ле происходит перераспределение металла венца шестерни в процессе накатки, а также по той причине, что усилие от зубонакатного инструмента направлено к центру шестерни и увеличение размера зубьев происходит за счет выдавливания металла из-за недостаточной пластичности. В результате зубья не принимают требуемую конфигурацию и размеры.
Известен способ восстановления зубьев шестерен, заключаюшийся в заполнении металлом зазора в зоне восстанавливаемой шестерни, помещенной в формообразующий инструмент 2.
Недостатками данного способа являются расход металла на наплав. Кроме того, инородный направленный металл не обеспечивает необходимого сцепления с металлом шестерни и в процессе эксплуатации отслаивается. В ряде случаев наплавленный металл местами при наплаве и закалке приобретает прочность и твердость значительно выше основного металла, что обуславливает неравномерный износ венца шестерни.
Цель изобретеиия - сокращение расхода металла на восстановление и расширение номенклатуры восстанавливаемых деталей.
Поставленная цель достигается тем, что согласно способу восстановления зубьев шестерен, заключающемуся в заполнении металлом зазора в зоне зубьев восстанавливаемой шестерни, помещенной в формообразующий инструмент, металл венца шестерни нагревают и перемещают от центра
к зубьям импульсным магнитным полем наводимым с помощью кольцевых индукторов с двух сторон шестерн}, индукторы устанавливают на расстоянии 0,5-3 толщины
венца шестерни.
С целью упрочнения поверхности зубьев шестерни, импульсы повторяют 2-5 раз. Зазор между шестерней и формообразующим инструментом заполняют металлической крошкой, которую расплавляют импульсом до заполнения дефектов расплавленным металлом, после чего импульсом перемещают металл венца шестерни.
Кроме того, металл венца шестерни распределяют с припуском под последующую
упрочняющую обработку.
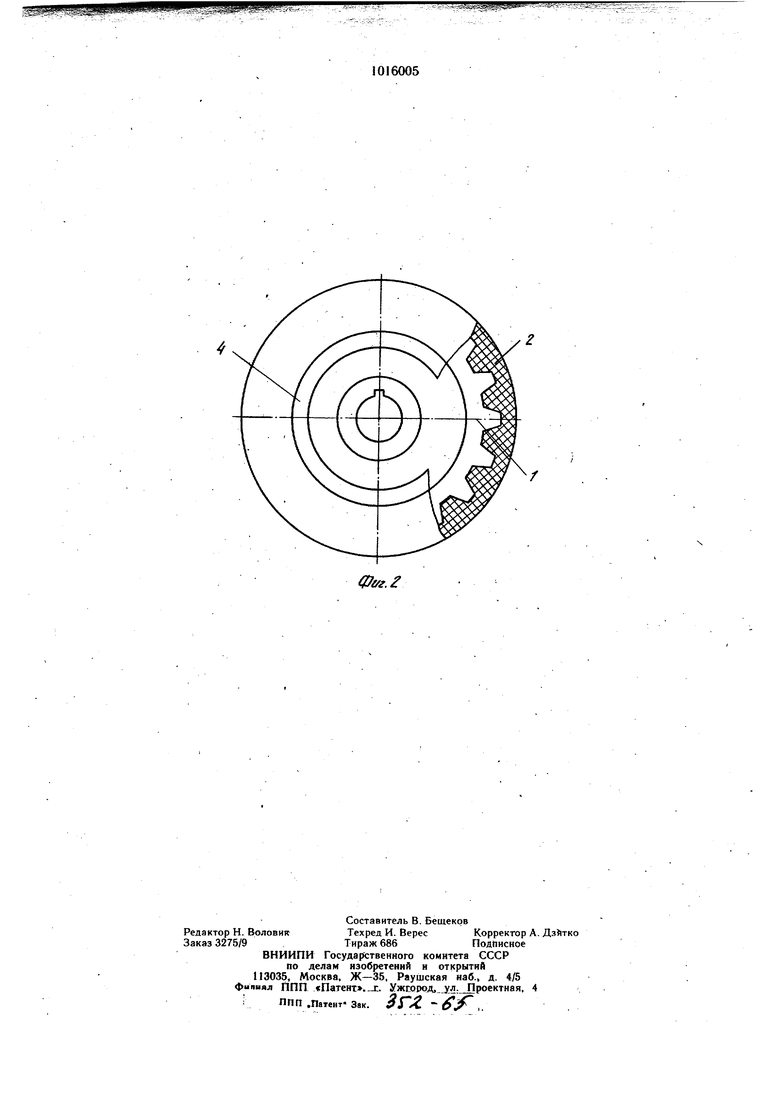
На фиг. 1 изображена схема установки восстанавливаемой шестерни в форму-матрицу с размещением сверху и снизу кольцевых индукторов, вид сбоку, разрез; на фиг. 2 - Td же, вид сверху с частичным вырывом.
