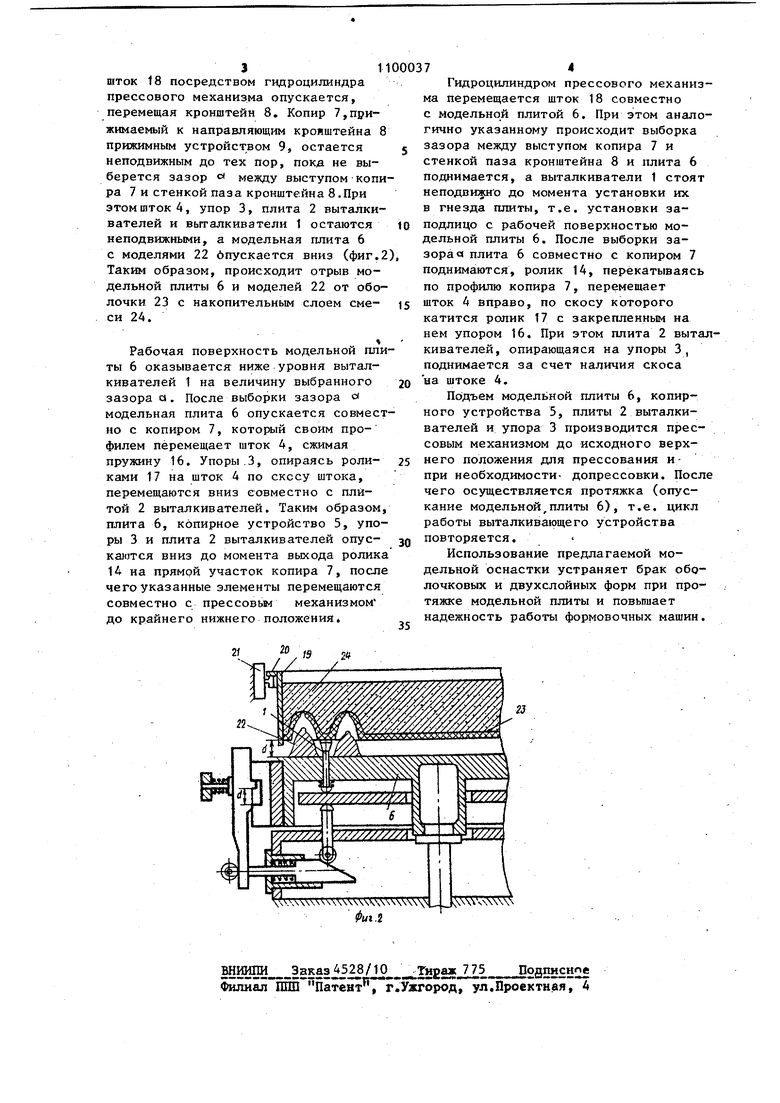
HaodpeteHHe относится к литейном производству, в частности к модель ной оснастке дхш получения двухслой ных, литейных форм. Известна модельная оснастка для приготовления стержней, отверждаемы газом. В нижней половине стержневого ящика помещены подпружиненные толкатели, приводимые в действие нажимной плитой, сообщаюшейся с пне моцилиндром С1 3Наиболее близкой к предлагаемой является модельная оснастка, помещенная в камере нижней половины стержневого ящика. В камере размеще ны подпружиненные выталкиватели,пли выталкивателей, упоры. Плита выталк вателей приводится в движение упора ми, передающими усилие от пневмоцилиндра 2 . Недостатками модельной оснастки являются неравномерная скорость пер мещения плиты выталкивателей относи тельно модельной плиты, что приводи к появлению на оболочковых формах трещин и деформаций. Неравномерная скорость перемещения плиты выталкивателей обуславливается наличием скачкового трения при перемещении щтока пневмопривода. Кроме того, использование пневмопривода для перемещения плиты выталкивателей вызывает усложнение системы управле ния из-за увеличения количества исполнительной и управляющей аппара туры (электропневмозолотники и клапаны, регулирующая аппаратура, реле и т.д.), что снижает надежность работы формовочной или стержневой машины. Известная модельная оснастка отделяет оболочковые формы от неподвижной модельной плиты с помощью подвижных толкателей, воздействующих на толстую оболочку (14 20 мм). Однако при изготовлении двухслойных форм, имеющих значитель ную массу (150 кг и более) и пониженную толщину (2-5 мм) облицовочного слоя - оболочки по сравнению с оболочковыми формами, протяжка двухслойной формы толкателями с неподвижной модельной плиты приводи к разрушению тонкой оболочки и браку форм. Цель изобретения - предупреждени брака двухслойной формы при съеме ее с модельной плиты, а также повышение надежности работы устройства. Поставленная цель достигается тем, что модельная оснастка, содержащая корпус, модельную плиту, подпружиненные выталкиватели, плиту выталкивателей с приводом и упорами, снабжена клиновидными копирами,одни из которых установлены подвижно и вертикально на противоположных боковых сторонах модельной плиты, а другие - подвижно в горизонтальной плоскости на корпусе с возможностью взаимодействия с соответствующими им вертикально установленными копирами и упорами плиты выталкивателей. На фиг. 1 показана модельная оснастка, исходное положение; на фиг.2то же, после протяжки. Устройство содержит подпружиненные выталкиватели 1, плиту 2 выталкивателей, упоры 3, шток 4 и