О)
о
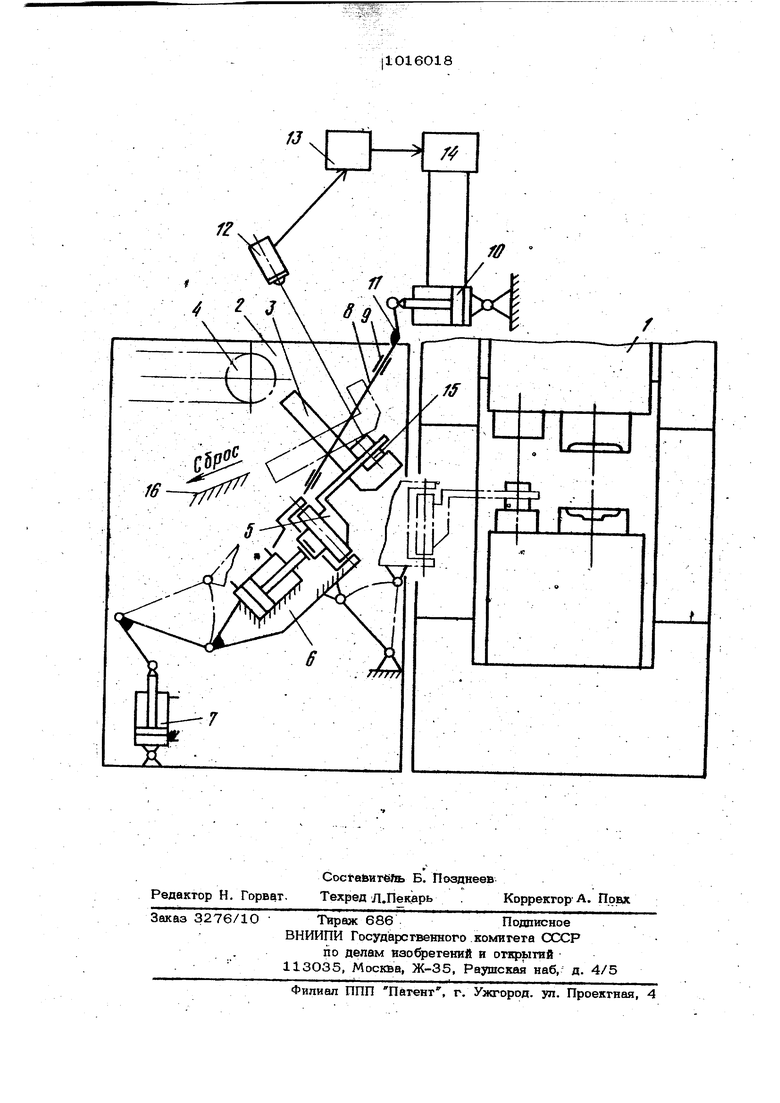
00 Изобретение о№осигся к обработке металлов давлением, а именно к агрегатам для горячей объемной штамповки. Известен агрегат,для горячей объемной штамповки, содержащий горячештампо вочный пресс и загрузчик заготовок с приемной площадкой и механизмами захв та и переноса, заготовок, а также фотопирометрический датчик для контроля тем пературы заготовок на выходе из нагрев J eльнoгo устройства 11 . Отсутствие контроля температуры заг товок непосредственно на приемной площадке и СЛОЖНОСТЬудаления остывших заготовок обусловливают низкую надежнрсть и невысокое качество изделий. Наиболее близким к предлагаемому является агрегат для горячей объемной I штамповки, содержащий горячештамповоч ный пресс и загрузчик заготово с прйем-Х ной площадкой и механизмами захвата и переноса заготовок 2 . В указанном агрегате также „че обеспечивается контроль температуры и автоматическое удаление остывших заготовок с приемной площадки, что предопределяет низкую надежность и качество изделий. Целью изобрегеник является повьш1е- ние надежности и качества изделий. Указанная цель обеспечивается тем, что агрегат для горячей объемной штамповки, содержащий горячештамповочнУй пресс и загрузчик заготовок с приемной площадкой и меканиэмами захвата и пере носа заготовок, снабжен устройством контроля температуры заготовок, включа 1 щим датчик температуры и реле времени а также силовым тшиндром, связанным с устройством контроля температуры заготовок и взакмодействуюшим с прием ной площадкой, установленной наклонно. с возможностью поворота. На чертеже показан агрегат для горЯ чей объемной штамповки, о&ций вид. Агрегат для горячей объемной штамповки содержит горячешгамповочный пресс 1 и загрузчик заготовозс, состоящий из станины 2 и размещенных на ней приемной площадки 3;. механизма подачи «teroTOBoX на приемную площадку 4 .захватов 5, механизма смыкания захвагов 6 .и механизма переноса захзапТов 7, Приемная площадка 3 установлена наклонно на оси 8, которая может поворачиваться в подщипниках 9 под действием силоЁого цилиндра 1О, соединенного с осью 8 с помощью рычага 11. На станине 2 размещено устройство контроля температуры заготовок, .включакшеедатчик температуры 12, реле времени 13, а также клапан 14, управлякядий силовым цилиндром 10. Для удаления остывших заготовок 15 на станине 2 установлен лоток 16. Агрегат работает следующим образом. Нагретая заготовка с помощью-механизма подачи 4 транспортируется от нагревательной установки (не показана) на приемную площадку 3 в зону захватов 5. Датчик температуры 12 регистрирует момент поступления заготовки 15 на приемную площадку 3 и подает электрический сигнал для начала отсчета времени реле времени 13 v Если продолжител I ность лре&шания заготовки 15 на прием ной площадке 3 превышает допустимое время, то заготовка остывает ниже минимально допустимой температуры, В этом случае реле времени 13 вырабатывает электрический