1101 Изобретение относится к обработке металлов давлением, а именно к конструкциям штампов для закрытой объемной штамповки. Известен штамп для закрытой объем- ной штамповки, содержащий смонтированную на верхней подвижной плите подпружиненную обойму, в конической полости которой установлена матрица выполненная в виде набора секторов, а также смонтированные на нижней неподвижной плите пуансон и промежуточ ную плиту С 1 Недостатком штампа является низкое качество изделий, обусловленное наличием сборной матрицы. Наиболее близким к предлагаемому, является штамп для закрытой объемной штамповки, содержащий смонтированные на верхней подвижной плите выталкиватель и подвижно установленную матрицу с отверстием под выталкиватель, а также смонтированные на нижней пли те пуансон и подпружиненную промежуточную плиту с отверстием под пуансон 21 . Недостатком известного штампа так же является низкое качество изделий. Цель изобретения - повышение качества изделий. Поставленная цель достигается тем что в штампе для закрытой объемной штамповки, содержащем смонтированные на верхней подвижной плите выталкиватель и подвижно установленную матрицу с отверстием под выталкиватель, а также смонтированные на нижней плите пуансон и подпружиненную промежуточную плиту с отверстием под пуансон,,матрица выполнена в форме сферической тарельчатой пружины с центральным отверстием, причем рабочая поверхность матрицы образована ее участком со стороны пуансона, расположенным до нейтрального сечения.S На фиг. 1 показан штамп, общий вид; на фиг.2 ( а; б, в )- изменение формы матрицы в различные моменты штамповки. Штамп состоит- из верхней подвижной плиты 1, в центральном отверстии которой размещен тoлкateль 2. В веряней плите 1 жестко закреплена обой ма 3, в полости которой размещены матрица , выталкиватель 5 и крышка 6. На нижней плите 7 установлены пуансон 8 и промежуточная плита 9 с размещенной на ней кЪнтейнерной втулкой 10. Причем промежуточная плита установлена на упругих элементах 11. Штамп работает следующим образом. Исходная заготовка ; 2 устанавливается в полость, образованную контейнерной втулкой 10 и пуансоном 8. При движении верхней плиты 1 матрица k под действием подпружиненной контейнерной втулки 10 деформируется, принимая плоскую форму (см. фиг,2 б). При дальнейшем движении