2. Разгрузчик по п. 1,. отличающийся тем, что механизм .регулировки положения корпуса по высоте выполнен в виде смонтированных в корпусе подшипниковых букс с расположенными в них осями с рычагами, эксцентриков с шарнирно установленными колесами, расположенных на концах осей, тяги, шарнирно связанной с рычагами осей, привода возвратно-поступательного перемещения тяги, при этом длины рычагов равны между собой, а длина тяги равна расстоянию между осями букс.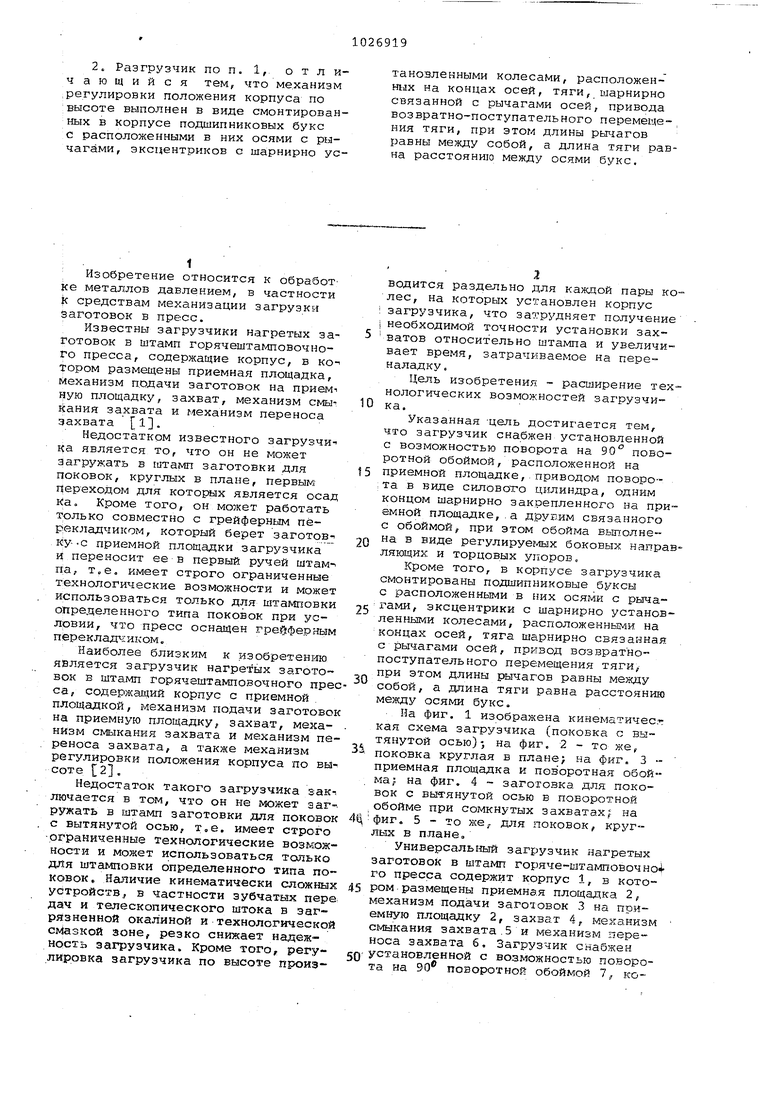
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ КРУПНЫХ ПОКОВОК С ВЫТЯНУТОЙ ОСЬЮ | 2003 |
|
RU2262436C2 |
| Автоматический комплекс для горячей объемной штамповки | 1987 |
|
SU1493373A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| Агрегат для горячей объемной штамповки | 1979 |
|
SU1016018A1 |
| Автоматизированный пресс для объемной горячей штамповки заготовок | 1989 |
|
SU1804943A1 |
| Автоматизированная линия горячей штамповки | 1982 |
|
SU1053948A1 |
| Ковочный комплекс | 1991 |
|
SU1787639A1 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU997946A1 |
| Автоматизированный агрегат для горячей штамповки | 1978 |
|
SU904860A1 |
| Автоматическая линия штамповки поворотных кулаков | 1987 |
|
SU1466868A1 |
1. УНИВЕРСАЛЬНЫЙ ЗАГРУЗЧИК ЗАГОТОВОК, содержащий корпус с приемной площадкой, механизм подачи заготовок на приемную площадку, захват, механизм смыкания.захвата и механизм переноса захвата, и механизм регулировки положения корпуса по высоте, отличающийся тем, что/ с целью расширения технологических возможностей, загрузчик снабжен установленной с возможностью поворота на 90 поворотной обоймой, расположенной на прие1 ной площадке, приводом поворота в виде силового цилиндра, одним концом шарнирно закрепленного на приемной площадке, а другим связанного с обоймой, при этом обойма выполнена в виде регулируемых боковых направляющих и торцовых упоров.
