(54). АВТОМАТ ДЛЯ ИЗГОТОВЛЕ1ШЯ СТЕРЖНЕЙ

| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный автомат для изготовления литейных стержней | 1980 |
|
SU910316A1 |
| Автомат для изготовления стержней | 1978 |
|
SU768539A1 |
| Автоматическая линия для изготовления стержней | 1987 |
|
SU1503996A1 |
| Автомат для изготовления крупногабаритных литейных стержней | 1983 |
|
SU1196110A1 |
| Автомат для изготовления полых стержней по нагреваемой оснастке | 1990 |
|
SU1806034A3 |
| Автомат для изготовления стержней | 1981 |
|
SU1051807A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ ИЗ ТЕРМОРЕАКТИВНЫХ СМЕСЕЙ | 1969 |
|
SU234621A1 |
| Линия для изготовления литейных стержней | 1982 |
|
SU1026932A1 |
| Пескодувная машина | 1974 |
|
SU728979A1 |
| Устройство для разъема и сборкиСТЕРжНЕВОгО ящиКА | 1978 |
|
SU827244A1 |
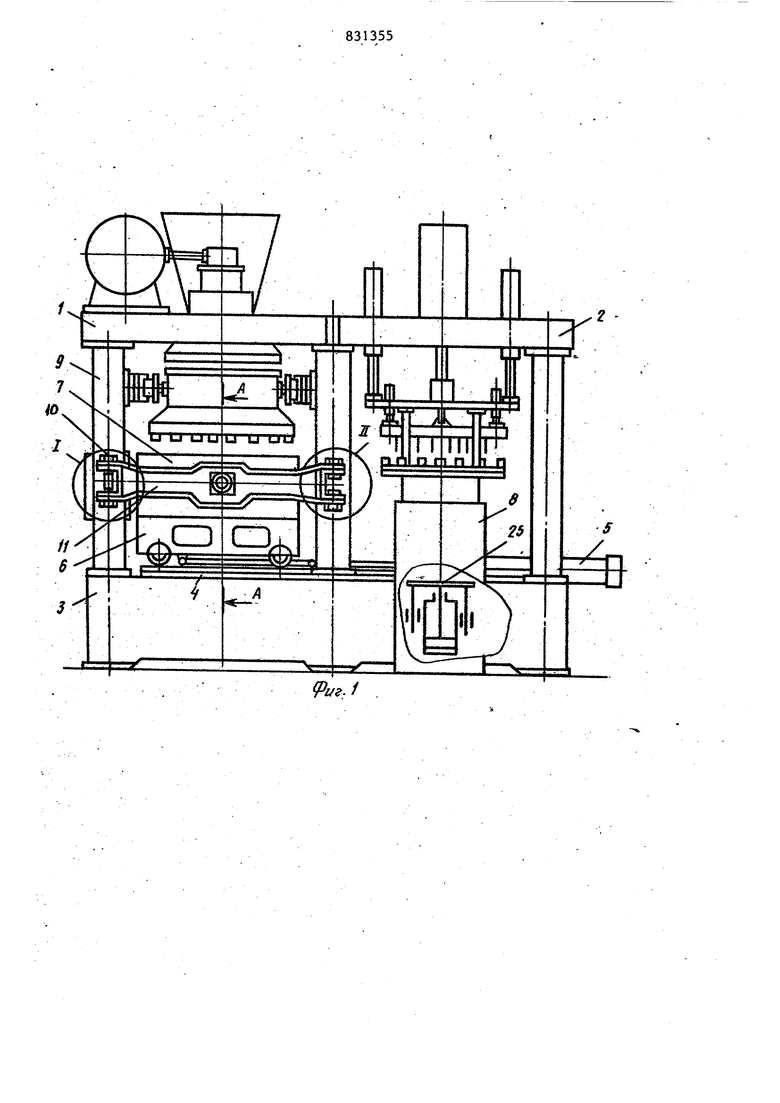

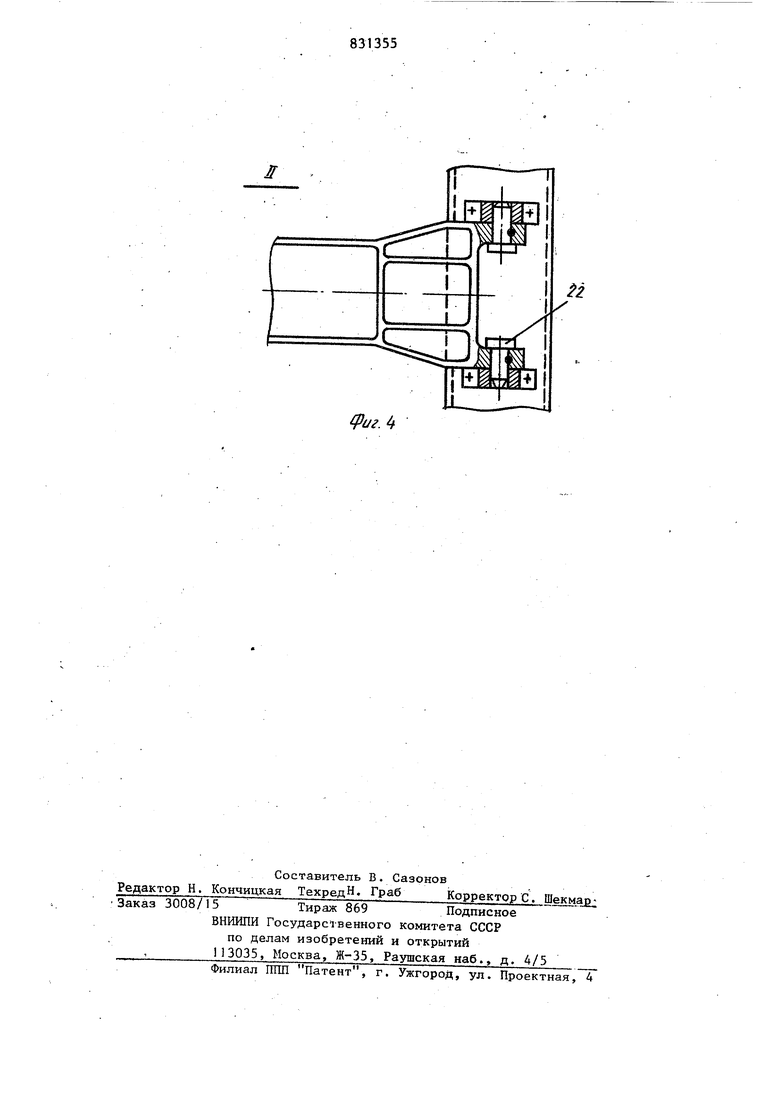
Изобретение относится к литейному производству, в частности к устройствам для изготовления литейных стер ней . Известна машина для изготовления стержней или оболочковых форм, содер жэдая рабочий бункер, который перемещается по направляющим между отдел ными, поочередно сопрягаемыми с ним узлами машины. Каадый такой узел оснащен механизмами сборки и разборки стержневьсс ящиков. На раме каждого механизма сборки ящиков установлены боковые отъемные части стержневого ящика с приводами для гооизонтального перемещения во взаимно противоположных направлениях l . Недостатком такой машины является то, что боковые отъемные части стерж невого ящика установлены на неподвижной раме, что затрудияет обслуживание оснастки и боковых . стержневого ящика в процессе отладки и эксплуатации. Кроме того, каждая. боковая часть имеет свой привод, что значительно усложняет конструкцию напшны и понижает ее надежность. Известна также двухпозиционная установка челночного типа модели TF-40 , фирмы R5perwerk (ФРГ), содержго ая механизм наддува и отверждения стерж-: ней, размешенный на станине с направляющими, на которых установлена приводная в горизонтальной плоскости тележка со стержневым ящиком, имеющим отъемные части с индивидуальньми приводами, закрепленную на упомянутой станине раму, несущие механизм протяжки стержней, выполненный в виде подвижной в вертикальной плоскости траверсы с установленными на ней захватами и толкательной плитой, и подвижный в горизонтальной плоскости приемный стол. Одна из моделей этой машины, в частности TR-42, имеет стационарно закрепленные на машине приводы, штоки которых автоматически входят в зацепление с захватами отъемньк частей, расположенных в стержневом ящике 2. Недостатком указанной машины являет.ся то, что каждая отъемная часть стержневого ящика имеет свой привод. А при изготовлении сложных сте.