верхней плиты 1 происходит окончательное деформирование заготовки в закрытой полости. При обратном ходе пресса матрица k, освободившись от действия контейнерной втулки 7 распружинивается, при этом ее нейтральное сечение 0-0. . принимает форму, показанную нд фиг.2в. При этом рабочая полость матрицы расширяется и отштампованное изделие свободно удаляется из матриць с помощью выталкивателя 5Использование предлагаемого штампа позволяет существенно повысить качество изделий за счет устранения повреждений при выталкивании.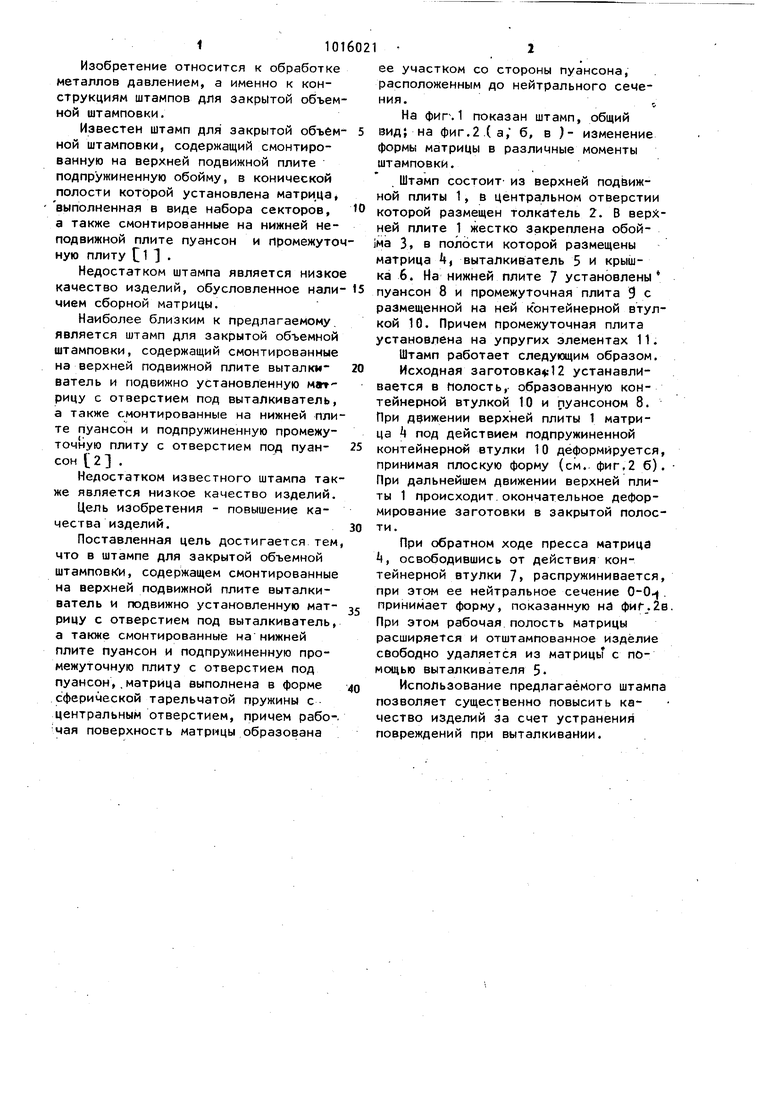
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для закрытой объемной штамповки | 1982 |
|
SU1225665A2 |
| Штамп для холодной объемной штамповки | 1988 |
|
SU1579624A1 |
| Штамп для выдавливания заготовок | 1989 |
|
SU1736669A1 |
| Штамп для закрытой штамповки | 1983 |
|
SU1199409A1 |
| ШТАМП ДЛЯ ШТАМПОВКИ ВЫДАВЛИВАНИЕМ | 1982 |
|
SU1078743A1 |
| Многопозиционный штамп для холодной объемной штамповки | 1991 |
|
SU1836172A3 |
| Штамп для закрытой объемной штамповки деталей | 1991 |
|
SU1820880A3 |
| Штамп для закрытой объемной штамповки | 1975 |
|
SU703206A1 |
| Штамп для объемной штамповки полых изделий выдавливанием со сквозной прошивкой | 1985 |
|
SU1389925A1 |
| Штамп для объемной штамповки | 1980 |
|
SU1016020A1 |
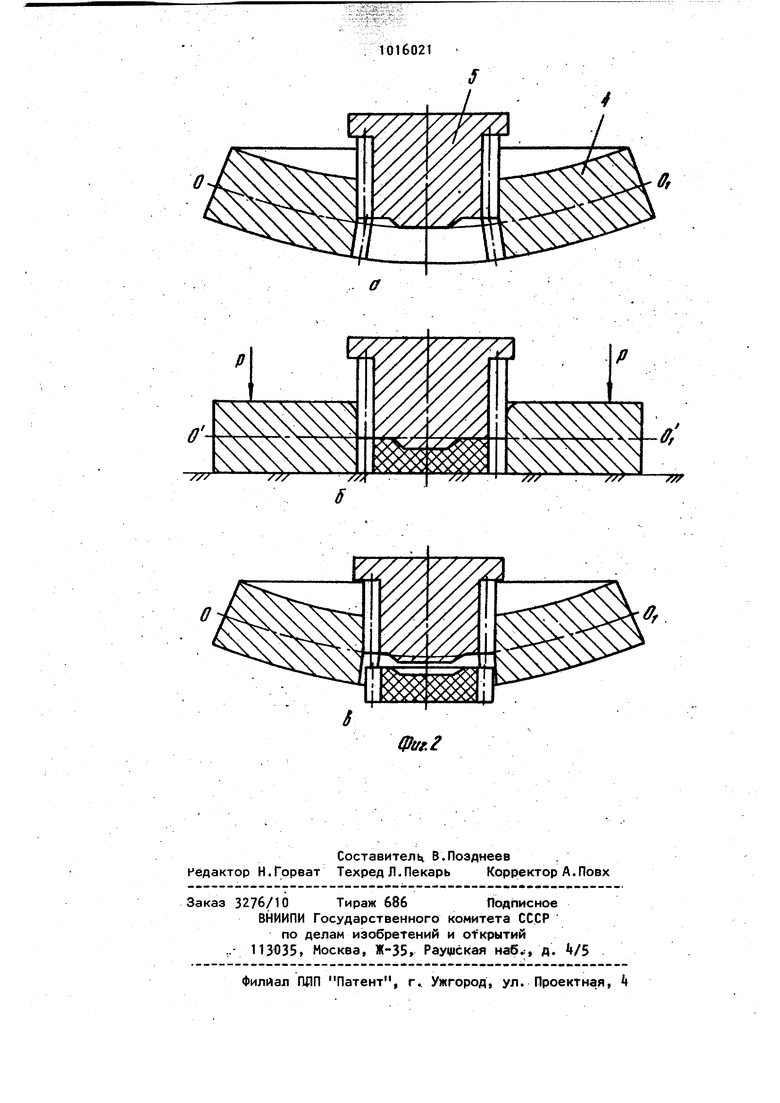
ШТАМП ДЛЯ ЗАКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ, содержащий смонтированные на верхней подвижной плите выталкиватель и подвижно установленную матрицу с отверстием под выталкиватель, а также смонтированные на нижней плите пуансон и подпружиненную промежуточную плиту с отверстием под пуансон, отличающийся тем, что, с целью повышения качества Hdделий, матрица выполнена в форме сферической тарельчатой пружины с центральным oтвepctиeм, причем рабочая поверхность матрицы образована ее участком со стороны пуансона, расположенным до нейтрального сечения. (Л О) о |С
фуг.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Васюк С.Т | |||
| Изготовление поковок сложных форм-, в штампах с разъемными полуматрицами4 - Кузнечно-штамповочное производство, 1973 № 7 с, 10, рис, 5 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Штамп для объемной штамповки | 1973 |
|
SU566667A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