Восстанавливаемая шестерня I устанавливается в форму-матрицу 2, в которую предварительно помещен нижний кольцевой индуктор 3, а затем устанавливают верхний
кольцевой индуктор 4 электромагнитной установки, включающей кроме индукторов зарядное устройство 5, конденсатор 6, выключатель 7 и другие узлы и детали системы управления, а также коммутирующие устройства системы охлаждения индуктора
(водой) на графическом материале.
Венец шестерни 1 нагревается вихревыми токами, наведенными индукторами 3 и 4 до температуры, при которой венец заготовки приобретает пластичность достаточную для того, чтобы величина электродинамических сил отталкивания от индуктора при взаимодействии импульсного магнитного поля с вихревыми токами, наведенным этим полем в венце шестерни была достаточной для заполнения металлом венца щестерни 1
зазоров между зубьями и формой матрицей 2.
Предложенное устройство позволяет сократить расход металла на 10% и значительно расширить номенклатуру- восстанавливаёмых деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления зубчатых колес | 1991 |
|
SU1803298A1 |
| Способ восстановления профиля зубьев зубчатых колес | 1978 |
|
SU685401A2 |
| Способ восстановления зубьев шестерен | 1985 |
|
SU1299690A2 |
| Штамп для восстановления зубчатых колес | 1986 |
|
SU1425019A1 |
| Способ восстановления шестерен | 1988 |
|
SU1648711A1 |
| Способ ремонта шестеренных гидронасосов | 1990 |
|
SU1729724A1 |
| Способ восстановления зубчатых венцов колес | 1985 |
|
SU1449302A1 |
| Устройство для восстановления зубчатых колес | 1982 |
|
SU1038035A2 |
| Способ накатывания зубчатых профилей на кольцевых заготовках и инструмент для его осуществления | 1987 |
|
SU1530314A1 |
| Способ восстановления изношенного профиля зубчатого колеса | 1977 |
|
SU722642A1 |
1. СПОСОБ ВОССТАНОВЛЕНИЯ ЗУБЬЕВ ШЕСТЕРЕН, заключающийся в заполнении металлом зазора в зоне зубьев восстанавливаемой шестерни, помещенной в формообразующий инструмент, отличаю ..J щийся тем, что, с целью сокращениярасхода металла на восстановление, расширения номенклатуры восстанавливаемых деталей, металл венца сиестерни нагревают и перемещают от центра к зубьям импульсным магнитным полем, наводимым с помощью кольцевых индукторов с двух сторон шестерни, индукторы устанавливают на расстоянии, равном 0,5-3 толщины ренца шестерни. ,2. Способ 0 п. 1, отличающийся тем, что, с целью упрочнения поверхности зубьев шестерни, импульсы повторяют 2-5 раз. 3.Способ по п. I, отличающийся, тем, что зазор между шестерней и формообразующим инструментом заполняют металлической крошкой, которую расплавляют импульсом до заполнения дефектов расплавленным металлом, после чего импульсом перемещают металл венца шестерни. ел с± 4.Способ по п. 1, отличающийся тем, что металл венца шестерни распределяют с припуском под последующую упрочняю.щую обработку. .. О5 о о ел 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ восстановления профиля зубьев зубчатых колес | 1974 |
|
SU490543A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для наплавки зубьев шестерен | 1973 |
|
SU499068A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
