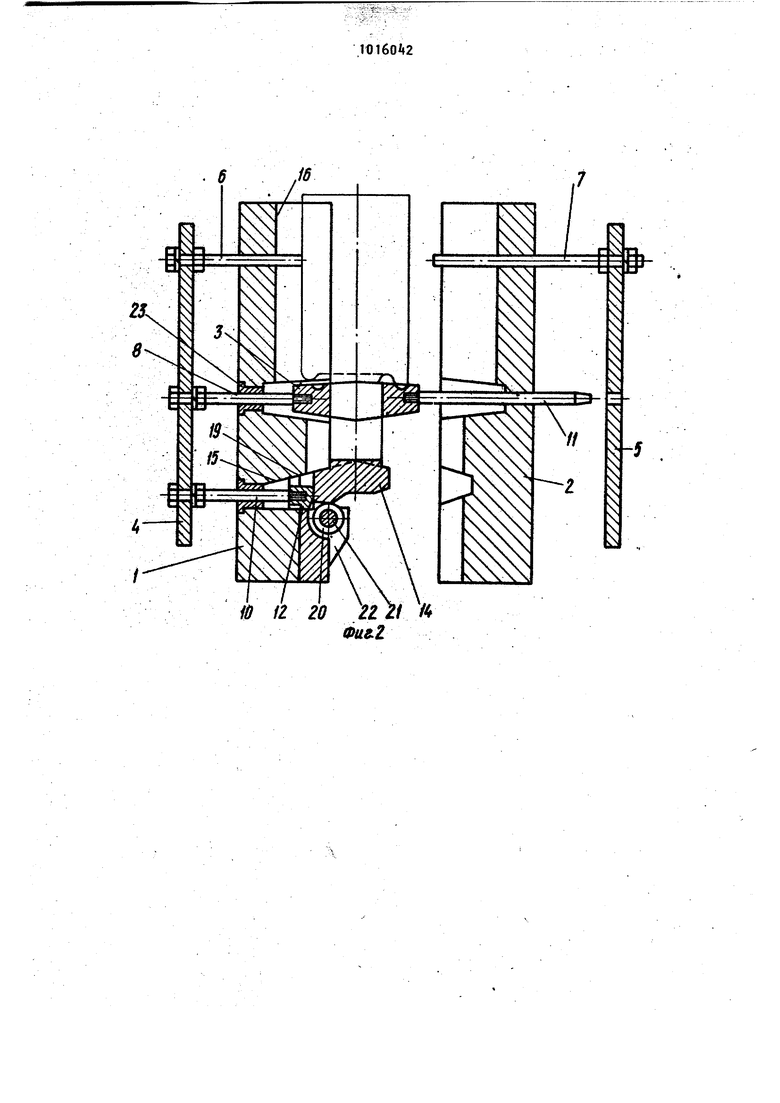
Изобретение относится к литейному производству, а именно к нагреваемой оснастке для изготовления стержней в литейных цехах. Известен стержневой ящик, содержа щий корпус с вертикальной плоскостью разъема, полостеобразователь и привод для раскрытия корпуса 1 . Недостатком этого ящика является то, что в нем для снятия готовых стержней применяется ручной труд. Известен стержневой ящик, включающи Kopnycj с вертикальной плоскостью разъе ма, имеющий рабочую полость отъемную часть и плиту с толкателями . Недостатками данной конструкции являются низкое качество и высокий процент брака получаемых стержней в результате повреждения или разрушения стержней в процессе их извлечения вручную из нагреваемого стержневого ящика. Цель изобретения - предотвращение повреждения готового стержня в процессе его извлечения из ящика. Поставленная цель достигается тем что стержневой ящик, включающий корпус с вертикальной плоскостью разъёма, имеющий рабочую полость, отъ емную часть и плиту с толкателями, снабжен направляющим элементом, установленным перпендикулярно плоскости разъема на отъемной части, Т-образными сухарями, жестко закрепленны ми на толкателях дополиительной отъемной честью, оформляющей нижнюю поверхность рабочей полости и имеющей Т-образные прорези, в которых размещены сухари, и роликами, закрепленными на корпусе в плоскости разъема, при этом дополнительная отъемная часть имеет наклонные направлякячие плоскости, расположенные на двух про тивоположных сторонах, одна из которых обращена в сторону роликов, На фиг, 1 изображен стержневой ящик в рабочем состоянии (т.