сигнал для включения клапана 14, управлягацего силовым цилиндром 10. Под действием силового цилиндра 10 наклонная приемная площадка 3 устанавливается в положение, обеспечиваюшее сброс заготовки 15 с приемной площадки 3 на лоток 16. При кратковременных- остановках агрегата в механизме подачи заготовок 4 срабатьгоает отсекатель (не показан), который направляет нагретые заготовки в тару. Если команда на смыкание захватов 5 подается до истечения времени, на которое настроено реле временя ,13, то срабатывает механизм смыкания захватов 6 и заготовка 15 подается в штамп. После размыкания захватов 5 и их врэвращейия в исходное положение осушесгвляется рабочий ход пресса 1. Далее цикл работы агрегата повторяется.. В агрегате для горячей объемной штамповки обеспечивается автомагическое удаление остывших заготовок с приемной площадки и осуществляется контроль температуры заготовок непосредственно перед подачей в штамп, что позволяет существегшо повысить надежность и качество -изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальный загрузчик заготовок | 1981 |
|
SU1026919A1 |
| Автоматизированный пресс для объемной горячей штамповки заготовок | 1989 |
|
SU1804943A1 |
| Автоматизированный комплекс для горячей штамповки | 1981 |
|
SU996035A1 |
| Автоматическая линия штамповки поворотных кулаков | 1987 |
|
SU1466868A1 |
| Установка для индукционного нагрева и подачи на последующую обработку листовых заготовок | 1984 |
|
SU1268625A1 |
| АВТОМАТИЗИРОВАННЫЙ КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ ДЕТАЛЕЙ ТИПА СТАКАНОВ | 1988 |
|
SU1541873A1 |
| Агрегат для накатки зубчатых заготовок | 1987 |
|
SU1530315A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| Автоматический комплекс для горячей объемной штамповки | 1987 |
|
SU1493373A1 |
| Многопозиционный пресс для горячей объемной штамповки | 1985 |
|
SU1279716A1 |
1. АГРЕГАТ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ, содержащий горячешгамповочный и загрузчик заготовок с приемной площадкой и механизмами захвата и переноса заготовок, отличающийся тем, что, с целью повьпиения надежности и качества издепий, он снабжен устройеггвом контроля температуры заготовок, включакшим датчик температуры и реле времени, а также силовым цилиндром, связанным с устройством-контроля температуры заготсвок и взаимодействующим с приемной площадкой, установленной наклонно с воз можностью noBoptrTa. (Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Шнейберг В | |||
| М | |||
| , Акаро И | |||
| Л | |||
| Кузнечно-штамповочное npoHsaoactBo Волжского автомобильного завода | |||
| -- М., MaiOTHocTpoeHHe, 1977, с | |||
| Устройство для отыскания металлических предметов | 1920 |
|
SU165A1 |
| Приспособление для соединения пучка кисти с трубкою или втулкою, служащей для прикрепления ручки | 1915 |
|
SU66A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент Англии № 1189451, кл | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
