СО
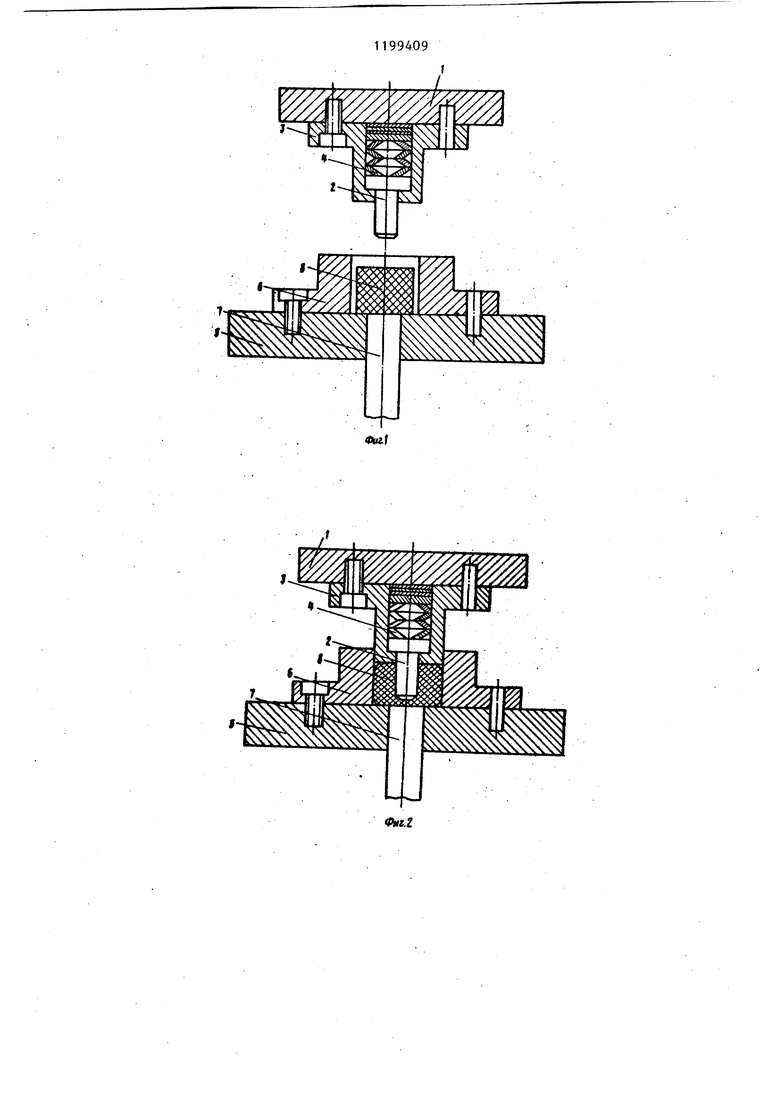
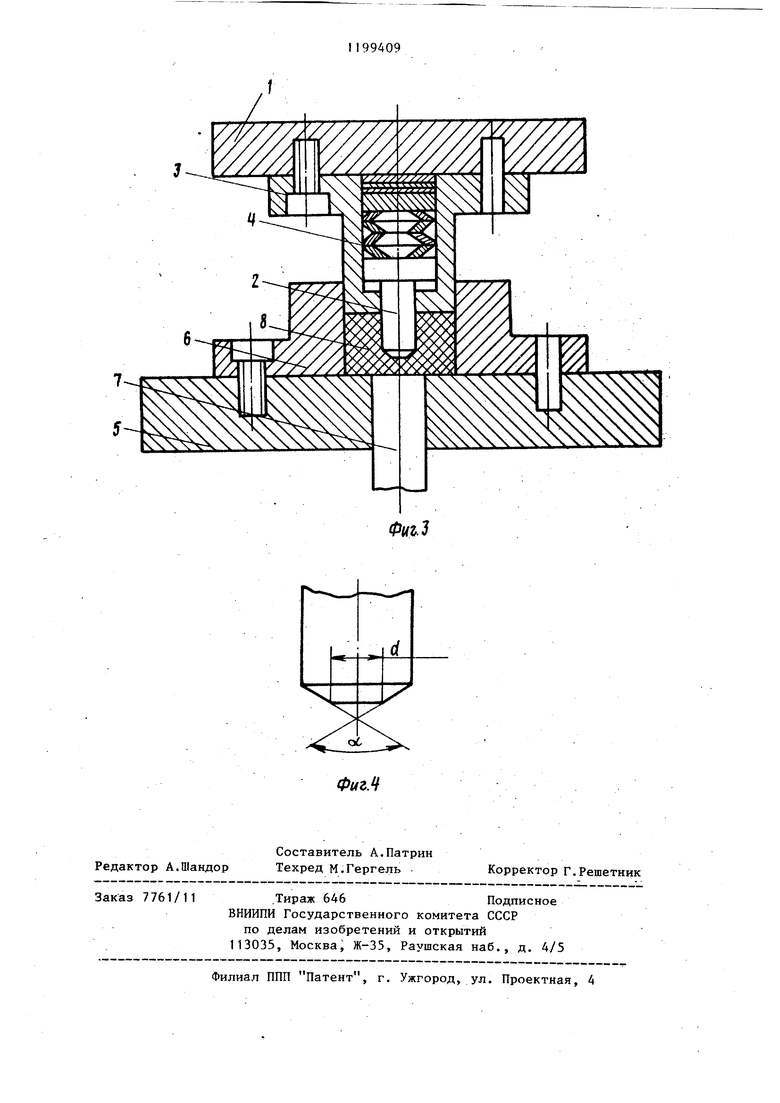
со J 1 Изобретение относится к объемно деталей с отверстиями типа втулок гаек, шестерен, шатунов и т.д. Цель изобретения - повьшение точности изделий. На фиг. 1 схематично показан предлагаемый штамп в исходном поло жении с установленной в нем заготовкой; на фиг. 2 - то же, в процессе деформирования заготовки; на фиг. то же, в заключительной стадии деформирования заготовкиJ на фиг. 4 форма выполнения торцовой части центрального пуансона. Штамп содержит верхнюю плиту 1, на которой смонтированы центральный пуансон 2, охватывающий его кольцевой пуансон 3 и средство пр тиводавления 4, выполненное, напри мер, в виде набора тарельчатых пру жин. На нижней плите 5 штампа уста новлены матрица 6 и выталкиватель Усилие тарельчатых пружин выбирается из условия сохранения неизменности положения центрального пуансоиа 2 в течение всего процесс заполнения полости штампа. С целью повьппения стойкости на рабочей торцовой поверхности цент92рального пуансона 8 выполнена фаска с углом конусности 156-172 , а диаметр плоскости торца составляет 0,15-0,25 диаметра центрального пуансона. Штамп для закрытой штамповки работает следующим образом. Нагретую заготовку 8 в виде цилиндра устанавливают в полости матрицы 6 (фиг. 1). При ходе верхней плиты 1 с кольцевым пуансоном 3 вниз центральный пуансон 2, опираяст на набор тарельчатых пружин, прошивает полость в заготовке 8, при этом происходит заполнение полости матрицы 6 (фиг. 2). После окончательного заполнения полости матрицы при дальнейшем движении плиты 1 вниз резко возрастают усилия, действующие на рабочий торец центрального пуансона 2, который, преодолевая усилие предварительного сжатия тарельчатых пружин, перемещается в осевом направлении на величину, обеспечивающую компенсацию излишка металла заготовки 8 (фиг. 3). После того, как заготовка 8 отштампована, ее удаление из матрицы 6 осуществляется выталкивателем 7..