е. закры тым); на фиг. 2 - открытый стержневой ЯLlJSик; на фиг. 3 сечение А-А на фиг. i; на фиг, f - кулачок; на фиг. 5 сечение Б-Б на фиг, i; на фиг, 6 - сухарь; на фиг, 7 вид В на фиг. Стержневой ящик содержит корпус и двух половин 1 и 2, отъемную часть 3| толкательные плиты и 5 с толкателями 6, 7, 8, 9 и 10. Отъёмная часть 3 снабжена направляющим том 11, установленным перпендикуЛЯ1р но плоскости разъема ящика. Толкатели 10 плиты 4 снабжены сухарями 12, жестко закрепленными на их концах. Головки сухарей 12 выполнены Т-образными и входят в пазы аналогичной формы 13 дополнительной отъемной части Н, которая выполнена с возможностью перемещения в плоскости разъема и установлена в кармане 15 половины 1 корпуса, примыкающем ко дну стержневой полости 16 ящика. Отъем ная часть I снабжена наклонными направляющими поверхностями 17 и 18, размещенными на его противоположных сторонах. Направляющая поверхность Г/ выполнена контактирующей с направ-. ляющей поверхностью 19 кармана 15 а поверхность 18 - с поворотным роликом 20. Ролик 20 насажен на ось 21, закрепленную на кронштейнах 22, Толкатели 8 и 10 пропущены через направляющие втулки 23 половин корпуса. Работа предлагаемого устройства происходит следующим образом. После окончания формовки стержней ящик раскрывается и приводится в движение сначала плита 5 с толкателями 7 и 9, а затем плита Ц с толкателями б, 8 и 10, При этом отъемная часть 3 ящика вместе со стержнями, пропущенными через ее отверстия, отделяются от половины 1 ящика. Одновременно толкатели 10 с закрепленными на их 1койцах сухарями 12 приводят в движение отъемную часть 1, которая, пеоемещаясь между направляющей поверх костью 19 кармана 15 и поворотным роликом 20, скользит своим Т образным пазом по головке сухаря 12 и осуществляет сложное движение относительно плоскости разъема ящика, контактируя при этом с