1
Изобретение относится к обработ ке металлов давлением, в частности К средствам механизации загрузки заготовок в пресс.
Известны загрузчики нагретых заготовок в штамп горячештамповочного пресса, содержащие корпус, в котором размещены приемная площадка, механизм подачи заготовок на приемч ную площадку, захват, механизм смыч Кания захвата и механизм переноса захвата 1.
Недостатком известного загрузчи ка является то, что он не может загружать в штамп заготовки для поковок, круглых в плане, первым переходом для которых является осад Ка. Кроме того, он может работать Только совместно с грейферным перекладчиком, который берет заготов ку-с приемной площадки загрузчика и переносит ее в первый ручей штам- па, т.е. имеет строго ограниченные технологические возможности и может использоваться только для штамповки определенного типа поковок при условии, что пресс оснащен грейферным перекладч иком.
Наиболее близким к изобретен)дю является загрузчик нагре- ых заготовок в штамп горячештамповочного пресса, содержащий корпус с приемной . площадкой, механизм подачи заготовок на приемную площадку, захват, механизм смыкания захвата и механизм переноса захвата, а также механизм регулировки положения корпуса по высоте 2.
Недостаток такого загрузчика закч лючается в том, что он не может эагружать в штамп заготовки для поковок с вытянутой осью, т.е. имеет строго ограниченные технологические возможности и может использоваться только для штамповки определенного типа поковок. Наличие кинематически сложных устройств,, в частности зубчатых пере дач и телескопического штока в загрязненной окалиной и технологической смазкой зоне, резко снижает надежность загрузчика. Кроме того, регулировка загрузчика по высоте производится раздельно для каждой пары колес, на которых установлен корпус загрузчика, что затрудняет получение i необходимой точности установки захватов относительно штампа и увеличивает время, затрачиваемое на переналадку с