ржней, имеющих на одной боковой стороне несколько отъемных частей, установка индивидуальных приводов усложняет конструкцию машины и снижает надежность ее работы. Кроме того, стационарная установка приводов отъемных частей затрудняет контроль установки отъемных частей в стержневом ящике в процессе отладки и эксплуатации машины. Цель изобретения - упрощение конструкции, повышение эксплуатационной надежности и обеспечение удобства обслуживания автомата. Поставленная цель достигается тем что автомат снабжен единым механизмом перемещения отъемных частей, выполненным в виде подвижно установленной в траверсе приводной поджимной плиты с закрепленными на ней отъемной часть имеющей наибольший рабочий ход, и регулируемыми подпружиненными захватами, взаимодействующими с выступами отъемных частей стержневого, ящика, , причем один конец траверсы шарнирно закреплен на стойке с возможностью поворота в горизонтальной плоскости, а второй конец траверсы снабжен.фиксатором, взаимодействующим с расположенными на другой стойке упорами. На фиг. i схематично изображен ав томат, общий вид| на фиг. 2 - разрез А-А на фиг. 1; наФиг. 3 узел . I на фиг. , на фиг. 4 - узел iTна фиг. 1. Стержневой автомат содержит механизм 1 наддува Ч и отвержения, механизм 2 протяжки, расположенные на станине. 3 с рельсовыми путями 4 и пе ремещающуюся по ним от гидроцилиндра 5 тележку 6 со стерхшевым ящиком 7, и приемный стол 8. На стойках 9 закреплен опустошитель 10 и механизм П перемещения отъемных частей. Механизм 11 перемещения отъемных частей содержит траверсу 12, несущз о на себе поджимную плиту 13 с приводом 14, на которой закреплена отъемная часть 15 с рабочим ходом L и регулируемые подвижные захваты 16 с направляющими 17, пружинами 18 и регулировочными гайками 19. Боковые отъемные части 20 с рабочим ходом Lj и21 с рабочим ходом L 2 закреплены на стержневом ящике 7 и имеют Т-образный выступ. Один конец траверсы 12. осью 22 шарнирно закреплен на одной из стоек 9,второй конец снабжен фиксатором 23,выполненнь м в виде пневмоцилиндра двухстороннего действия, взаимодействующим с расположенным на другой стойке упорами 24, Для отделения стержня .от нижней половины ящика на позиции протяжки установлен механизм 25 подрыва стержней. Автомат: для изготовления стержней работает следующим образом. Телезкка 6 с установленным на ней собранным стержневым ящиком 7, гидроцилиндром 5 передвигается по установленным на станине 3 рельсовым путям 4 с позиции механизма 2 прогяжки на позицию механизма 1 наддува и отерждения, при этом опустошитель 10, закрепленный на стойках 9, входит в тержневой япщк 7, захваты 16 устаавливаются соосно отъемным частям 20 и 21, а отъемная часть 15 соосно своему гнезду в стержневом ящике. В таком положении тележки с оснасткой по команде от датчика поджимная плита 13 механизма 1 пермещения отъемных частей приводом 14, установлен ным на траверсе 12, перемещается вперёд, совершая рабочий ход L, и.