нижней частью стержней ивыталкивая их из отъемной части 3 ящика. Оператору остается удалить выдвинутые таким образом стержни и снова привести стержневой ящик в рабочее положение. При этом плиты 4 и 5 с толкателями возвращаются в исходное состояние и отъемная часть 1А, связанная своим Т-образным пазом 13 с сухарями 12, убирается в полость кармана 15. За- тем сдвигаются половины 1 и 2, и ящик оказывается готовым к работе, цикл повторяется. Применение предложенного устройстза позволяет снизить брак не менее, чем на 20%, что дает возможность получить экономию до 10 р. не тонну стержней.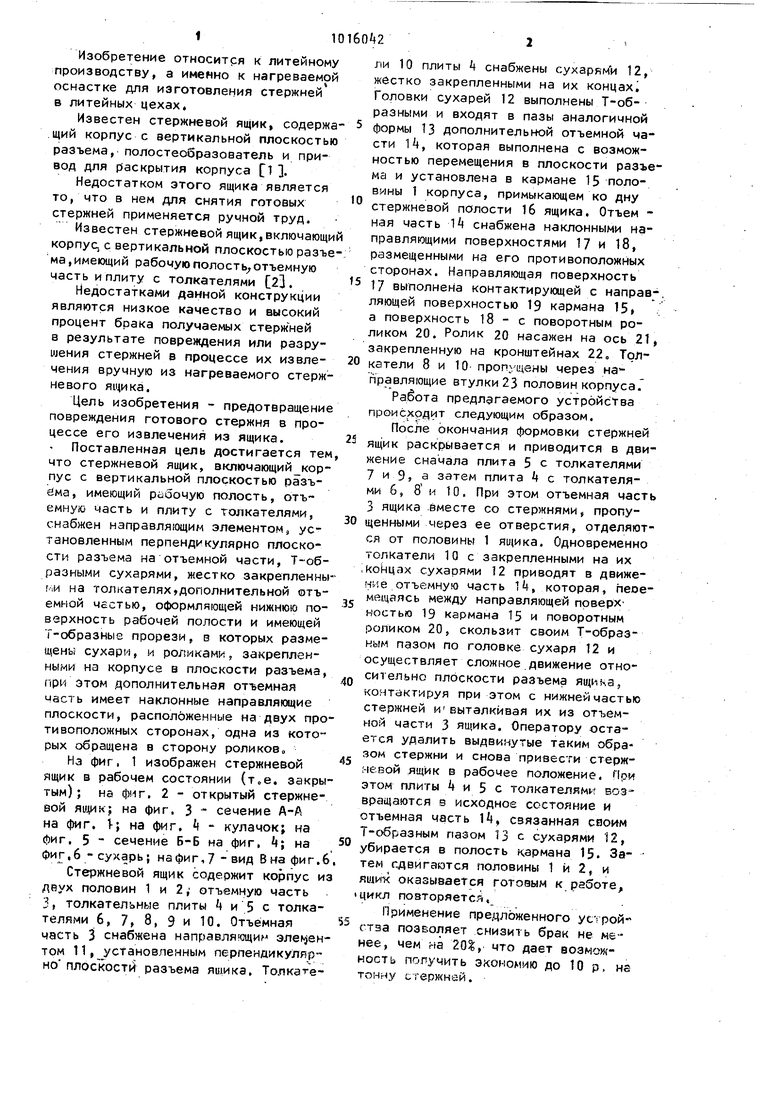
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ В ГОРЯЧИХЯЩИКАХ | 1967 |
|
SU204502A1 |
| Линия для изготовления стержней | 1981 |
|
SU1025481A1 |
| Блок стержневой оснастки и установка для изготовления литейных стержней | 1990 |
|
SU1759525A2 |
| Автомат для изготовления крупногабаритных литейных стержней | 1983 |
|
SU1196110A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ | 1990 |
|
RU2026131C1 |
| Автомат для изготовления стержней | 1979 |
|
SU831355A1 |
| Стержневой ящик | 1983 |
|
SU1186356A1 |
| УСТРОЙСТВО для ИЗВЛЕЧЕНИЯ СТЕРЖНЕЙ | 1972 |
|
SU329953A1 |
| Модельная оснастка | 1983 |
|
SU1100037A1 |
| Установка для изготовления литейных стержней по горячим ящикам | 1988 |
|
SU1577911A1 |
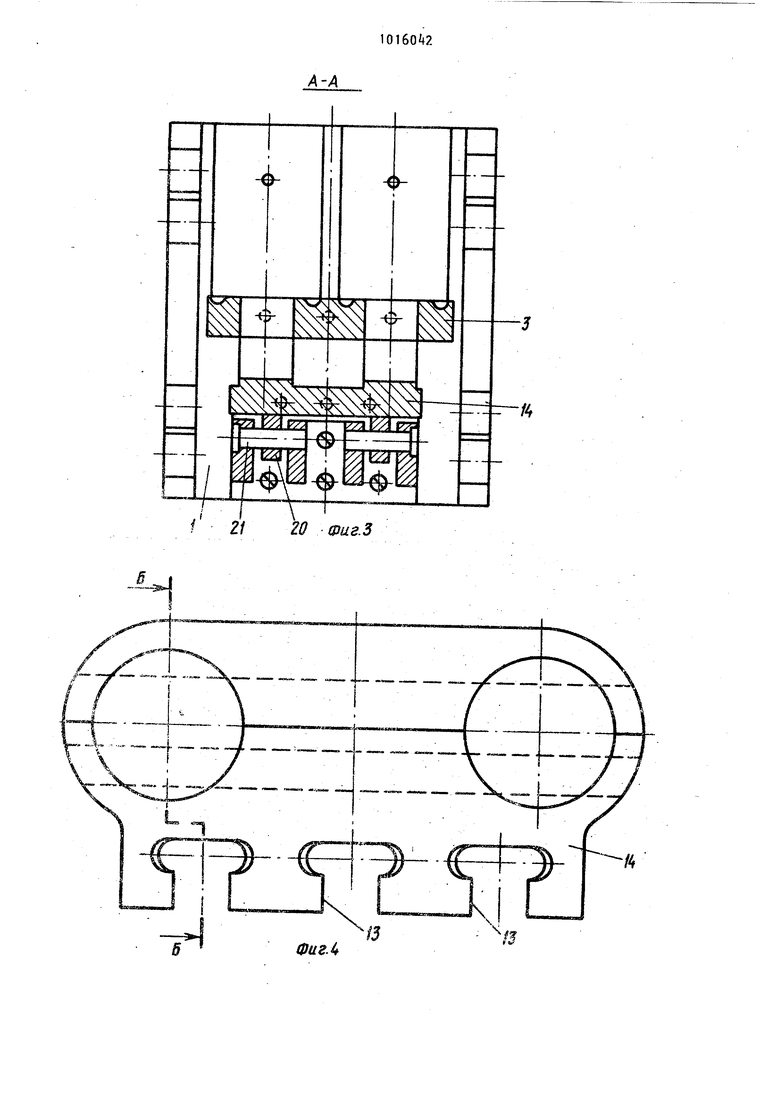

б-6по6еонитд
Фиг5
вид В
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Просяник г.в | |||
| Технология изготовления оболочковых форм и сте ней | |||
| М., Высшая школа, 1971, с | |||
| Гидравлический способ добычи торфа | 1916 |
|
SU206A1 |
| Авторское свидетельство СССР, № i 07626, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