копирное устройство 5. Копирное устройство 5 смонтировано на корпусе модельной плиты 6 и состоит из копира 7 с выступом, входящим в паз кронштейна 8, жестко соединенного с модельной плитой 6. Копир 7 установлен на направляющих кронштейна 8 и имеет прижимное устройство 9, состоящее из,прижима 10, пружины 11 и опоры 12, соединенной с корпусом 13. Корпус 13 установлен на станине (не показана) формовочной мащины. В корпусе 13 смонтированы упоры 3 плиfbi выталкивателей и шток 4. Упор 3 имеет возможность перемещаться в вертикальном положении. Шток 4 со скошенным с одной стороны концом, а с другой стороны с закрепленным роликом 14. установлен в стакане 15 и пружиной 16 поджимается к профилю копира 7. Упор 3 имеет ролик 17. Модель.ная штата 6 перемещается от гидроцилиндра (не показан) посредством штока 18. Упоры 3 и шток . 4 имеют устройства, не дающие возможности проворачиваться вокруг собственных осей. Устройство работает следующим образом. После окончания прессования (допрессовки) формовочной смеси формовочная камера 19 с двухслойной формой фиксируется относительно машины известными техническими приемами (например с помощью упорных роликов 20, закрепленных на стойке 21) с целью предупреждения перемещения ее вниз при протяжке модельной плиты 6 из формы. Модельная плита 6 через
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия | 1990 |
|
SU1799669A1 |
| Способ изготовления оболочковых форм и стержней | 1977 |
|
SU709241A1 |
| Машина для изготовления безопочных форм | 1975 |
|
SU554933A1 |
| Формовочный автомат | 1989 |
|
SU1676744A1 |
| Устройство для протяжки стержней | 1983 |
|
SU1177051A1 |
| Машина для изготовления оболочковых форм | 1976 |
|
SU618179A1 |
| Устройство для двухстороннего прессования литейных форм | 1978 |
|
SU789204A1 |
| Автомат для изготовления стержней | 1979 |
|
SU831355A1 |
| Способ изготовления оболочковых форм | 1983 |
|
SU1135526A1 |
| Устройство для съема оболочковых форм с модельной плиты | 1982 |
|
SU1024143A1 |
МОДЕЛЬНАЯ ОСНАСТКА, содержащая корпус, модельную плиту, подпружиненные выталкиватели и щшту выталкивателей с приводом и упорами, о тлич ающа я,с я тем, что, с целью предупреждения брака при съеме формы с модельной плиты и повьшения надежности работы, она снабжена клиновидными копирами, одни из которых установлены подвижно и вертикально на противоположных боковых сторонах модельной плиты, а другие подвижно в горизонтальной плоскости на корпусе с.возможностью взаимодействия с соответствующими им вертикально, установленными копирами и упорами плиты выталкивателей. D :А 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