Цель изобретения - расширение технологических возможностей загрузчика.
Указанная -цель достигается тем, что загрузчик снабжен установленной с возможностью поворота на 90° поворотной обоймой, расположенной на
5 приемной площадке, приводом поворота в виде силовото цилиндра, одним концом шарнирно закрепленного на приемной площадке, . а друв.им связанного с обоймой, при этом обойма выполнеQ на в виде регулируемых боковых направляющих и торцовых упоров,
Кроме того, в корпусе загрузчика смонтированы подшипниковые буксы с расположенными в них осями с рычас гами, эксцентрики с шарнирно установленными колесами, расположенными на концах осей, тяга шарнирно связанная с рычагами осей, привод возвратнопоступательного перемещения тяги, при этом длины рычагов равны между собой, а длина тяги равна расстоянию между осями букс,
Иа фиг. 1 изображена кинематичесг кая схема загрузчика (поковка с вытя 1утой осью)-, на фиг, 2 - то же,
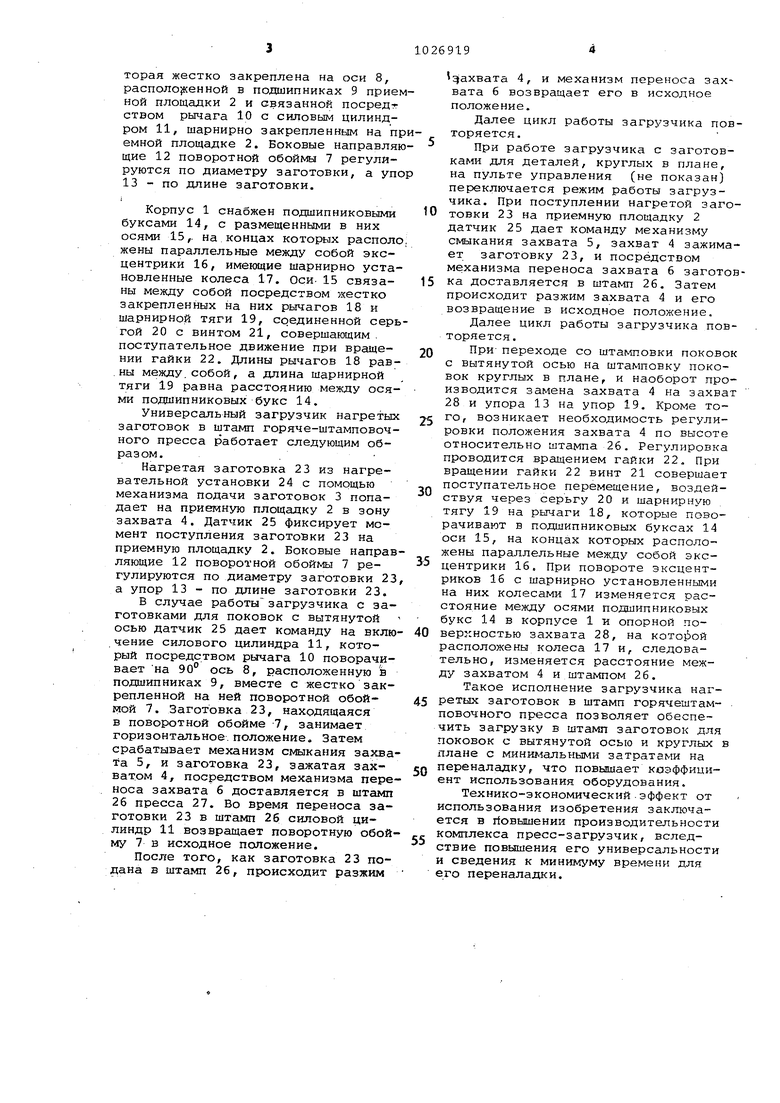
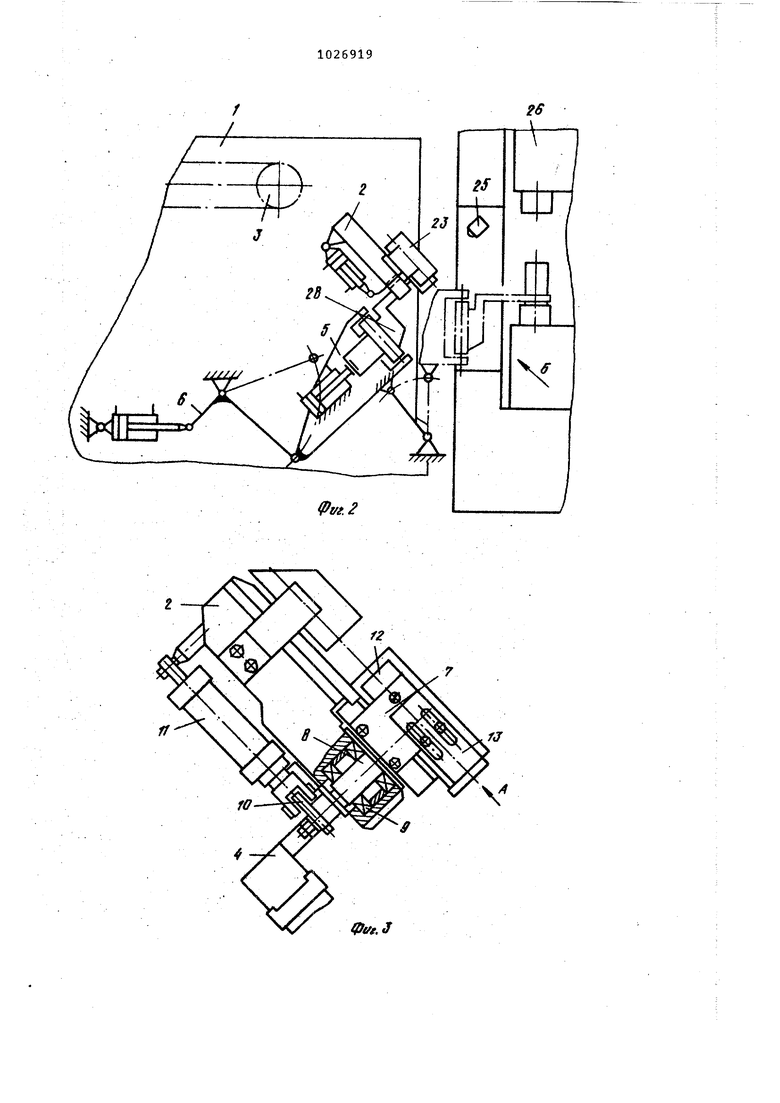
- поковка круглая в плане; на фиг. 3 приемная площадка и поворотная обойма; на фиг. 4 - заготовка для поковок с вытянутой осью в поворотной обойме при сомкнутых захватах; на
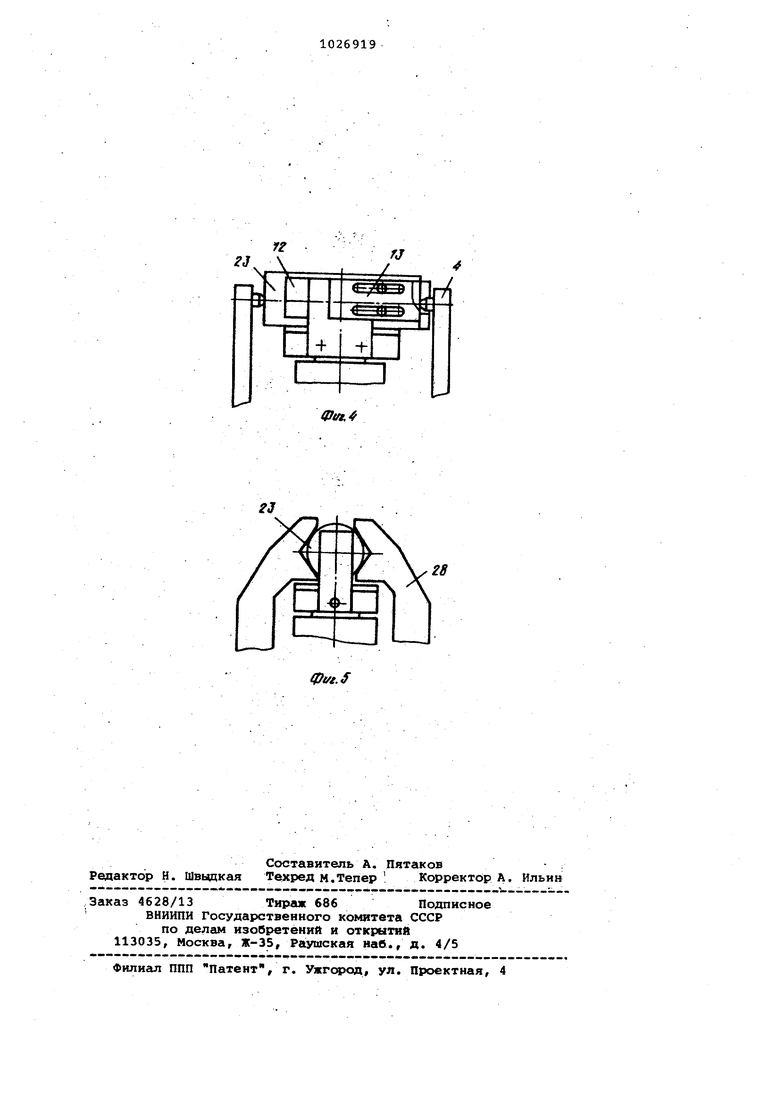
Д фиг. 5 - то же;, для поковок, круглых в плане,
Унив.ерсалы€ый загрузчик нагретых заготовок в штамп горяче-штамповочно го пресса содержит корпус 1, в кото5 ром-размещены приемная площадка 2, механизм подачи заготовок 3 на приемную площадку 2, захват 4, механизм смыкания захвата.5 и механизм переноса захвата б. Загрузчик снабжен
Q установленной с возможностью поворота на 90 поворотной обоймой 7, которая жестко закреплена на оси 8, располо}кенной в подшипниках 9 прие ной площадки 2 и связанной посредт ством рычага 10 с силовым цилиндром 11, шарнирно закрепленным на п емной площадке 2. Боковые направля щие 12 поворотной обоймы 7 регулируются по диаметру заготовки, а уп 13 - по длине заготовки. Корпус 1 