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для выдавливания заготовок | 1989 |
|
SU1736669A1 |
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011463C1 |
| Штамп обратного выдавливания для закрытой объемной штамповки | 1977 |
|
SU645746A1 |
| Способ изготовления полых деталей из трубчатой заготовки и устройство для его осуществления | 1989 |
|
SU1741949A1 |
| СПОСОБ ОДНОПЕРЕХОДНОЙ ШТАМПОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С ПОЛОСТЬЮ В УТОЛЩЕНИИ | 2009 |
|
RU2391172C1 |
| Способ штамповки деталей | 1982 |
|
SU1063519A1 |
| Штамп для объемного деформирования | 1988 |
|
SU1593774A1 |
| Штамп для закрытой объемной штамповки | 1981 |
|
SU1016021A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОШТАМПОВАННЫХ ДИСКОВ КОЛЕС АВТОМОБИЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2015786C1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ТИПА КРЕСТОВИН | 1999 |
|
RU2165329C2 |
1. ШТАМП ДЛЯ ЗАКРЫТОЙ ШТАМПОВКИ изделий с центральной полостью, содержащий верхнюю плиту со смонтированными на ней концентрично центральным пуансоном и охватывающим его кольцевым пуансоном,, средством противодавления, а также нижнкяо плиту с матрицей и выталкивателем, отличающийся тем, что, с целью повышения точности изделий, средство противодавления установлено между центральным пуансоном и верхней плитой, 2.Штамп по п. 1, о т ji и ч а ющ и и с я тем, что средство противодавления выполнено в виде набора тарельчатых пружин. 3.Штамп по п. 1, отличающийся тем, что, с целью повышения стойкости, иа рабочей торцовой поверхности центральйого пуансона выполнена фаска с углом конусности 156-172 , а диаметр плоскости торца составляет 0,15-0,25 диаметра центрального пуансона.
| Охрименко Я.М | |||
| Технология кузнечно-штамповочного производства | |||
| М.: Машиностроение, 1966, с | |||
| Прибор для нанесения на чертеж точек при вычерчивании углов и треугольников | 1922 |
|
SU392A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