заводит отъемную часть 15 в оснастку. Одновременно перемещаются и захваты 16 с отъемными частями 20 и 21. Как только отъемная часть 20 переместится на расстояние L, она упрется в стержневой ящик 7, а поджимная плита продолжает движение по направляющим i 7t сжимая пружины 18 до тех пор, пока не выберет регул уемое расстояние L L - L. ,после чего захват 16 поджимает отъемную часть 20 к оснастке. Аналогично поджимается отъемная с рабочим ходом L«. Таким часть 21 группа отъемных частей 15, образом 20, и 21 с соответственно разными рабочими ходами L, L i. и L вводится в оснастку и поджимается к ней поджимной плитой 13, имеющей один привод 14. После этого в стержневой ящик 7 вдувается смесь, тележка 6 с оснасткой выдерживается на этой позиции необходимое для отверждения время. По окончании цикла отверждения поджимная плита 13 приводом 14 переме- щается назад, и выбрав свободный ход упирается в регулировочные гайки 19 направляющих 17, выводя отъемные части 20 и 21 с захватами 16 из формообразующей зоны стержневого ящика 7. Вместе с поджимной плитой выводится из стержневого ящика 7 отъемная 4acT 15.
После вывода отъемных частей тележка 6 с оснасткой перемещается на позицию механизма 2 протяжки, а опустощитель 10, закрепленный на стойках 9, выводится из стержневого ящика 7. После того как тележка с оснасткой займет свое положение в механизме протяжки, срабатывает механизм подрыва стержней 25 и начинается разборка стержневого ящика 7 с извлечением стержня 26 и транспортировкой его из зоны стержневого ящика приемным столом 8. После извлечения стержня 26 рабочая поверхность оснастки обдувается с последующим нанесением разделительной жидкости, стержневой ящик 7 собирается для последующей работы |И цикл повторяется. При наладке и ремонте с целью удобства обслуживания стержневого автомата механизм перемещения отъемных частей можно отвести, ВЫВ.ОДЯ фиксатор 23 из упоров 24 и повернув траверсу 12 в горизонтальной плоскости вокруг оси 22. Формула изобретения 1. Автомат для изготовления стержней , содержащий размещенные на ста-
Нине механизм наддуваи отверждения механизм протяжки и направляющие, на которых установлена приводная тележка со стержневым ящиком, имеющим отъемные части, соединенные механизмом перемещение, отличающийся тем, что, с целью упрощения конструкции, механизм перемещения отъемных частей выполнен в виде траверсы с приводной в горизонтальной плocкoctи поджимной плитой,несущей центральную отъемную часть и подпружиненные захваты, предназначенные для взаимодействия с выступами периферийных отъемных частей стержневого ящика.
Источники информации, принятые во внимание при зкспертизе
Г. Патент ФРГ № 1920920, кл. В 22 С 13/00. 2. Просяник Г.В., Бобряков Г.И. и др. Изготовление стержней по нагреваемой оснастке. М., Мапмностроение. 1970, с. 147. .
(риг.1 S: 20 /
us.2
ш.З :