снабжен подшипниковыми буксами 14, с размещенными в них осями 15,. на концах которых распол жены параллельные между собой эксцентрики 16, имеющие шарнирно уста новленные колеса 17. Оси- 15 связаны между собой посредством жестко закрепленных на них рычагов 18 и шарнирной тяги 19, соединенной сер гой 20 с винтом 21, совершающим, поступательное движение при вращеНИИ гайки 22. Длины рычагов 18 рав ны между.собой, а длина шарнирной тяги 19 равна расстоянию между ося ми подшипниковых букс 14. Универсальный загрузчик нагретых заготовок в штамп горяче-штамповоч ного пресса работает следующим образом.. Нагретая заготовка 23 из нагревательной установки 24 с помощью механизма подачи заготовок 3 попадает на приемную площадку 2 в зону захвата 4. Датчик 25 фиксирует момент поступления заготовки 23 на приемную площадку 2. Боковые направ ляющие 12 поворотной обоймы 7 регулируются по диаметру заготовки 2 а упор 13 - по длине заготовки 23. В случае работы загрузчика с заготовками для поковок с вытянутой осью датчик 25 дает команду на вклю чение силового цилиндра 11, который посредством рычага 10 поворачивает на 90° ось 8, расположенную в подшипниках 9, вместе с жестко закрепленной на ней поворотной обоймой 7. Заготовка 23, находящаяся в поворотной обойме 7, занимает горизонтальное, положение. Затем срабатывает механизм смыкания захва та 5, и заготовка 23, зажатая захватом 4, посредством механизма пере носа захвата 6 доставляется в штамп 26 пресса 27. Во время переноса заготовки 23 в штамп 26 силовой цилиндр 11 возвращает поворотную обой му 7 в исходное положение. После того, как заготовка 23 подана в штамп 26, происходит разжим ахвата 4, и механизм переноса захвата б возвращает его в исходное положение. Далее цикл работы загрузчика повторяется. При работе загрузчика с заготовками для деталей, круглых в плане, на пульте управления (не показан) переключается режим работы загрузчика. При поступлении нагретой заготовки 23 на приемную площадку 2 датчик 25 дает команду механизму смыкания захвата 5, захват 4 зажимает заготовку 23, и посредством механизма переноса захвата 6 заготовка доставляется в штамп 26. Затем происходит разжим захвата 4 и его возвращение в исходное положение. Далее цикл работы загрузчика повторяется. При- переходе со штамповки поковок с вытянутой осью на штамповку поковок круглых в плане, и наоборот производится замена захвата 4 на захват 28 и упора 13 на упор 19. Кроме того, возникает необходимость регулировки положения захвата 4 по высоте относительно штампа 26. Регулировка проводится вращением гайки 22, При вращении гайки 22 винт 21 совершает поступательное перемещение, воздействуя через серьгу 20 и шарнирную тягу 19 на рычаги 18, которые поворачивают в подшипниковых буксах 14 оси 15, на концах которых расположены параллельные между собой эксцентрики 16. При повороте эксцентриков 16 с шарнирно установленными на них колесами 17 изменяется расстояние между осями подшипниковых букс 14 в корпусе 1 и опорной поверхностью захвата 28, на кото}Ьой расположены колеса 17 и, следовательно, изменяется расстояние между захватом 4 и штампом 26. Такое исполнение загрузчика нагретых заготовок в штамп горячештамповочного пресса позволяет обеспечить загрузку в штамп заготовок для поковок с вытянутой осью и круглых в плане с минимальными затратами на переналадку, что повышает коэффициент использования оборудования. Технико-экономический.эффект от использования изобретения заключается в йовышении производительности комплекса пресс-загрузчик, вследствие повышения его универсальности и сведения к минимуму времени для его переналадки.
If
%СГ.сГ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Машины и технологические процессы обработки металлов давлен ем | |||
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| КАМЕРА ДЛЯ НЕПРЕРЫВНОЙ ОБРАБОТКИ НИТИ | 0 |
|
SU176660A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
